Alfa Romeo Goes Robotic on its BIW Line

Nothing embodied the freedom of the 1960s better than a sports car. Italian automaker Alfa Romeo (AR) understood this, and in 1962 introduced its first four-door compact executive car—the Guilia.
More than 35 years after production ended in 1978, the manufacturer resurrected the vehicle as a midsize luxury sedan with a high-performance engine. Since 2015, all Guilias (standard, Super, Quadrifoglio, Veloce, Ti) are assembled at a Fiat Chrysler Automobiles N.V. Group plant in Cassino, Italy, that employs nearly 4,300 people.
The plant features a body-in-white (BIW) assembly line that’s specifically designed to implement AR’s unique double layer framing process for four models of the Guilia (Ti is excluded). Co-engineered and designed with robot supplier Comau SpA, the high-volume line is flexible enough to accommodate future product
alternatives.
An extensive joint engineering phase preceded line installation. The two companies developed virtual test cells to accurately simulate the entire production line and determine real-world cycle times. This was especially important given the need to precisely coordinate the movement and timing of numerous robots and their dressings with the multiple operations being performed. The cells also helped AR and Comau evaluate material behavior and
joining processes.
Numerous types of physical tests followed, primarily to verify the bond quality of welding and riveting. Additional tests validated the geometry of different assemblies, and helped engineers establish parameters for optimum manufacturing production and
vehicle quality.
AR made no changes to its vehicle chassis line. There, each lightweight aluminum chassis is welded before going to BIW. Several industrial robots sequentially weld the front framework (where the engine and all related mechanical components are mounted), central floor (including the first row of seats) and back framework (second row of seats).
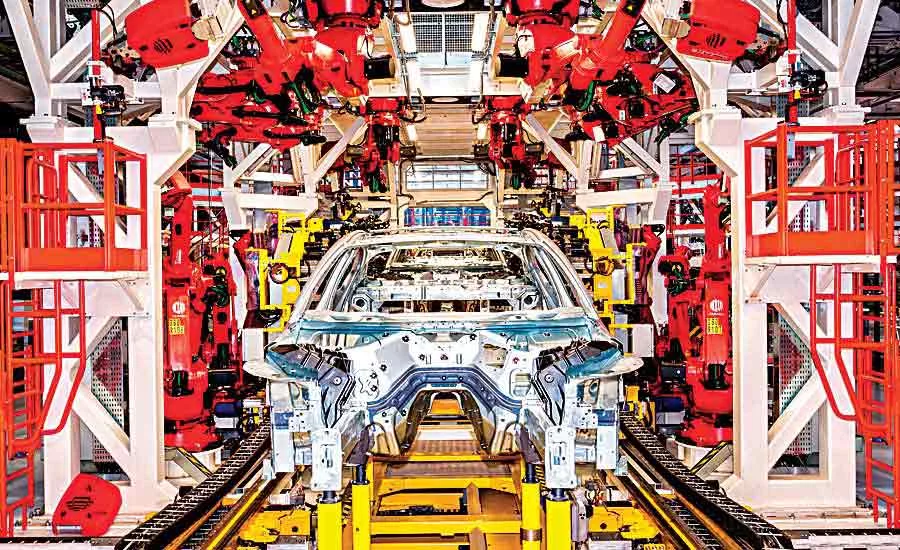
The BIW line consists of two Comau OpenGate framing stations with many overhead-mounted robots. These robots sequentially weld the structural part of the chassis and its sides first, followed by the outer skin. Because the robots have unobstructed access to the vehicle’s structural skeleton, welding is efficient and precise.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Comau developed the OpenGate station in 2011, but customized it for this application by integrating it with ComauFlex VersaRoll, RHEvo roller hemming and vision inspection systems. VersaRoll is a closed-loop assembly and joining system primarily used for setting the geometry of the body sides and the chassis. It also ensures fast transfer of material through the line to reduce time spent on non-value-added processes.
RHEvo performs real-time data collection and process monitoring during roller hemming to ensure the geometric uniformity of assembled parts. AR uses the system to precisely roller hem the rear wheel arch on each Guilia model.
Before the chassis leaves the BIW line, a vision system calculates the exact position of the wheel arch. This data is sent to the hemming robot, which recalibrates its position, centers itself over the wheel arch and automatically hems it in three passes using two types of rollers. Once hemming is complete, the system automatically reconfigures itself for the next model.
For more information on BIW framing stations, call 248-353-8888 or visit www.comau.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





