Powder Coating and Adhesives
With the right formulation, engineers can reap the benefits of adhesive bonding and powder coating

Adhesive allows for an even, aesthetically pleasing finish when treated with powder coating. Photo courtesy LORD Corp.
The application of powder coating allows for a scratch resistant finish. Photo courtesy LORD Corp.
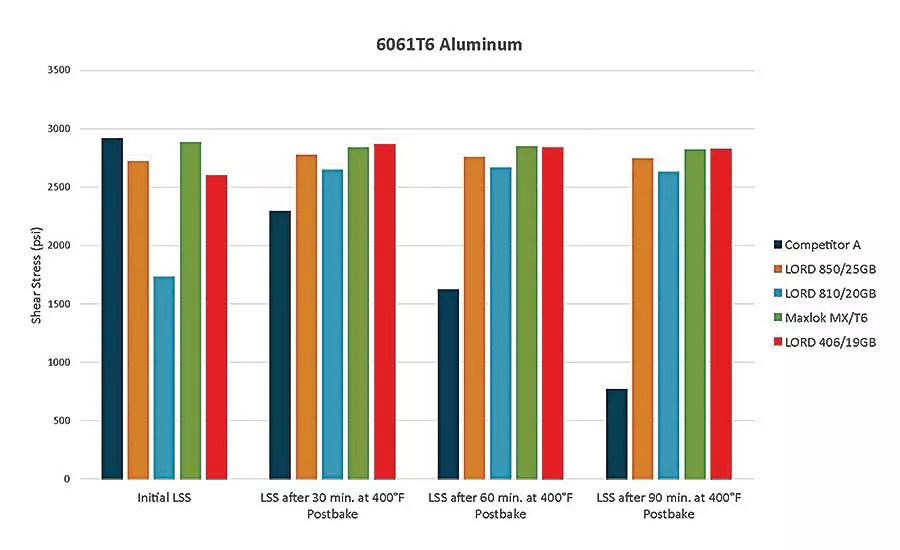
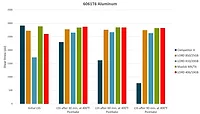
LORD acrylic adhesives will not degrade even after being exposed to temperatures of up to 400 F. LORD engineers bonded aluminum test strips with various adhesives and then heated them to 400 F for up to 90 minutes. Four acrylic formulations from LORD showed no loss of shear strength. Source: LORD Corp.

Acrylic adhesives eliminate the need to repair or fill welds. Photo courtesy LORD Corp.

Adhesives present a smoother finish than welding while maintaining the same strength as a weld. Photo courtesy LORD Corp.
Now you can have your adhesives and powder coat, too.
It is a common misconception among fabricators that bonding with two-part acrylic adhesives before powder coating cannot be successfully accomplished because high temperatures used in the process raise concerns about possible degradation of the cured adhesive. Engineers believed that their only options were rivet bonding, mechanical fasteners or welding.
However, not only is powder coating after bonding with adhesives possible, it can eliminate some of the challenges and issues associated with other assembly methods.
Adhesives can also help reduce corrosion caused by welds and provide aesthetic benefits with assemblies by allowing several joints to be bonded together and undergo the powder
coating process without rework. The integrity of the bond remains unchanged after powder coating and greater strength is often seen after exposure to heat once an assembly has been returned to ambient temperature.
Some readily available acrylic adhesives will not degrade at the higher temperatures associated with powder coating. With the ability to withstand heat of up to 400 F for up to 90 minutes, acrylic adhesives provide fabricators an alternative to welding and fastening.
Why Acrylic Adhesives?
Welding can cause deformation to the surface, like weld scars and warpage. Using acrylic adhesives can eliminate the need to repair, grind or fill welds. If an assembly is attached via welding, rework, such as the use of body filler to create a smooth surface and straighten out dents, must be done after welding before it is installed.
When welding or using rivets, any distortion or flaws may not be masked by the powder coat; some could even be amplified because of the high gloss of powder coat paint.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
When an assembly is added to equipment, such as a toolbox mounted on a truck body, aesthetics are important. This means mounting the assembly straight and clean and ensuring body panels are without any deformation or surface irregularities from warpage or weld scars.
“Purchasers may easily spend a quarter million dollars on large agricultural equipment such as bailers and combines and various off-highway machines,” says Matthew Gielda, a structural adhesives expert and former design and structural engineer at a leading heavy equipment manufacturer. “Gone are the days when they are willing to accept it with chipping paint or other flaws. Not only are aesthetics an issue in this scenario, but durability is also important.”
The coatings on a substrate — whether anodized or galvanized — are damaged during welding or fastening. Acrylic adhesives address this issue because bonding and sealing are completed in one step without the need for additional sealing after assembly.
“There isn’t stress concentration from welds or fasteners and more
surface area of the joint can be utilized, resulting in a higher-strength attachment than with rivets and welds,” Gielda says. “This improves the stiffness of the assembly that is being attached.”
Building to Last
Long-term durability and aesthetics are both desirable qualities in modern production. Use of acrylic adhesives followed by powder coating works as an effective system for assembling large parts faster and with fewer steps, providing long-term durability with an aesthetically pleasing surface finish.
For example, a large heavy equipment manufacturer Gielda was working for at the time was looking for a solution to maintaining the surface profile on a motor grader door that would later be powder coated. Welding was causing heat distortion and riveting affected aesthetics and sealing. Structural adhesives used on a hemmed flange on the outside and a flat sheer flange on the inside of the motor grader door helped to resolve the issue.
“Without the use of structural adhesives in the hem flange, there wouldn't have been as much structural rigidity,” Gielda says.
When the manufacturer launched the motor grader with a redesigned door, moving from a welded fabrication to a stamped, bonded and hemmed design with structural two-component acrylic adhesives, it saved more than $750,000 per year while increasing reliability, according to Gielda.
These motor graders also underwent powder coating, instead of liquid paint, because the equipment manufacturer wanted a high-quality surface and scratch-resistant finish that could withstand a tough and corrosive environment.
“In this type of application, powder coating instead of paint makes good sense,” Gielda says. “The motor grader doors are consistently being hit by rocks. As paint peels and chips, the surface underneath will corrode and rust. As a result, the integrity of the HVAC system can be lost as a hole is rusted through it.”
Until the last decade, adhesives had not been used in conjunction with powder coating because they couldn’t consistently handle engine or curing oven temperatures. High-strength adhesives had very narrow ranges in which they operate best. Many had great cold strength or great heat strength, but there wasn’t much of a range in the middle. This has been a challenge, especially in the machinery industry. Equipment may operate in temperature extremes ranging from equatorial deserts to arctic drilling.
“Trying to find an adhesive that could meet the range needed has precluded manufacturers and fabricators from powder coating,” Gielda points out. “In order to get the cold strength needed, the ability to work in some of the higher temperatures had to be sacrificed.”
Powder coating ovens range from 400 to 450 F. “Most adhesives break down at this grade,” Gielda says. Normal liquid coat temps range 325 to 350 F. “That is why powder coating is such a challenge,” he points out. “It’s about 100 degrees or so hotter.”
The adhesive would essentially get too “gooey” and then get above the glass transition temperature where chemicals start to crystallize, Gielda adds. Now, next-generation acrylic adhesives make it possible.
Proper Application
Although LORD acrylic adhesives will not degrade at the higher temperatures associated with powder coating, it is important to note that the hot tear strengths will be very low. At about 180 F, the adhesive will begin to soften.
Care should be exercised when racking a part prior to powder coating. Hanging large parts from a bonded section can lead to failure. Instead, the part should be suspended from the solid structure and not from bonded subassemblies.
These lower-strength values make it essential that the assembly is properly placed to avoid slippage of the bonded pieces, especially if an assembly is heavy. They need to be fixtured to prevent any stresses between when the adhesives are soft and when they return to room temperature and re-harden.
Mechanical fixtures or process welds are frequently used in the industry to hold the assembly in place. These are process spot welds, not structural spot welds, so they don’t compromise the integrity or durability of the surface. There are fewer welds that are much smaller in diameter than when welding is used as the main source to attach an assembly to a surface. The area to be bonded can also be masked off prior to powder coating with bonding done afterwards.
The advantages of surface aesthetics, post-finishing corrosion resistance, reduced bottlenecks due to little or no required surface prep and reduced cycle time continue to generate growth in the use of adhesives for manufacturing and assembly.
When proper procedures are followed for bonding with two-part acrylic adhesives, it can be successful in conjunction with powder coating to provide an effective, reliable and efficient alternative to welding or fastening assemblies.
Eliminating Variables for Success
The more processing and equipment used in an adhesive bonding application, the more it drives up costs and the greater chance of potential failure. If an adhesive must be light-cured and the lighting is not calibrated properly, the bond may not be successful. Curing issues could also occur if the oven indicates it is nearing the desired temperature but has not quite reached it or the part started 20 degrees colder because the part was sitting outside.
Eliminating these variables through use of a bonding system, such as acrylic adhesives, results in greater simplicity and stability. In a sense, it can be compared to “plug and play.” It makes the process easier to transfer from “Company A” to “Company B,” enabling the same adhesive to easily be used in different settings and presenting an opportunity to standardize assembly methods for multiple facilities at the best cost.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!