Cobot lends a hand to improve Siemens motor production

The LBR iiwa robot’s first task is to insert its tooling into a stator, lift it out of a workpiece carrier, and place it on a small trolley. Photo courtesy KUKA Robotics Corp.
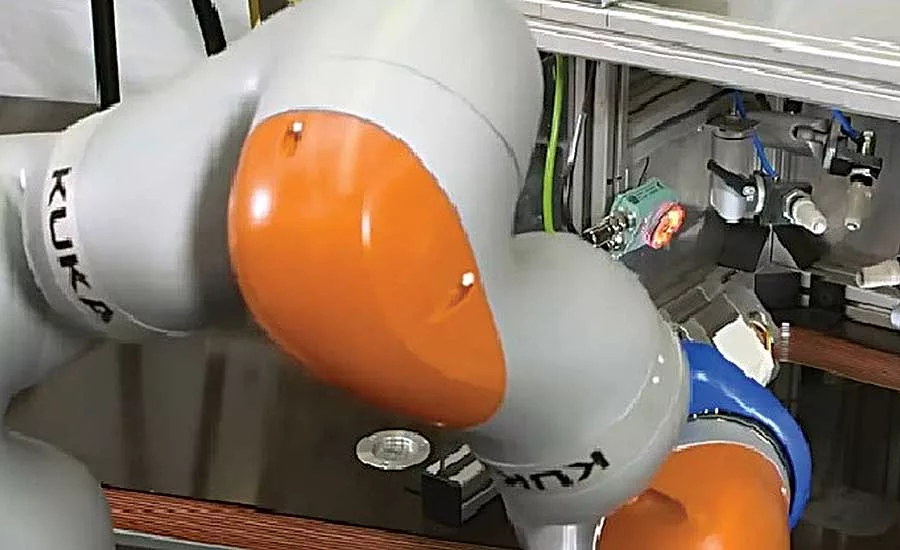
Each machined part is moved past a bar code scanner and three grouped air valves to clear the part of metal shavings. Photo courtesy KUKA Robotics Corp.
Electric motors have been used in industry for more than 150 years. Siemens AG has been making them at its plant in Bad Neustadt, Germany, for 80 of those years. Most of these motors have been installed in pumps, fans, compressors, production machines, machine tools, rolling mills and ships. Increasingly, however, the motors are used in robots.
How appropriate, then, that assemblers at Bad Neustadt now work collaboratively with an LBR iiwa robot (made by KUKA Robotics Corp.) to build stators for the motors. The stator consists of a punched magnetic steel sheet body and an aluminum bearing plate. During motor operation, energy flows through the stator (which is stationary) to or from the motor’s rotary system.
According to Torsten Franz, technology development project manager at Siemens, plant management had wanted to partially automate the stator assembly process for a long time before finally doing so in early 2015. Managers needed a robot flexible enough to move and position workpieces (which was being done manually), and safe enough to allow barrier-free access by people.
After Siemens representatives discussed their needs with advanced technology specialists at Augsburg-based Systems GmbH, the two companies jointly developed a workcell for this application. Within the cell, all equipment is networked, and the robot functions as a roving multitasker mounted on a carriage. Equally important, a worker can take over for the robot at any time, depending on the situation.
The robot’s first task is to carefully insert its end-of-arm tooling into a stator, lift it out of a workpiece carrier and place it on a small trolley that brings it to a lathe for machining. After this, the robot internally grips the machined part and moves it past a bar code scanner and three grouped air valves to clear the part of metal shavings. The robot then places the part inside a Renishaw Equator 300 measuring machine and closes the machine’s door.
At this point, the Equator 300 moves a thin probe along the top circumference of the part to check for edge deviations. Stators that pass inspection are robotically placed in a plastic box for delivery. Those with deviations are moved into the human-robot collaboration (HRC) buffer zone, where the worker and robot safely interact to remove or change some components of the stator before recalibrating and measuring it in the Equator machine.
Franz says that the LBR robot is ideal for collaboration due to its light weight (less than 30 grams), seven axes of movement, moderate payload (7 or 14 kilograms) and sensitive capabilities. Torque sensors in all joints allow the robot to detect obstacles in the work area and immediately reduce its speed and force level. Position and compliance control enable the LBR to handle delicate components without crushing them or creating shearing hazards.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The robot has a maximum reach of 800 or 820 millimeters, depending on the model. Position repeatability is ±0.15 millimeter, and torque accuracy is ±2 percent of the maximum torque. The robot is programmed via simulation: An operator indicates the desired position, and the robot remembers the path coordinates. Simple touch commands control all movement and stopping.
“An HRC application was something new for us,” concludes Franz. “We wanted to use the system as a learning tool ourselves, to bootstrap our development incrementally. This joint project with KUKA is a flexible solution and has been very successful.”
For more information on seven-axis cobots, call 866-873-5852 or visit www.kuka-robotics.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







