Threaded Fasteners for Plastics Assembly
Here are some tips, tricks and suggestions for using threaded fasteners to assemble plastic parts



With so many ways to formulate plastic to get just the right combination of color, texture, strength and durability, it’s easy to forget how the parts will be assembled. However, if the parts will be assembled with screws, overlooking such parameters as thread style, driver speed and boss design could spell disaster on the assembly line.
“Any time we automate a screwdriving process, the customer ends up learning a lot about his parts,” says Jarrod Neff, marketing manager at Visumatic Industrial Products. “That’s especially true with plastic parts.”
For example, Visumatic is designing a robotic assembly cell to install screws in a long plastic product. Whether due to tolerance stack-ups, part variations or a lack of locating features, the holes on one end of the top part are a fraction of a millimeter off from the holes on the bottom part. While a person might be able to compensate for such a difference, a screwdriving robot cannot.
Now, Visumatic and its customer are working together to optimize the parts for automated assembly.
Automation—or the lack of it—is just one factor engineers must consider when using screws to assemble plastic parts. The right driver settings, such as torque, speed and down force, can also make a big difference.
“Driving into plastic is a whole other beast than driving into metal or a tapped hole,” says Gene Mack, vice president of Nitto Seiko America. “The problem is, torque is a constant, but we’re entering it into a variable system. The torque required to seat a screw and develop clamp load depends on the relative inner diameter of the hole. So, as the hole gets bigger, you’ll need less torque to seat that screw and as it gets smaller, you’ll need more.
“To set up your screwdriving system, a good rule of thumb is to determine your failure torque and set the seating torque to 75 percent of that. At that point, most of your screws will seat and won’t strip.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Driver speed makes a difference, too. “If you run too fast on certain plastics, you can actually melt the plastic as your driving the screw, so the threads won’t form properly,” Mack points out. “Thrust force is also a consideration. If the driver is pushing down too hard while it’s driving, you can deform the threads, especially with softer plastics.”
Evolving Screws
Numerous screws have been designed specifically for assembling plastic parts. Fasteners such as the HI-LO from ITW Shakeproof, the Remform from Research Engineering & Manufacturing Inc., and the Ecosyn from Bossard have been around for many years.
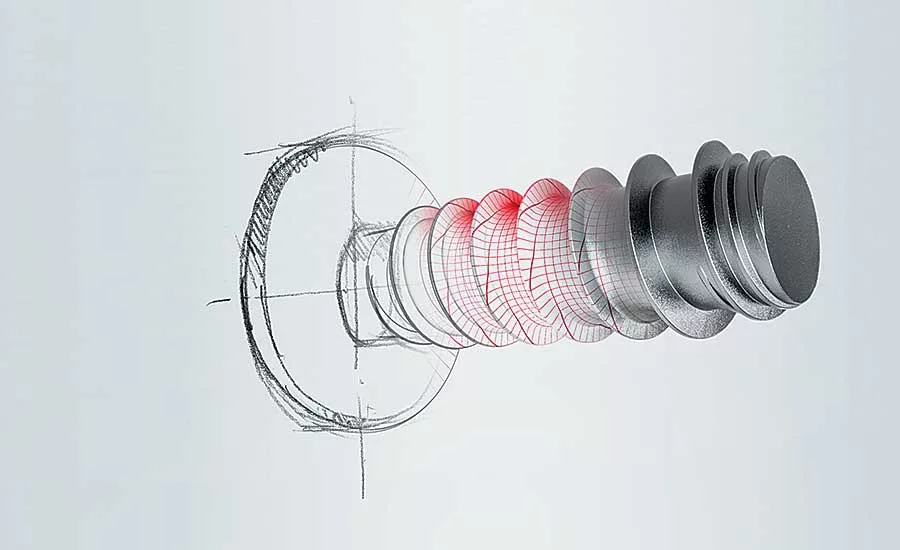
That’s not so say these designs aren’t being tweaked, however. For example, EJOT recently introduced the EVO PT, an evolution of the company’s classic Delta PT screw. The company used computer simulation to refine the screw’s design to fasten today’s engineering plastics and help assemblers standardize fasteners across multiple applications.
The thread forming zone of the EVO PT allows assemblers to obtain a constant installation torque, independent of installation depth. Therefore, identical screw dimensions can be used even in cross-part applications. This reduces assembly component diversity and contributes to economical and reliable assembly.
Other screws have been developed to meet specific application requirements. One of the newest is the Gizatite self-tapping screw from Nitto Seiko. Four, equally spaced square grooves are cut into the outer circumference of the thread along the length of the screw. As the screw is installed, these grooves bite into the plastic, which helps prevent loosening due to vibration and temperature changes. A sharp thread angle relieves internal stress and prevents cracking of the boss.
In the automotive industry, the fastener is used to assemble door mirrors, mass-flow sensors, intake manifolds, water pumps, air conditioners and window regulators. The fastener is also being used to assemble telecommunications equipment, speakers, dryers, printers, chain saws and other products subject to vibration and temperature changes.
“Think about the dashboard in a vehicle,” says Toru Shikata, president of Nitto Seiko. “In the summer, it might see a temperature of 100 F, but in the winter, the temperature could be below 0. That sort of temperature variation can lead to substantial expansion and shrinking of the plastic, which can loosen the screws. The Gizatite screw has grooves along its threads that capture the plastic and keep it from loosening.”
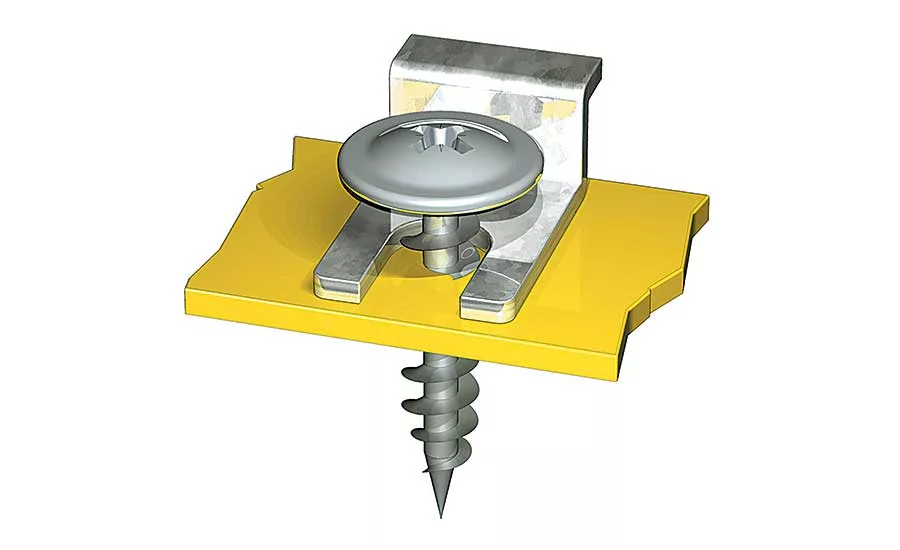
Another new application-specific fastener is the Twinplast from CELO, which was designed to assemble thin plastic elements, especially blown plastic parts. The thread design and sharp point allow the screw to be inserted without a pilot hole or boss. It can be used when plastic thickness is between one-third and two-thirds of the screw diameter.
The fastener offers many benefits. First, it makes boss design unnecessary, which improves plastic distribution during the blowing process. It reduces thread-forming torque, which provides more ergonomic assembly conditions. It improves pull-out and stripping resistance, and the larger contact surface of the head better distributes stress on the plastic.
Twinplast screws can be produced with different head types, drive recesses, dimensions and coatings. For thicker plastic elements or when the plastic cannot be drilled, a self-drilling point can be added.
New Materials, New Screws
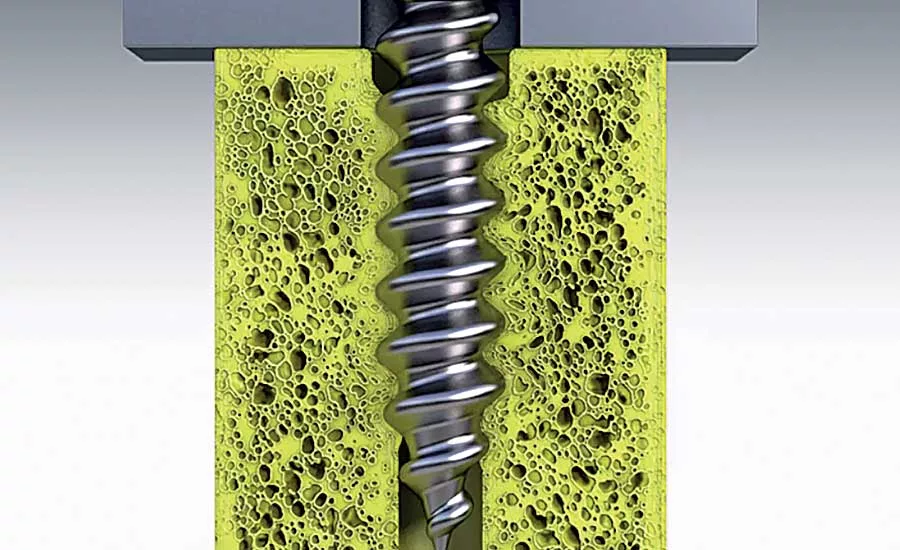
In other cases, screws have been introduced to fasten new materials. For example, foamed thermoplastics are increasingly being used in various products to save weight. These materials have a microcellular foam structure (even for wall thicknesses of less than 1 millimeter) and a dense outer layer. Depending on the component, weight savings of 5 to 15 percent are possible. In the automotive industry, the material is being used for a variety of interior components, including the instrument panel, lids, door and seat panels and control housings.
Conventional self-tapping screws are unable to fasten foamed thermoplastic due to its lower density. The new Cell PT screw from EJOT can.
The fastener’s point and thread contour were specifically designed for foamed thermoplastic. The contour allows the screw to coin the thread by elastic or plastic deformation inside the boss without damaging the material.
Through the thread-coining process, the dense outer layer of the core hole is deformed by the thread root and not destroyed, resulting in high torque and load transmission. In the case of blind-hole joints, the specially formed point penetrates into the plastic material at the bottom of the hole, further increasing the stripping torque.
Another new material that has assemblers looking for fastening options is carbon-fiber-reinforced plastic (CFRP). The new CF-TITE self-tapping screw from Nitto Seiko is designed to do just that. Developed in cooperation with manufacturers of CFRP, the screw has a special thread profile that eliminates the need for threaded inserts or pre-tapped holes, which saves weight, time and cost.
“The problem with CFRP is that it’s difficult to fasten with conventional tapping screws because of the carbon fibers,” explains Shikata. “The threads of the screw cut the fibers and weaken the material. Before CF-TITE, the only way you could fasten CFRP was with a nut and bolt. The CF-TITE screw has a special thread design that does not cut the fibers.”
The fastener also provides a higher drive-to-strip ratio in CFRP than standard self-tapping screws—an advantage with this expensive material. To prove that, Nitto Seiko ran tests comparing a standard 5x16 Class 2 tapping screw with a 5x18 CF-TITE screw in CFRP sheets 2.4 millimeters thick. Testing showed that the standard tapping screw had a thread-forming torque of 1.3 newton-meters and a failure torque of 2.4 newton-meters, resulting in a drive-to-strip ratio of 1.8. In contrast, CF-TITE screw a produced a thread-forming torque of 1.4 newton-meters and a failure torque of 5 newton-meters, resulting in a drive-to-strip ratio of 3.5.
Another advantage of the fastener is that it can be removed and reinstalled multiple times without a loss in performance.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



