Cobot Boosts Productivity at Drive Maker
Wisconsin manufacturer uses cobot to improve testing and assembly of variable frequency drives

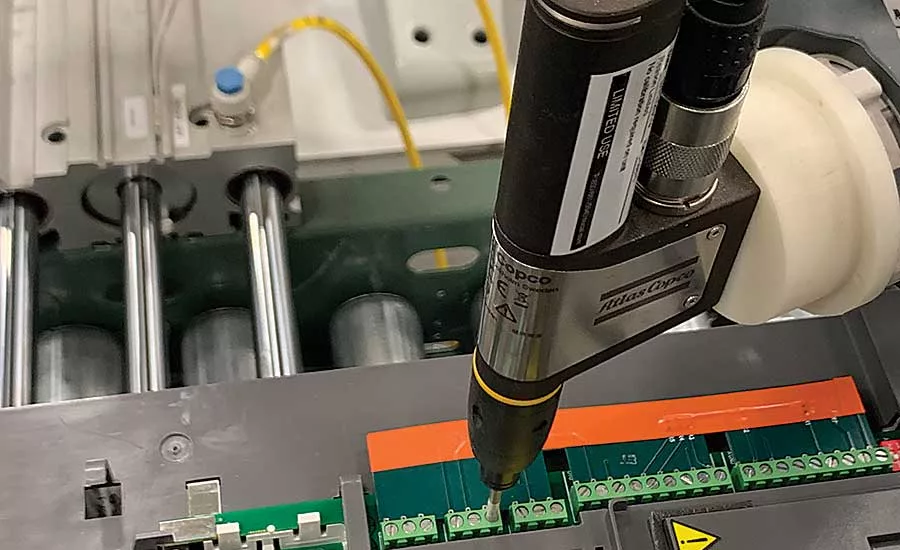
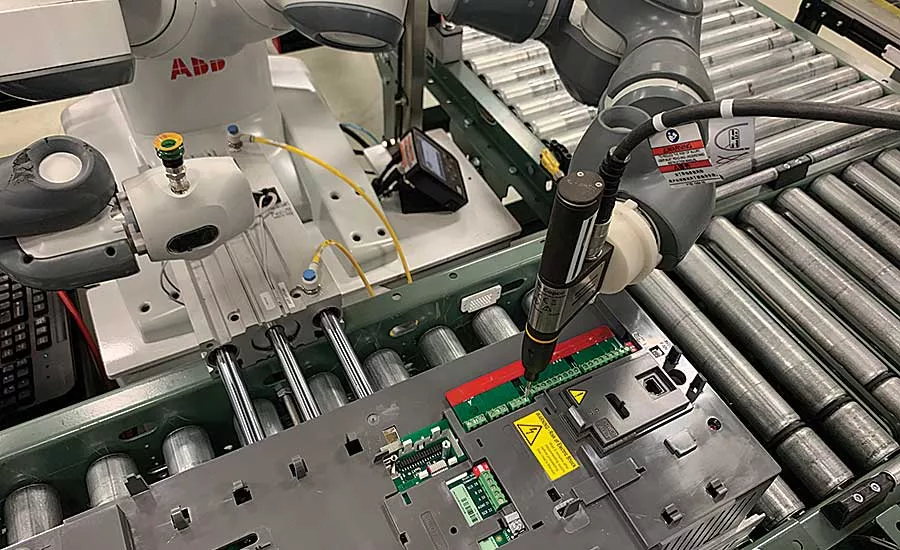

ABB variable frequency drives (VFDs) are used in a variety of industrial and commercial applications to improve productivity and energy efficiency in mechanical systems run by an electric motor. Not long ago, only 10 percent of electric motors in the United States were controlled by VFDs. That number is rapidly increasing, and the ABB drives manufacturing plant in New Berlin, WI, has been setting a new unit output record nearly every month for well over a year as a result.
The assembly of ABB VFDs has historically been a manual process, with a production line of operators fastening and wiring the intricate components of each drive. In 2018, facing increasing production demands in an unusually tight labor market, ABB plant engineers began to investigate the possibility of installing robotic automation to supplement their existing manufacturing staff.
“Supporting growth without delivery interruptions in the short term was the primary motivation for pursuing automation,” says Kyle Chadek, the group lead for advanced manufacturing at the ABB New Berlin facility. “But it was also in sync with our longer term plan to upgrade our operation and appeal to the younger workforce who wants to be involved with advanced manufacturing technology.”
Chadek and his team determined that the initial introduction of robotic automation would be where drives are processed after final functionality testing. This highly repetitive, monotonous, yet detail-oriented task required an operator to record the drive model, unfasten 27 screws on an I/O test board, and log all test data. Loosening the screws was an arduous task that caused stress on the operator and was prone to damaging the reusable test boards.
The post-test processing was also somewhat of a bottleneck, as the operator was split between several stations, often causing tested drives to sit idle before being sent to the next step in the line. Automating the task would establish a better flow through the station while allowing the operator to more consistently support other production tasks.
A Natural Choice
With a well-established robotics business within the ABB Group, Chadek didn’t have to look far to initiate the information gathering process. Not so obvious was the choice of Value Provider (the ABB term for a system integrator) to work with on the system design, installation and commissioning. After interviewing several recommended candidates, ABB selected IAS Inc., an experienced and innovative integrator conveniently located right down the road from the drives facility.
Together with members of ABB’s robotics engineering staff, IAS and the ABB drives production team began the assessment and discovery process to determine the ideal robot and peripheral equipment for the post-test processing system.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The evaluation of viable robots initially included a small six-axis articulated arm robot, but space constraints and the need for the robot to handle several diverse tasks led IAS to recommend a dual-arm IRB 14000 YuMi collaborative robot.
“The two arms of YuMi attached to a core the size of an average human torso allow it to fit within the workspace previously occupied by the manual operator,” says David Raschke, the IAS project manager. “With a dedicated tool for each arm, YuMi is able to perform multiple tasks independently. The arms also work together to perform complex tasks faster than single arm counterparts. This ability has increased the throughput of the system, while simplifying the programming by eliminating the need for tool changes.”
Additionally, YuMi’s collaborative nature eliminates the need for significant guarding in the high traffic environment of the plant floor. Any issues with the system can be quickly remedied by a worker accessing the robot without passing through any major safety barriers.
YuMi’s collaborative features include a lightweight, rigid magnesium skeleton covered with a floating plastic casing wrapped in soft padding to absorb impacts. If YuMi senses an unexpected impact, such as a collision with a co-worker, it will pause its motion within milliseconds. The motion can be restarted again as easily as pressing play on a remote control.
Robotic Post-Test Processing
Each ABB drive is put through a series of tests prior to final assembly of value-added components that adapt it for a specific application. Once passed, a stress test is performed on the fan in a heated furnace. When testing is complete, the drive is manually removed from the furnace, placed on a conveyor and routed to the YuMi robot. Once the sensor on the conveyor releases the next drive from the queue, an actuator secures it in front of the robot.
A vision system imbedded in the robot’s right arm starts the post-test process by scanning the bar code on the drive to identify the specific unit, recording the information and interfacing with the test data base to verify that the drive has passed. The scan also determines the frame size of the drive, informing the robot where to start a second set of scans that identify the locations of the 27 screws on the front of the drive, which are configured differently for each of four different frame sizes.
With the robot establishing the X and Y position of the screws, the left arm, equipped an Atlas-Copco Micro Torque Smart Screwdriver, loosens each of the 27 screws to the degree necessary to release the test plate. A vacuum gripper on the right arm then picks the test plate and places it on a conveyor to be reused on another drive.
Based on the test results, a PLC determines how the drives are routed. Drives that passed the test are sent to the final production conveyor. Drives that did not pass are routed down the rework conveyor, with the test plate still intact.
Improved Performance
From entry to exit, the entire process takes 2.5 minutes, comparable to the throughput of the previous manual process.
The system consistency, however, is the primary benefit. In addition to improved flow through the test station, dedicating a robot to the task has allowed the operator who previously did the task to move to another area on the line where his productivity contributions are greater. The automated interface with the test database is also more accurate than the manual process, which was prone to occasional recording errors.
Overall quality improvements have resulted in less scrap. The accuracy created by YuMi’s vison system allows the bit to precisely engage with each screw, eliminating the need for the other arm to hold a guide to steady the screws as was originally designed into the system. The smart tool integrated with the YuMi has force and torque sensing that ensures that the robot untightens the screws just enough to unfasten the test board. There were often issues with manual screw gun operators unscrewing too much or too little, damaging the test plate and the screws and causing delays.
“Looking at it a year later, I would say our first foray into robotic automation has been a success. The test station had been somewhat of a rough spot, and now with the consistency that the robot has provided, the entire production line runs more smoothly,” says Chadek. “The collaboration between IAS and the ABB robotic engineer was tremendous, from the initial consultation and design stages, right through installation and fine tuning.”
Design for Manufacturability
Chadek added that the ABB drives production team has learned a lot about design for manufacturability, which will help as it pursues further robotic automation. For example, the grooves of the flathead screws that were initially used in the terminal block were too tight to be crisply engaged by the robotic screwdriver bit. Modifications to the bit itself and the adoption of larger groove screws contributed to the process refinement that eliminated the need to guide the screw bit. This improved the cycle time without the screwdriving arm needing to wait for the other arm to get the screw guide into position.
As further drives are introduced, the design team will be sure to limit the configuration variations of terminal blocks and other component fixtures to better facilitate automated assembly.
“We are actively reviewing the areas that will provide the most impact for our next round of robotic automation,” says Chadek. “With the knowledge gained from this first round, we now have the experience, confidence and enthusiasm to continue.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



