New Wire Cutting and Stripping Equipment
Lasers, wireless communication and other features optimize the performance of today’s wire cutting and stripping machines

A profound lesson of technological history is that a mechanical thing’s purpose and function (i.e., how it achieves this purpose) may diverge over time. The automobile is a good example of this. Its purpose—moving people from place to place—hasn’t changed in 200 years, even though its function continues to evolve.
For consumers, this evolution has led to an increasing number of electronic features in the typical car, and the need for many more wire harnesses. To meet this challenge, harness manufacturers use the best equipment available for processing wire.
One such piece of equipment is the automatic cutting and stripping (CAS) machine. Its purpose remains unchanged, but, fortunately for harness makers, its function has considerably improved. In fact, several features enable today’s CAS machines to process wire more consistently and cost-effectively than ever.
There are state-of-the-art blades and lasers that quickly cut and cleanly strip different size wires. Another key feature is the operator interface that allows for easy integration with a marking system. Also important, and just coming to market, is wireless communication that lets a CAS machine immediately receive updated software and processing programs via a Wi-Fi network connection.
One company that is taking advantage of the latest wire cutting and stripping technology is Northcomm Technologies. The company’s land mobile radio equipment enables wireless communication, even though its wire processing division doesn’t yet use CAS machines with such capability. Instead, the company relies on separate prefeeding and stripping machines, along with the EcoStrip 9380 CAS unit from Schleuniger Inc., to process wire for multiconductor, low-voltage harnesses.
Founded in 2014, Northcomm grew quickly and needed to move from using manual wire cutting and stripping tools to automated equipment. The EcoStrip 9380 enables workers to quickly load wire and precisely process it with excellent repeatability. Mark Danon, senior director of product development at Northcomm, especially likes that the machine’s S.On user interface saves wire types and all processing parameters for each job.
Overall, the automated machines have reduced the company’s wire production time by 77 percent, and wire waste by about 10 percent. Before automating, Northcomm discarded one in every 15 harnesses at the quality control stage. Now Danon says only 0.7 out of 100 assemblies have a defect, and those are traceable to assembler error or mishandling.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Continuous Improvement
Wire for harnesses has been cut and stripped by hand longer than by machine, but not by much. In the late 19th and early 20th centuries, assemblers needed to manually process wire for the earliest radios, appliances and automobiles. Engineer Haaken Olsen at Artos Engineering Co. took note of this, and by 1926, he developed the first-ever automatic CAS machine, the CS-1.
Over the next 30 years, several suppliers offered CAS machines with basic mechanical features such as fixed-position blades to cut and strip the wire. More-advanced electropneumatic machines appeared in the 1960s and 1970s, followed, over the last 40 years, by models
featuring servomotors that move wire with greater precision and speed; quick-change guides and blades that ensure fast machine changeover; and automated systems that set up wire.
Later this year, Artos plans to introduce a new central processing unit (CPU) that can be retrofitted to its existing CAS machines and will be installed in the company’s future wire processing equipment. John Olsen, president of Artos, says the company spent more than three years developing this CPU, and that it is designed to enhance each machine’s wire processing capabilities, power and performance. The newly designed CPU ensures that customers with older machines will continue to receive support and replacement parts beyond the life cycle of the older CPU design.
Artos’ current CAS offerings are the CS-326, -327 and -338 models. The latter is a fully programmable benchtop machine and the smallest of the three. It features a tracker belt wire-feed system that gently handles 30 to 8 AWG wire. Lever Belt openers and an angled operator panel ensure easy wire changeover and smooth machine operation.
Benchtop models are best for low-volume and prototyping applications. They usually require little setup, plug into a standard 110-volt outlet and are simple to operate.
Carpenter Manufacturing Co. Inc. makes three all-electric benchtop Compu-Strip machines. All of the models precisely cut and strip wire with HSS-coated V-blades controlled by a ballscrew mechanism. The machines also feature heavy-duty construction, high-torque stepper motors, a single-plane wire straightener and a complete set of wire guide tubes, exit guides and a guide tube holder.
The economical Model 93 processes 12 to 32 AWG stranded and solid copper wire, and multiconductor cable up to 0.275 inch OD. It has urethane feed rollers. Model 97A processes stranded wire from 8 to 32 AWG, and multiconductor cable up to 0.312 inch OD. Standard features include menu-driven software and simple digital feed belt positioning setup that requires no tools.
Terry Curtis, president of Wire Process Specialties (WPS), says that a small electrical consumer device manufacturer recently replaced its manual cutting and stripping tools with a Model 93. The machine cuts and strips small lead wires that are each soldered to a PCB as part of a harness subassembly. WPS helps wire harness manufacturers solve their wire processing problems and also serves as a sales rep for CAS machine suppliers Carpenter and Schaefer Megomat USA.
The Carpenter Model 98 processes stranded wire from 8 to 32 AWG, flat cable up to 0.437 inch in width and multiconductor cable up to 0.355 inch OD. Its control panel is user-friendly and easy to program. PC-based Compu-Strip software makes offline programming fast and simple.
“Later this month, Carpenter is introducing an upgraded Model 98 with wireless communication capability,” explains Curtis. “It took two years to develop this technology, which lets end-users download software and wire cutting programs via a Wi-Fi connection.”
On the Schaefer SAM2 all-electric benchtop machine, all process data—such as cutting and stripping length,
cut-in depth and pull-in speed—is easily entered by the operator on a touch screen. The unit processes fine-braided, solid and copper wire from 34 to 5 AWG. Its four-blade cutting head enables simultaneous stripping of both wire ends at a rate of more than 1,000 pieces per hour, according to Curtis.
Standard insulation stripping length is 18 millimeters. Wire feed is automatic, and the transport rollers or belts can be adjusted independently of each other at both the wire feed and discharge.
Midsize CAS machines are designed for medium-volume applications, which suppliers define as processing up to a few thousand wires or cables per week. These machines may or may not be standalone, but they are bigger and offer more programming options than benchtop models.
The midsize CS-326 from Artos is a fully electric, servo-driven machine that processes wire and cable from 30 to 4 AWG or 0.625 inch OD. It cuts wire to a length of 0.25 inch to 3,250 feet. Minimum and maximum stripping lengths are 0.01 inch and 39 inches, respectively. The machine features the Sencor system that senses the conductor within the wire and automatically sets blades at the proper stripping diameter. This technology reduces wire waste, shortens setup time and monitors blade wear.
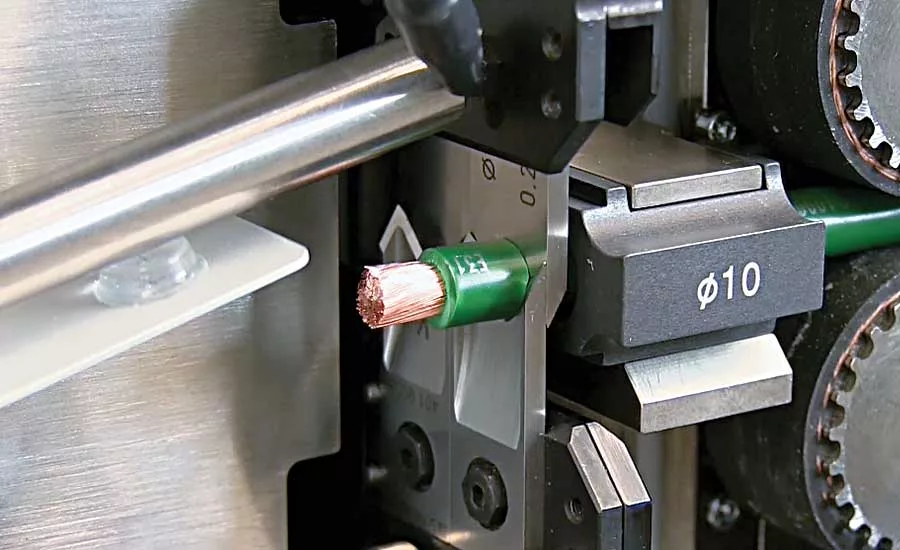
Schaefer’s TSA 12EVO machine cuts and strips single or multiconductor wire, discrete wire or various cable from AWG 20 to 2 in a single operation. It features a belt-driven feeder and a single-blade cutter head. It has a processing speed of up to 2 meters per second, with programmable acceleration and deceleration ramps. Cut length ranges from 200 to 500 millimeters for single or jacketed wire. Options include a dual-blade cutter head, a dereeler, ink-jet marking, a cup rewinder and a linear or coiling collection system.
Another midsize unit is the Schleuniger PowerStrip 9550, a modular and flexible machine with open system architecture. It handles standard wire and multiconductor cable, plus shielded cable with cross sections up to 2/0 AWG or a maximum diameter of 16 millimeters. The model combines a dynamic cutter head and a high transport speed (4 meters per second) for high productivity with precision. S.On software offers intuitive programming, while SmartBlade Technology allows easy handling of guide parts and tooling. There are four configurations, and all can be retrofitted with other PowerSystem functional modules and options.
Large CAS machines are for high-volume processing of single conductor wire as large as 4/0 AWG, and multiconductor or shielded cable up to 1.5 inches OD. These standalone units feature large cutter heads, multiple protocol interfaces and can often be networked with other assembly machines via a plant’s ERP and MES software. Manufacturers especially like this capability because it provides full traceability for every job.
The large CS-327 machine from Artos processes cables up to 4/0 AWG or 1.37 inches in diameter, including battery and welding cables, power cables for appliances, and multiconductor cables for signal and power. The unit’s dual-blade cutter head and belt infeed and outfeed systems are servo-driven. Minimum wire cut length is 10 inches in standard mode and less than 2 inches in short mode. Strip lengths are programmable to 40 inches.
Pete Doyon, vice president of product management at Schleuniger, says that the company’s MegaStrip 9650 cuts and strips stranded wires, and multiconductor and shielded cables up to 600 MCM. Its RX technology enables the machine to perform simple stripping, multistage operations and concentric, rotary shield cutting. The modular machine features a 10-inch color touch screen that offers self-explanatory icons and intuitive navigation for error-free programming. Optional capabilities include high-precision axial slitting, and inner-conductor processing using special blades.
Obstacles Overcome
Cutting and stripping wire presents several challenges, according to Curtis. To begin with, harness makers need versatile CAS machines that are easy to set up and can consistently process wires of varying gauges and lengths at high quality.
“There is a lot of misinformation about how to set up, operate and maintain CAS machines,” notes Curtis. “That’s why it’s so important for all operators at a company to get on-the-floor factory training together, as well as offsite support after installation. This includes online technical blogs, webinars and Skype meetings to solve problems. Subjective approaches by operators can be a negative thing. The best way to ensure consistency is for all operators to follow common and proven methods.”
Another ongoing challenge is making sure that no wire conductor is nicked or damaged during processing. Curtis says this need has led to a significant increase in the use of lasers to strip wire rather than metal blades. This is particularly true for the automotive and aerospace industries, which are increasingly using long, thin wires with copper or aluminum conductors.
“Aerospace, military and medical-device manufacturers have a strict zero defects policy regarding wire harnesses because they need this guarantee,” adds Curtis. “Harness makers for aerospace tend to often use shielded twisted-pair wire, which is hard to precisely strip with metal blades.”
Many manufacturers have low-volume, high mix operations, and as a result, need CAS machines that limit changeover time regarding wire, guide tubes and blades. Doyon points out that blade-cartridge-units on several models now feature simple thumbscrews that loosen and tighten for quick removal and replacement of the entire unit.
“Some guide tubes, and exit and entrance guards, are held in place with rare-earth magnets that allow easy removal and reattachment,” says Doyon. “This is possible because the magnets are not located in the direction of the force generated by the wire during processing.”
Keeping the wire and cable as straight as possible before it enters the CAS machine is equally important. Suppliers often provide material on the smallest spool possible, which, unfortunately, results in bent wire and cable that a wire straightener may not be able to straighten.
“Wire wound on a 2-inch-diameter reel often looks like a slinky when it’s fed into a machine,” explains Doyon. “This memory may result in the wire being cut at an angle. A better approach is to have the wire wound on a 6-inch or larger diameter reel, and then briefly warm the wire with a heat lamp before it goes through a wire straightener. The heat softens the wire insulation a bit and helps to erase the memory of the reel.”
To avoid this extra processing step altogether, thin wire should be wrapped around spools at least 10 inches in diameter. Thicker wire and cable should be delivered on much wider barrels, so that it unwinds in a large loop that is easy to straighten.
Finally, suppliers recommend that harness makers truly respect a machine’s wire processing capability. If the company needs to regularly cut and strip 8 AWG wire, for example, it is better off buying a machine designed for wire as large as 4 gauge, instead of a machine built to cut and strip 8 AWG wire on occasion.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




