Tear It Down to Make It Better
Teardowns can reveal product improvements related to adhesives, sealants and coatings.
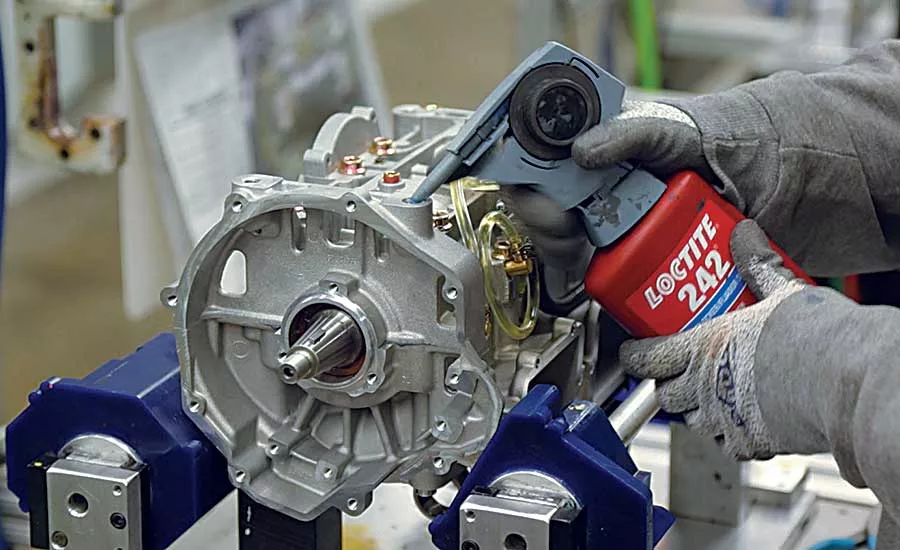
A thread-locking adhesive can often eliminate the need for costly nylon insert nuts. Photo courtesy Henkel Corp.

Form-in-place gasketing materials can obviate the need to keep cut or molded gaskets in inventory. Better still, the process of applying the material can be automated. Photo courtesy Henkel Corp.
Manufacturers of complex machinery can learn a great deal about product quality and cost by participating in a dedicated teardown process. Almost any product large or small—from appliances to agricultural equipment to medical devices to electrical equipment—can be the focus of a teardown. One goal of the teardown process is to look for ways that adhesives, sealants and surface treatments can lower manufacturing costs, increase reliability, enhance production speed, reduce weight, and minimize the environmental impact of products made from a variety of materials.
A teardown is a methodical and detailed process in which each component of a finished unit, all the way down to its packaging, is disassembled. Teardown specialists record the findings to identify specific areas of improvement that will positively affect both the manufacturer and the end user. The teardown looks specifically for design changes that will simplify the assembly process, extend product life, and enhance quality without increasing manufacturing costs.
Adhesives, sealants and coatings are commonly used to solve many manufacturing challenges, and are used for structural assembly, threadlocking, thermal management, wire harnessing, gasketing, surface protection and a range of other functions. Because they can bond dissimilar materials, reduce parts inventories, and decrease total manufacturing costs by facilitating automated assembly, adhesives, sealants and coatings have enabled the production of many designs that would have otherwise been impossible or cost-prohibitive to manufacture.
Why a Teardown?
A teardown is systematic. It looks at the entire assembly including the materials a product is made of, how it is packaged, and how it is assembled to determine best ways to improve the design and streamline manufacturing. A teardown can be done on a manufacturer’s own product or a competitor’s product, looking for significant differences in quality or manufacturing processes that could prove advantageous.
Teardowns are most often done on products currently on the market. However, as manufacturers develop new product designs, an adhesive supplier can work with the OEM to review the proposed design and production process to find cost savings and quality improvements before actual production begins. The best teardowns happen in partnership with the manufacturer with a goal of looking for innovations, such as new substrates and assembly technologies that can lighten the device to reduce assembly, shipping, storage and recycling costs.
As a result of a teardown, manufacturers often identify assembly steps that can be automated to eliminate costly manual or mechanical operations and reduce the parts inventories required to assemble a product. For example, one adhesive can often take the place of 15 or 20 mechanical fasteners that require manual assembly and extensive parts inventories. Also, by replacing an existing adhesive with a new or better formulation for the application, wait queues and work-in-process can often be reduced or even eliminated.
Manufacturers can identify and quantify four major benefits through a teardown process:
- Reducing the number of parts needed to build an assembly can reduce both assembly costs and inventory costs, often by thousands or tens of thousands of dollars a year.
- Automating processes can reduce or eliminate manual labor, cutting costs and speeding assembly rates.
- Replacing an assembly process step (for example, applying a double-sided tape and removing its release liners) with a better one (for example, a liquid adhesive) can reduce environmental waste.
- Shortening manufacturing time and improving energy efficiency results in a greener manufacturing process.
Preparing for a Teardown
To prepare for the teardown session, the manufacturer selects a product to be disassembled, and provides drawings and schematics, photos if available, manuals, parts lists, installation and operating instructions, and a process schematic that illustrates each step in the manufacturing and packaging process.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The OEM also dedicates members of both the design and manufacturing engineering teams for input on the existing design and production process. This engineering team can provide feedback on any planned changes to the product’s design and consult on exactly what happens during different steps in manufacturing. By providing a purchasing person, the teardown team can better assess the OEM’s costs associated with parts used on the assembly. Access to line operators will provide input and feedback on the assembly process.
The adhesive supplier’s teardown team may consist of engineering and technical staff who are knowledgeable about adhesives, coatings, surface treatments and any other products that may be used in production; an acoustical engineer if sound dampening is an important focus of the teardown; and a salesperson who understands both the OEM and the industry.
Prior to the teardown, the adhesive supplier and the OEM team meet to identify design needs, warranty concerns, manufacturing challenges and process bottlenecks related to the product that will undergo the teardown. Videos are taken of the product in operation to show how it works, chronicle moving components, and identify noise and vibration concerns. Sound levels are measured as needed. The teams brainstorm collaboratively regarding design changes, process improvements and cost reductions and to identify any unrecognized needs. The teardown team then develops a reference guide or preview report about the product and the teardown process so all participants will begin the process with the same expectations, the same knowledge, and the same language and terminology.
Teardown team members are assigned different roles. The scribe takes detailed notes about every step in the teardown process and controls the pace of the teardown. The photographer digitizes the teardown by taking videos of each step in the teardown process, as well as still images before, during and after the process. The mechanic physically disassembles the product at the scribe’s direction and notes critical information such as dimensions and potential substitute technologies that could be used on different parts. Observers look for opportunities and potential changes during the teardown, document ideas, brainstorm practical solutions, and consult on specific areas of expertise.
The Main Event
Teardowns are best conducted at the manufacturer’s plant to facilitate the team’s ability to experience the product and the assembly line. Team members can easily observe the number of parts needed to assemble the product, the complexity of the process, and the amount of time dedicated to each manufacturing step.
Team members take the product apart piece by piece looking for design improvements, quality concerns, and changes that can reduce costs. They also look at the assembly line to determine bottlenecks and identify work-in-process. The team documents every step in the process and every observation in detail, both in writing and through photography. The team brainstorms ideas at each disassembly step and can even discuss upcoming designs under development to give the OEM team ideas for improvements.
After the Teardown
The team looks at the ideas that were generated during the teardown and prioritizes them as high, medium or low priority based on their technical feasibility. If technology already exists to improve the product and substantially reduce costs, the idea becomes a high priority initiative. If the technology exists but modifications to the product or the assembly process are required, the idea becomes a medium priority concept. Low priority ideas are set aside for the future when new technology may benefit the design or process. The team then develops an action plan to integrate changes that will most benefit the OEM.
The team then develops and presents a detailed teardown report within a few weeks of the event. This report provides key observations, opportunities and priorities and evaluates the success of the teardown in achieving the OEM’s initial goals.
For more information on adhesives and teardowns, call 800-562-8483 or visit www.henkelna.com/loctite.
Real-World Teardown: Lawn Trimmer and Edger
This teardown focused on a lawn trimmer and edger. The device is powered by a two-cycle gas engine and is subject to vibration during operation.
The team initially examined the carton, which was closed using staples. As with most packaging that involves staples or tape, the team recommended switching to hot-melt adhesives as they can be easily automated and are simpler to apply.

A teardown analysis of a gas-powered lawn trimmer discovered that cut fiber gaskets were located between the head and the motor block and between the motor block and the crankcase. Replacing the cut gaskets with liquid gasketing adhesives would reduce inventory and labor costs. Photo courtesy Henkel Corp.
The team then looked at the trimmer shaft, which was held together using threaded fasteners. The team recommended replacing nylon insert nuts that cost about $0.10 each with a threadlocking adhesive that costs $0.03 for one application. The adhesive will eliminate vibrational loosening issues. In addition, assembly can be automated, and fewer parts must be inventoried. This change will more effectively eliminate fastener failure.
By using a retaining compound to augment the press-fit that holds the edger blade onto a coupling, the OEM can make this connection stronger, improve device safety and relax manufacturing tolerances, saving both time and money.
In the motor assembly, cut fiber gaskets are located between the head and the motor block and between the motor block and the crankcase. These could be replaced with liquid gasketing adhesives. This substitution allows for automated gasket application, reduces parts being inventoried, and eliminates labor costs.
The work head is attached with bolts. If disassembly is not required for service, threaded fasteners could be replaced with a structural adhesive that would resist vibrational loosening, reduce parts inventories and improve device reliability.
Real-World Teardown: Tractor Cab Compartment
The cab of a tractor is designed to absorb vibration, control operational noise, and prevent dirt and contaminants from reaching the operator.
A gasket surrounds the windows and doors to seal the cab from contaminants, and control noise and vibration. These thick gaskets are held in place using compression and mechanical clips. By either tacking the gaskets to the frame using liquid adhesives or replacing the precut gaskets with liquid formed-in-place gasketing materials, the OEM could create a tighter seal, reduce vibration and rattles by isolating metal parts, and eliminate vibrational loosening and associated leaks.

A teardown analysis on the cab of this tractor revealed numerous opportunities for cost reduction. Photo courtesy Henkel Corp.
The steel roof and plastic headlamp assembly are attached using bolts secured with nylon insert nuts. These mechanical locking devices could be replaced with liquid threadlocking adhesives to eliminate vibrational loosening and permanently seal the fasteners against dirt and moisture.
The cab’s roof liner is sealed in place using a gasket treated with a pre-applied pressure-sensitive adhesive. This component must be manually assembled, since the release liner must be removed from the gasket to expose the adhesive, and then the gasket must be positioned in exactly the right spot on the roof liner. To reduce waste and improve quality, the OEM could replace the preformed gasket with a liquid adhesive gasketing compound that can be robotically applied directly onto the liner. This would achieve a better seal, reduce costs through automated application, and minimize inventories of cut gaskets.
Plastic air conditioning ductwork feeding the vents in the cab is connected using clamps and sealed using tape. The manufacturer could bond and seal the ducts using adhesives, eliminating fasteners and their associated vibrational loosening, and reducing leaks within the system.
Gaps exist where cab shell sections are presently connected using bolts, welding and clips. Adhesive could be used to replace mechanical fasteners, unitizing and sealing the assembly and protecting against rust and corrosion.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





