Why Threaded Fasteners Fail
Problems related to improper manufacturing, selection and installation are just as likely to cause fastener failure as hydrogen embrittlement and loosening
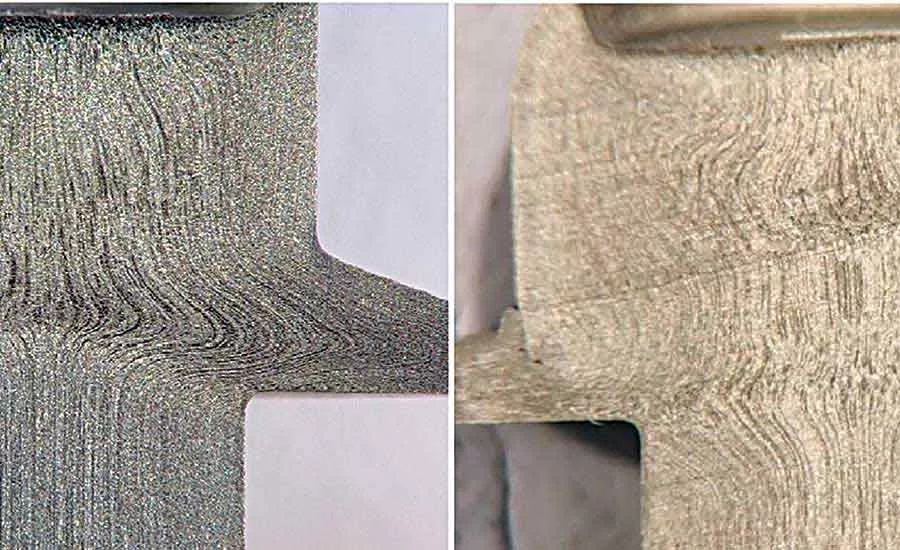
During the head-forming process, it’s important that the grain flow lines of the metal form in the proper direction. The image at left indicates acceptable grain flow that meets the SAE USCAR8 specification. Photos courtesy SAE International
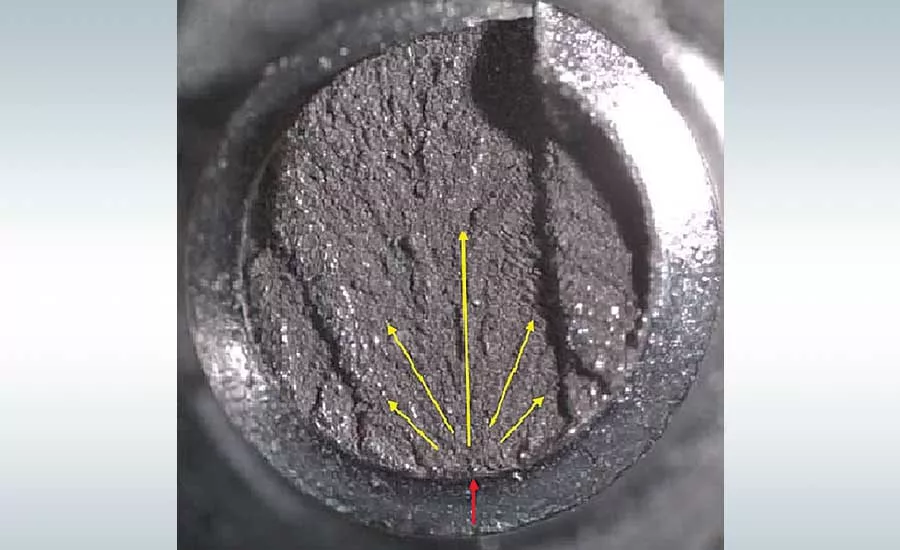
Hydrogen embrittlement is a common cause of fastener failure. The arrows in the photo indicate areas of load stress. Photo courtesy GT Technical Consultants Ltd.

This fastener has an underhead quench crack, although lab engineers initially thought the head failed from hydrogen embrittlement. Photo courtesy GT Technical Consultants Ltd.
There are many ways to perform destructive testing. The most helpful, and preferred by manufacturers, is to intentionally destroy an assembly in a controlled environment to determine the performance capability of one or more of its components. Another way, done unintentionally and all too often by consumers, is to simply misuse a product.
Consider, for example, the person who spends more time plopping his heavy briefcase on a low-cost, particle-board desk than sitting at it doing work. Before too long, the fasteners that hold up the desk will loosen or crack and fail.
Although this instance of fastener failure could result in bodily harm, it’s unlikely the manufacturer will recall the product because improper customer use caused the problem. However, many products have been recalled because known fastener failure during proper use would likely result in minor or serious user injuries.
Case in point: Volvo Cars’ recall of three types of vehicles in March 2017 due to faulty bolts that secure side-curtain air bags. Overall, the company recalled more than 5,500 S90 sedans and V90 cross country and XC90 luxury sports utility vehicles made between November 2016 and January 2017.
The bolts that secured the air bags were improperly manufactured and likely to quickly break due to internal hydrogen embrittlement. Fixtures that effectively secured the air bag assemblies for at least 48 hours were deemed structurally sound by Volvo engineers, while those that failed or faltered had to be replaced. Luckily, no injuries have been connected to this defect.
Loose fasteners can also eventually fail. Last year, off-road-vehicle manufacturer Polaris had to recall all of its General and General 4 models due to input shaft fasteners coming loose and allowing the shaft to move along the length of the power steering spine. In extreme circumstances, this movement could have resulted in the shaft completely separating from the spline.
General Motors engineers discovered loose fasteners in 2014 on several models, resulting in the company recalling more than 500,000 vehicles that year. The Chevy Impala had a “superhold” joint fastener that was not torqued to specification. And, a loose bolt in the Chevrolet Camaro and Equinox; GMC Terrain; Buick Regal and LaCrosse; and Cadillac SRX allowed the front and passenger seats to move up and down too freely. The latter condition led to one crash and three injuries.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“In 95 percent of failures, something goes wrong with the fastener during installation or maintenance,” claims Guy Avellon, founder and owner of GT Technical Consultants Ltd., and a 40-year veteran of the fastener industry. “The other five percent is due to the wrong fastener being used for the application.”
Manufacturing Mistakes
Fasteners have one thing in common with all other manufactured products: The better they are made, the better they will perform. Ray Lafferty, director of quality at Semblex Corp. (a fastener manufacturer and distributer), says that several factors impact fastener quality during manufacturing.
“Metal decarbonization could occur during heat treatment if the temperature reaches above 700 C or so, and there is not a sufficient protective atmosphere in the furnace,” explains Lafferty. “This may result in soft threads that could strip out.”
Quenching and tempering (or drawing) is one of the most common heat treatment processes for steel fasteners. The fasteners should be tempered within minutes after being removed from the quench and before they are completely cold. Failure to do this may result in quench cracking, premature failure or shorter than normal service life.
During the head-forming process, it’s important that the grain flow lines of the metal form in the proper direction. According to Lafferty, grain lines that sharply move toward the radius of the head-to-shank junction fail to have a good grain flow. This may leave the fastener susceptible to the head breaking off during installation.
“We inspect the fasteners early in the manufacturing process for proper grain flow pattern,” notes Lafferty. “Our inspectors boil the sectioned head of the sample fastener with hydrochloric acid and water for 1 minute to bring out the grain so the grain flow can be easily evaluated. All headed bolts and screws used by our automotive customers, for example, must meet the SAE USCAR8 specification for grain flow pattern.”
Threads that are rolled too close to the head create increased stress on the head as torque is applied. Lafferty says that this condition, too, can lead to a head-to-shank failure. Because this flaw also increases radial stress, it can quicken hydrogen embrittlement when it’s present in the fastener.
Internal hydrogen embrittlement occurs when hydrogen, absorbed during the fastener plating process, gets trapped in the steel and migrates to stress concentrations along grain boundaries. This can cause sudden catastrophic failure under load, according to Kevin Menke, director of engineering at Fastenal Co. and a member of the ASTM F16 fastener standards committee.
Most threaded fasteners are treated with plating or a protective coating to prevent rust or corrosion, and then tested for such resistance according to ASTM B117 (salt spray fog test). Many fasteners today are mechanically sorted with camera or vision systems, and this process can result in a deterioration of the protective coating.
“Every fastener endures some abuse between final testing and installation,” says Lafferty. “As a result, the protective coating can be compromised. This can lead to premature red (iron oxide) rust in the application.”
Another common problem is with dip spin coating. It provides excellent corrosion protection, but can result in driving (bit fit) issues when too much plating fills up the internal drive heads on small screws.
“The geometry, material, heat treatment, finish and other factors all play into how well a fastener performs from assembly through the life of the product it is installed in,” says John Medcalf, principal engineer and business lead for Peak Innovations Engineering. “So always treat the fastener like the engineered component that it is.”
The Match Game
Quality fastening requires perfect matching of the fastener to the materials being joined, as well as the fastener (if it’s a bolt) to the nut. Using a Grade 8 bolt with a Grade 5 nut, for example, will produce lower-than-expected clamping force.
“Proper fastener selection is more critical than ever because of product miniaturization,” claims Joe Stephan, application engineer at Bossard North America. “Fasteners are being asked to handle the same loads but in a smaller space with lighter and thinner materials.”
Re-using bolts and nuts that ‘look good’ also isn’t recommended, says Avellon. He recalls visiting one government-run vehicle-repair facility and finding three grades of nuts in the same bin used by workers.
“Threads on re-used nuts are slightly softer than those of the mating bolt,” explains Avellon. “Plus, these threads are compressed and continually lose clamp load with each additional use due to increased thread friction. You can see the effects of this on wheel studs, which often fail after 120,000 miles or so.”
Engineers too often focus only on fastener diameter, length, amount and aesthetics during joint design, instead of how these characteristics can lead to failure. A product designer should never assume that specifying large-diameter or high-strength fasteners means fewer such fasteners are required for an assembly.
Four years ago, a small Savanna VGW propeller aircraft crashed in Helena, MT, due to two undersized bolts that failed during a touch-and-go landing. The 0.25-inch-diameter bolts are supposed to hold the landing wheel’s nose fork in place, but failed because of overload due to repeated use. After the failure, the landing wheel bent and the plane flipped over and skidded across a large section of turf. The pilot suffered minor injuries, but the plane had extensive damage.
“Without real-world testing, it can be easy to make assumptions based on internal design guides and VDI 2230 guidelines [German fastening standards] about the required frictional characteristics [for] an application,” says Steve Adkins, director of engineering at Optimas Solutions in North America. “[Doing so can] cause excess or insufficient clamping loads, which is all important in this regard. From a purely joint design perspective, I’ve found the majority of fastener failures we encounter can be attributed to the incorrect calculation of assembly torques.”
Avellon recommends not specifying different types of bolts or too-long bolts in an assembly. In the former case, the harder fasteners will end up carrying most of the load. Threads on too-long bolts have fewer shock absorbers in the joint, in effect, resulting in metal fatigue.
Aesthetics is a legitimate consideration. Manufacturers often want the fastener heads to enhance the appearance of an assembled product. For example, Harley-Davidson uses both chrome-plated and stainless steel nuts and bolts to assemble motorcycle sprockets, consoles and air cleaners. These fasteners must still be able to resist vibration and environmental moisture.
Another way that manufacturers can prevent fastener failure is to only purchase fasteners that fully conform to all design specifications. A few years ago, Boeing began more strictly enforcing its policy of rejecting all nonconforming fasteners supplied to the company. The move was in reaction to the FAA’s plan to fine Boeing $2.75 million for installing nonconforming fasteners on its model 777 airplanes in 2008. At that time, Boeing was experiencing an unexpected shortage of nuts and bolts, but wanted to maintain its production schedule.
Quality Installation
Proper manufacturing and selection are important first steps to prevent fastener failure. But, installation is where the battle is won or lost—by not overtightening or undertightening fasteners, and maintaining their thread integrity.
“Overtightening can lead to breaking the fastener during assembly, which is obvious, or it can lead to thread stripping, which might not be so obvious,” notes Medcalf. “The latter is particularly dangerous because the integrity of the bolted joint may be compromised and it goes undetected by the assembler.”
Menke says a proper understanding of the fastener lubricity (friction and torque coefficients, etc.) helps the end-user obtain the optimum clamp load when using torque. However, unwanted lubricant on the fastener, such as a bit of oil from the assembler’s hands, can cause overtightening. This changes the torque-tension value of the joint by increasing the clamp load. When a fastener is undertightened to a lower clamp load, cyclical or fluctuating loads in excess of that clamp load can soon lead to fatigue.
Medcalf says that undertightened fasteners undergo more external loading than expected. This means undertightening can lead to anything from small annoyances, such as squeaks and rattles, all the way up to catastrophic fatigue failure.
Undertightening can result from embedment relaxation, which occurs, for example, when a bolt embeds in a soft material and can’t completely compress the joint. Improper nut running is another cause of undertightening, says Avellon. When nuts are driven down too fast, there is a rebound effect and the joint relaxes somewhat. Also, tightening the bolt head rather than the nut can lessen clamp load by 10 to 15 percent due to torsional relaxation of the bolt length.
Threads need to be kept as clean as possible, notwithstanding a slight lubricant to ease installation and disassembly. Even minute particulate matter on threads will lower a fastener’s coefficient of friction during installation. This increases joint tension and stress, making the fastener susceptible to failure. A fastener coefficient of friction of 0.15 is average, but varies based on lubricant and fastener plating.
Cross-threading can sometimes be remedied by re-engaging the parts at a different angle. However, if thread geometry is inaccurate, the parts may need to be repaired or replaced. If cross-threading is left unfixed, the fastener may not properly seat and its threads will be unable to sustain the clamp load.
Galling occurs when pressure and friction cause bolt threads to seize to the threads of a nut or tapped hole. According to Stephan, a fastener that has seized up from galling is typically impossible to remove without cutting the bolt or splitting the nut.
“Manufacturers used to have engineers who specialized in fastening, but many fastener specialists are reaching the end of their careers,” concludes Medcalf. “Because fastening is a complex engineering discipline, if that knowledge is not replaced there is certainly a risk of more failures.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






