Fastener Case Studies
These success stories show why screws, pins, rivets, inserts and specialty nuts are among manufacturers’ favorite fasteners for assembling products.

Essentra Components is providing to Bax Metaal a steady supply of premounted bed-foot assemblies for box spring frames. Photo courtesy Bax Metaal

Castle nuts feature top protrusions that look like crowns or parapets of medieval castles. Photo courtesy Wyandotte Industries Inc.

SPIROL makes coiled-spring pins (left) and Press-N-Lok pins. Caption Photos courtesy SPIROL International Corp.

Optimas provides a wide range of fasteners to Faurecia for use in 111 of its plants in 22 countries. Photo courtesy Optimas OE Solutions LLC
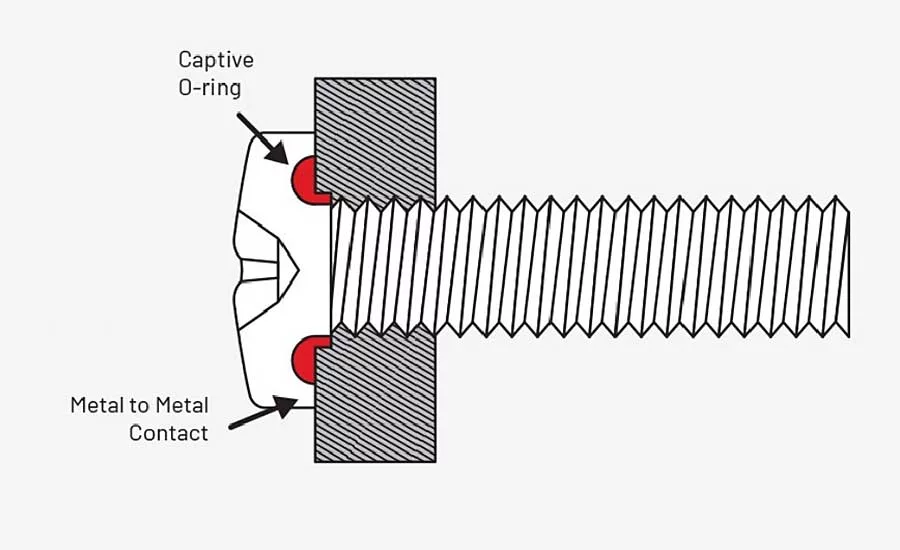
The ZAGO seal screw features a custom groove under the head and a rubber Buna O-ring. Graphic courtesy ZAGO Manufacturing

A large industrial packaging manufacturer relies on the B240 orbital forming machine to join parts for a piston assembly used in its adhesive dispensing system. Photo courtesy Orbitform Group
Every assembly technology has its advantages. But, it’s hard to top the variety of fasteners and fastening methods available to manufacturers.
The challenge, as always, is determining which fastener and installation method is best for the application at hand. It can be hard to know where to start, what with so many head and drive types, torque and thread engagement tolerances, and mating materials to keep in mind.
A good place to begin is to work with fastener suppliers as early as possible in the selection process, preferably before joint design is finalized. Together, OEMs and suppliers can perform trial-and-error testing and obtain data regarding each fastener’s performance capabilities for a specific application. When this two-prong approach is taken, the result, more often than not, is a high-quality assembled part.
The following case studies not only highlight successful applications of various fasteners and fastening methods. They also showcase the different ways that fastener manufacturers meet OEMs’ assembly needs in industries as diverse as automotive, marine, packaging and furniture.
Titanium Screws, Friend of the Environment
Every year, nearly 640,000 metric tons of lost fishing gear pollutes ocean waters and devastates marine ecosystems. Replacing this gear is costly, and income lost to “ghost fishing” is irreplaceable.
The smart Farallon Buoy by Blue Ocean Gear promises to eliminate this issue by enabling fishermen to monitor and track their gear in real time via a mobile app. To ensure reliable operation, the buoy is assembled with self-sealing, pan head titanium screws from ZAGO Manufacturing.
Sensors within the buoy recognize when it is in or out of the water, and alert the user to anything unusual—such as equipment that is entangled, being dragged by a trawler or moved by a storm. The buoy sits atop the water, attaches to a range of subsea fishing equipment and even works when pulled underwater by strong currents.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Our buoy is small and light enough to be stored inside a Dungeness crab or lobster pot, but durable enough to be bounced off the deck or whipped around by 20-foot Arctic seas,” says Peter Macy, chief business officer at Blue Ocean Gear. “It must be reliable, durable and perform in the harshest environments.”
ZAGO seal screws feature a custom groove under the head and a rubber Buna O-ring. When the screw is tightened, the groove and ring produce a 360-degree, leakproof, waterproof seal that will not break or crack under treacherous conditions. This seal prevents contaminants, such as water, oil, bacteria, sand and dust, from leaking into and damaging equipment, or leaking out into the environment.
“We chose [this] screw because of its high resistance to saltwater corrosion, and [because] it is lightweight yet strong,” says Macy. “Its O-ring resists saltwater and [has a] vast temperature range, hot and cold. We also like that [the] screws are pressure-resistant, sustainable, reusable, and can be unscrewed and retightened multiple times for end-of-season maintenance.”
For more information on self-sealing titanium screws, call 973-643-6700 or visit www.zago.com.
Little Pins Solve Big Problems
After several months, workers at a large Tier 1 automotive supplier wanted to improve the proces of manually installing SPIROL coiled-spring pins into hub-and-shaft assemblies. Installation occurred after holes were drilled into each component separately, notes Christie Jones, director of marketing and vice president at SPIROL International Corp.
“The hole in the shaft was drilled after it was cut to length, and the hole in the hub was drilled after it was machined,” says Jones. “Operators would then align the hub with the shaft, and hammer a coiled pin into the holes to join the two parts.”
Drilling and pinning took 36 seconds per assembly, which proved to be too long and caused a production bottleneck. After meeting with SPIROL engineers, the company purchased an automated Model DP (drilling and pinning) machine. This machine aligns both components in a fixture, before drilling a hole through the entire assembly and installing the pin into stationary parts.
“By combining the aligning, drilling and pinning operations with one machine, cycle time is reduced to less than 20 seconds,” says Jones. “This resulted in a cost savings of more than $110,000 per year for the manufacturer, and it achieved ROI in about 18 months. The finished product’s quality also improved and lifetime extended when assembled in a single operation.
“It is always recommended that a hub and shaft be assembled and then drilled together in a single operation,” continues Jones. “Otherwise, if there is even a minor difference (0.05 millimeter or more) between the hole sizes, the pin will be subject to dynamic loading. A tiny change in velocity would equate to an enormous change in force on the assembly.”
SPIROL also makes solid Press-N-Lok pins, which have opposing barbs on each end that permanently retain two plastic components to each other. The only limitation of the pin is it is not appropriate for brittle plastics or those containing a high percentage of glass fillers.
Recently, an EV manufacturer decided to replace eight traditional screws with Press-N-Lock pins to secure two outer housing components of a plastic charging handle for EVs. Jones says the manufacturer decided it no longer wanted the device to be serviceable due to excessive warranty claims stemming from consumer-inflicted damage to internal components.
The manufacturer had also been experiencing relatively high scrap rates during assembly due to the screws stripping the plastic host. For more information on specialty pins, call 860-774-8571 or visit www.spirol.com.
Just-Enough Fasteners is the Right Amount
Faurecia SE has been the world’s largest manufacturer of vehicle interiors for the past several years. Automotive OEMs all over the globe install the company’s seats, dashboards, center consoles, door panels, acoustic modules and decorative elements.
Because Faurecia is a market leader that continually expands its product lines, there is a risk for SKU proliferation to occur with low-cost, high-volume parts. Having too many parts, in turn, leads to increased costs and redundant and excess inventory. For this reason, the company recently turned to Optimas OE Solutions LLC for help developing a standardized global catalog of fasteners and C-class parts offered or made by Optimas.
Step one in the process involved Optimas engineering experts learning how Faurecia assembles its products and designs its parts. The two companies then worked together to help Faurecia identify and eliminate obsolete and duplicate parts, as well as leverage existing parts to meet new engineering requirements. Today, Optimas deploys more than 200 million global standard parts for use in 111 Faurecia plants in 22 countries.
“We started this journey with Optimas in our automotive interior systems division, and then expanded the effort to our seating and clean mobility business units,” says Rainer Schulze, global commodity director of metal and mechatronics at Faurecia. “The part standardization program not only reduced our piece part costs, but it also enabled us to launch new products quicker, due to greater fastener access worldwide, decrease inventory obsolescence, improve product quality and increase customer satisfaction.”
Schulze especially likes how the global catalog reduces Faurecia’s supply chain risk due to fewer suppliers and less managed inventory. He also cites three statistics to summarize the program’s success for Faurecia.
The first one is 79 percent, which represents how many fewer parts workers need to handle during assembly. Other ongoing benefits include a lower total cost of ownership, and a reduced inventory of pre- and after-market parts.
Key statistic number two is 82 percent, which is how many of Faurecia’s parts ended up meeting standard requirements and required neither removal nor redesign. Number three is the $1.8 million Faurecia is saving annually as a result of having implemented the standardized fastener catalog.
For more information on fastener supply chain management, call 844-678-7588 or visit https://optimas.com.
Rivet Forming Does Double Duty
Rivets are a popular fastener for many joining applications, and can be installed in various ways, including orbital forming and impact riveting. Orbital forming uses a rotating spindle with a mounted peen tool that forms heads on cast or machined posts, as well as pins and loose rivets.
The tool is held at a fixed angle as the peen orbits the spindle axis. The peen presses on the rivet shank along a radial line that begins from the shank center, displacing a minute quantity of material with each rotation of the forming head until forming is complete. Bryan Wright, vice president of sales at Orbitform Group, says the process effectively joins similar and dissimilar materials like metal, plastic, glass, ceramics and composites.
Impact riveting, by contrast, is a cold-forming process that permanently joins parts and is recommended for applications that require simultaneous insertion and heading of the rivet. As the name implies, an impact riveter upsets the rivet with a quick, powerful blow from the ram.
Late last year, a large industrial packaging manufacturer purchased Orbitform’s B240 orbital forming machine to join parts for a piston assembly used in its adhesive dispensing system. Before installing the machine, the company relied on a flywheel press.
“The press process caused cracking in the parts, resulting in the assembly often falling apart prematurely,” explains Wright. “Because orbital forming requires 80 percent less force than the press, we are able to consistently form the parts without cracking.”
Other benefits, notes Wright, include more part-to-part consistency, and no more double handling of the parts due to fewer quality checks. The company has also increased throughout and significantly reduced material scrap from 22 percent down to 2 percent.
A different industrial packaging manufacturer has been using a Milford impact riveter from Orbitform for about a year to join sound-muffling fabric to parts prior to packaging. Previously, fabric was attached with break-stem rivets using a manual tool.
“The old method was very time consuming,” explains Wright. “For example, one part has 34 separate riveting locations, and each location requires the part to be in exact alignment before inserting the rivet. Our equipment’s spring-loaded rollset tooling lines up the part, as well as forms the rivet.”
For more information on rivet forming, call 517-787-9447 or visit www.orbitform.com.
No Time to Rest for Bed-Foot Assembly
Bax Metaal (BM) is a Noord-Brabant, Netherlands-based metal fabrication company that specializes in composite sheet metal and tubular constructions. It also enjoys a reputation as a company that reliably produces high-quality products with a short lead time.
In 2019, BM needed to source premounted bed-foot assemblies for box spring bed frames at a reasonable price. Each assembly consists of an adjustable leveling foot, a threaded plastic insert and a bumper.
The company immediately turned to Essentra Components for help, due to a well-established relationship of several years. BM provided Essentra with drawings from the bed manufacturer’s R&D department, and shortly thereafter, Essentra provided BM with prototypes of the assembled leveling feet. Best of all, the assembly’s three components met the bed manufacturer’s required hardness and dimension specifications.
“Essentra has proven itself to be a reliable partner from the start,” says Mathijs Kox, company director at BM. “[Their] flexibility and capability to deliver [components] the same day means we [can] support the ongoing demands from our customers without hassle.”
Equally important to BM is the money and time the company has saved related to bed-feet assembly. According to Kox, using premounted feet saved BM a total of 425 hours in assembly time, allowing labor to be redirected for other tasks, including assembling the rest of each bed frame.
Increased worker efficiency also enabled BM to have the frames built and ready for showroom display just 10 weeks after being contacted by the OEM. For more information on fastener inserts, call 800-847-0486 or visit www.essentracomponents.com.
Steel Castle Nuts Secure Vehicle Axles
Like their counterparts around the world, South American automakers need high-performance axles for their vehicles. Castle nuts enhance axle performance by securing the wheel hub onto the axle.
These nuts feature top protrusions that look like crowns or parapets of medieval castles. The nuts are used together with a bolt and a cotter pin so they cannot be tightened or loosened.
Wyandotte, MI-based Wyandotte Industries Inc. has been making carbon-steel castle nuts for a South American automotive manufacturer for several years. Wyandotte uses screw machines and slotting and tapping equipment to produce the nuts according to customer-supplied prints and specifications.
After a screw machine blanks each part, the slotting and tapping equipment creates the protruding slots. Several 1-20(2B) threads are then tapped, before a heat-treatment cycle of quenching and tempering processes is performed to give each nut a 26-36 surface hardness.
Each finished nut precisely measures 0.5 inch high (with a tolerance of 0.005 inch) and 1.5 inches across. The nuts also feature a 125 RMS microfinish and undergo a series of in-process tests and inspections before they are delivered to the client’s facility in South America.
For more information on castle nuts, call 734-283-1870 or visit www.wyandotte.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







