Inspection With Thermal Imaging
Manufacturers are using infrared cameras to aid preventive maintenance and find defects in heat-related assembly processes.

The TiX560 infrared camera has a 5.7-inch touchscreen and a lens that can rotate 240 degrees, enabling engineers to navigate over, under and around objects to capture images. Photo courtesy Fluke Corp.
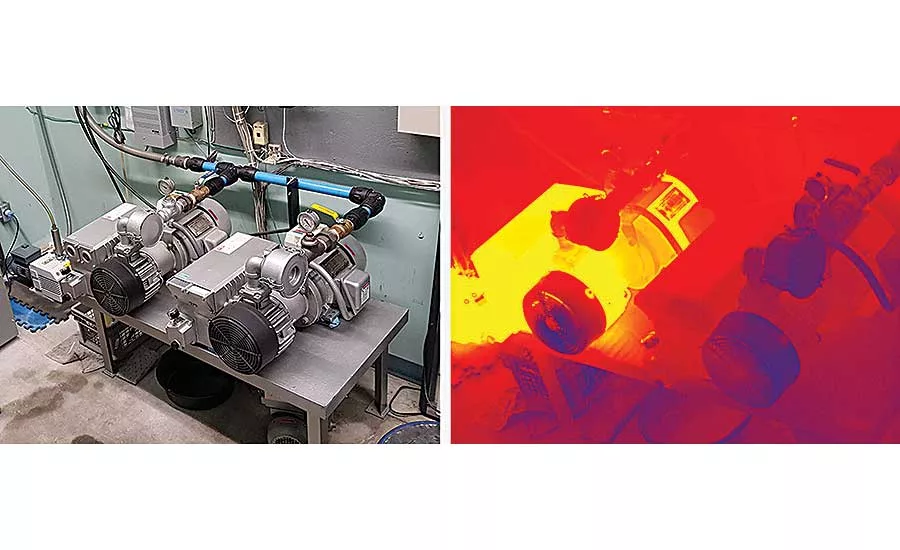
Maintenance personnel use thermal imaging cameras to detect these “hot spots” in electrical or mechanical systems so they can take action before a catastrophic failure or unplanned downtime occurs. Photo courtesy Teledyne DALSA

The new Calibir GX long-wave infrared camera from Teledyne DALSA requires no mechanical shutter for calibration, meaning almost instant image output after startup. Photo courtesy Teledyne DALSA

Thermal imaging systems can be used as handheld instruments, or they can be mounted in a fixed location for inspecting parts or assemblies on a conveyor. Photo courtesy FLIR Systems Inc.


The 1280SciCam is a high-resolution camera that operates in the shortwave infrared and visible spectra, from 0.4 to 1.7 microns. Photo courtesy Princeton Infrared Technologies Inc.
Every parent or healthcare worker knows that a fever is a sure sign of an infection. Similarly, an elevated temperature in a roller bearing is a sure sign that it’s about to fail. Just as thermometers are vital instruments in homes, clinics and hospitals, infrared thermal imaging systems have become a critical tool for maintenance and quality assurance personnel at assembly plants and other industrial facilities.
Every object above -268 C radiates infrared energy. The hotter the object, the more infrared energy it radiates. Infrared energy is electromagnetic radiation with longer wavelengths than those of visible light. Invisible to the human eye, infrared wavelengths extend from 700 nanometers—the nominal red edge of the visible spectrum—all the way to 1 millimeter.
Infrared radiation behaves just like visible light. It can be focused by lenses and detected by electronic sensors. Thermal imaging systems are essentially digital cameras that have been tuned to respond to infrared radiation rather than visible light.
“Thermal imaging systems give you a view of the world in terms of temperature, rather than visual characteristics,” explains Satwinder Sandhu, thermography support manager for Fluke Corp. “The sensor detects infrared energy and generates an electronic signal. The signal size depends on the amount of infrared energy the sensor detects, and that, in turn, depends on the amount of heat being radiated by the object.
“Because the camera provides pictures in terms of heat, you can choose different color palettes to look at the scene so you can see where something is hot and where it’s cold.”
Infrared thermal imaging has long been used as a preventive maintenance tool in factories, power plants and other industrial facilities. When motors, switches, cables, connectors and other electrical components become loose, frayed or worn, they typically generate more heat than normal. Similarly, worn bearings, misaligned belts or unlubricated components also run hotter than normal.
Maintenance personnel use thermal imaging cameras to detect these “hot spots” in electrical or mechanical systems so they can take action before a catastrophic failure or unplanned downtime occurs.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Actually, thermography experts prefer the term “thermal anomalies” to “hot spots.” That’s because thermal imaging cameras can also be used to detect objects that are cooler than normal.
“A classic example is phase correction capacitors,” says Sandhu. “When you have three-phase power, you have to correct the phase to get optimum power out of the system. Phase correction capacitors make those adjustments. If these capacitors are operating correctly, they will be warm. If they’re cold, then you know they’re faulty.”
One issue with thermal imaging is temperature emissivity. “All objects radiate infrared energy, but not all objects radiate that energy equally well,” says Sandhu. “You can have two objects at the same temperature, but because of their material properties, surface finish and other characteristics, they will radiate different amounts of heat at the same temperature. Fortunately, the camera software can compensate for that through emissivity factor correction.”
Another way around the emissivity problem is to look at nearby materials—for example, the insulation near a suspect electrical connection, rather than the metal conductors themselves.
Assembly Applications
On assembly lines, thermal imaging systems can be used to monitor processes involving heat.
For example, thermal imaging can provide validation for plastic joining operations, including vibration welding, ultrasonic welding, hot-plate plate welding, heat staking, infrared welding and laser welding. Imagers can check the quality of the assemblies or monitor the condition of tooling.
Spot welds and linear welds in metal can also be inspected in real time with thermal cameras. Thermal imagers can validate the temperature before, during and after each weld, ensuring the integrity of every seal.
Infrared imaging can also be used to detect components that might be difficult for visible-light cameras. For example, clear or black adhesive applied to a black background is very difficult for a visible light camera to see and measure. However, an infrared thermal camera can easily determine whether the glue bead has been applied correctly, has gaps, and even if it is within the allowable temperature limits.
Infrared imaging is also used to inspect assemblies that should—or should not—produce heat. For example, automobile manufacturers are using thermal imaging cameras to inspect rear window defrosters, heated seats, exhaust components and air-conditioning outlets.
In the electronics industry, infrared thermal imagers are being used to inspect flat-panel displays. Specifically, the thermal imagers are being used to analyze the heating response of a display’s active plate when it is powered up. In the absence of defects, each pixel in the array will heat up uniformly. However, if there are defects, such as one or more open lines or short circuits, the various pixels will not heat up uniformly and will reach different operating temperatures.
Solar panel manufacturers are using thermal imagers in much the same way. Thermal anomalies in a solar panel could be an indication of bad solder joint or a faulty diode.
Camera Choices
Thermal imaging systems can be used as handheld instruments, or they can be mounted in a fixed location for inspecting parts or assemblies on a conveyor, just like machine vision systems. “For example, on a food manufacturing line, a thermal imaging camera can be set up to ensure that product leaving an oven has reached a certain temperature,” says Sandhu. “You can set upper and lower thresholds for the temperature and have the camera trigger an alarm if an item falls outside those limits.”
Thermal imaging systems do not necessarily have to be close to a part or assembly to get an image. “Infrared radiation behaves just like visible light, so it’s not so much the distance, it’s the optics,” explains Sandhu. “The type of lens you use and how far away you are will dictate what kind of image you will get.”
Just as the price of a digital camera can range from less than $100 for a simple point-and-shoot device to more than $3,700 for a high-end Nikon, the cost of thermal imaging systems varies considerably depending on the size and sensitivity of the sensor and the quality of the optics.
“The bigger the sensor, the more expensive the imager becomes,” says Sandhu. “The sensitivity of the sensor is defined as the minute differences in temperature it can detect. A very good sensor can detect temperature differences of less than 0.05 C. A low-cost detector might detect temperature differences of 0.1 C.
“Thermal imaging cameras can range from a few hundred dollars to as much as $100,000. For most industrial applications, a typical camera will cost a few thousand dollars.”
New Infrared Cameras
Several new infrared cameras have been introduced in the past year to target a variety of applications.
For example, Teledyne DALSA recently introduced the Calibir GX series of long-wave infrared cameras for industrial vision applications. Built to achieve rates of up to 90 frames per second, the shutterless camera is ideal for inspecting parts, packaging and electronics assemblies.
Measuring just 29 by 29 by 29 millimeters, the camera has a standard GigE interface and is available with resolutions of 320 by 240 pixels or 640 by 480 pixels. With radiometric functionality, the camera can accurately measure temperatures between -25 and 125 C. The microbolometer-based platform covers wavelengths from 8 to 14 microns.
The camera requires no mechanical shutter for calibration, meaning almost instant image output after startup. The image output of the camera remains stable across time and temperature range, so there are no interruptions for recalibration. For additional protection and flexibility, the camera is also available with an optional integrated mechanical shutter.
The camera supports a variety of lenses, ranging from 7.5 to 100 millimeter focal lengths. The camera is supplied with the lens of choice and is fully calibrated over an operational range of -40 to 60 C.
Advanced image processing algorithms adapt to the image content, optimizing contrast to show the finest details regardless of conditions or intra-scene variations. No manual intervention is required.
The TiX560 infrared camera from Fluke has a 5.7-inch touchscreen and a lens that can rotate 240 degrees, enabling engineers to navigate over, under and around objects to preview and capture images. The camera is ideal for predictive maintenance and other applications where flexibility and higher resolution are essential.
The camera includes Fluke’s “MultiSharp Focus” technology, which enables the device to take multiple images rapidly and combine them into one fully focused image. The advanced focusing system enables users to capture an automated, focused image of multiple targets at once.
The camera is also compatible with the company’s Fluke Connect cloud-based software, which can collect measurements wirelessly from more than 40 instruments. This allows technicians to record and share both thermal images and electrical measurements in real time via their smartphones or tablets and automatically upload them to the cloud. Reports can be created and shared right from the job site via email. Technicians can collaborate in real time with colleagues with “ShareLive” video calls.
Princeton Infrared Technologies Inc. recently introduced the 1280SciCam, a high-resolution camera (1,280 by 1,024 pixels) that operates in the short-wave infrared and visible spectra, from 0.4 to 1.7 microns. It delivers a full-frame rate of more than 95 frames per second. The camera features a 12-micron pitch, low-read noise, and 14-bit analog-to-digital converter, making it ideal for machine vision applications where sensitivity and high resolution in the short-wave infrared band is critical. Three temperature set points are possible: 25, 0 or -50 C.
Infrared thermal imaging is a passive technology. That is, the object being inspected does not need to be illuminated with a strobe or other external light source. Rather the sensor measures infrared energy emitted naturally by the subject.
In contrast, standard vision inspection applications depend on external lighting in the visible spectra. However, in some inspection applications, illuminating the object with infrared radiation can be helpful. Often, inspection or code-reading processes for vision sensors can be significantly impaired by changes in ambient lighting. In addition, workers are often bothered by the pulsing red light produced by typical vision sensors.
The BVS vision sensor from Balluff Inc. eliminates both problems. The sensor has a built-in infrared light source and an integrated daylight filter, so visible ambient light cannot affect image quality or the stability of the inspection process. In addition, the sensor’s infrared light is invisible to the human eye. There is no intrusive flickering to the operator, which can obviate the need for shielding and reduce the temptation to tamper with application lighting
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




