Automatic Cutting and Stripping Machines
Improved technology enables fast cutting, clean stripping and simple blade changeover for various size wires.
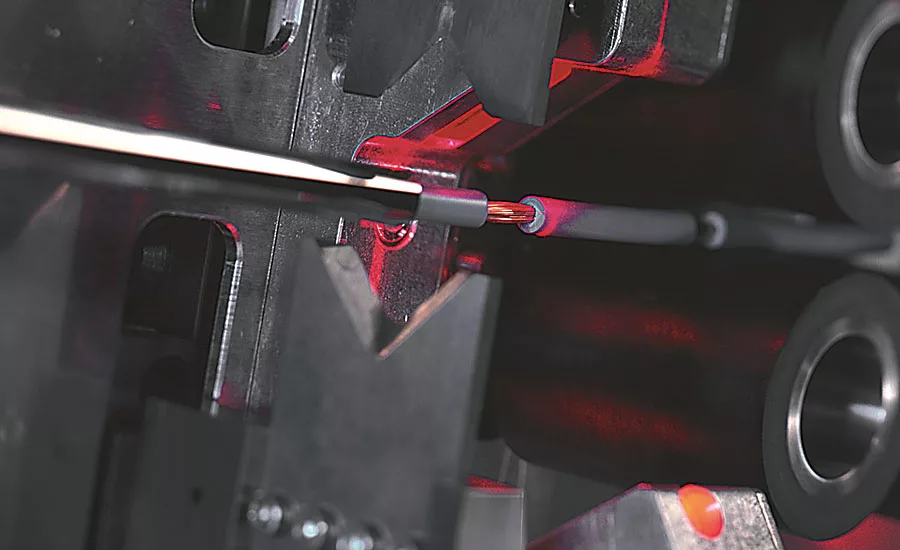
The Kappa 331 machine features the Kappa Sensorik laser sensor, which automatically detects the wire conductor and then uses inductive measuring to determine its diameter. Photo courtesy Komax Wire
Five versions of the MultiStrip 9480 machine feature a multiposition indexing cutter head. Photo courtesy Schleuniger Inc.

Manufacturers can use the standalone MultiStrip 9480 machine to cut and strip 32 to 8 AWG wire as short as 2.3 inches, and as long as 3,281 feet. Photo courtesy Schleuniger Inc.
Without a sculptor, a piece of clay or marble can never reach its full artistic potential. Rotary, V and die blades in automatic cutting and stripping (CAS) machines serve a similar role to help conductive wire and cable achieve its full electric potential as part of a harness.
Within one or two seconds, these blades precisely cut each wire or cable to a predetermined length and remove its insulation to expose one or more inner conductors. The wires or cables are then manually or automatically crimped before being brought to the assembly workstation, where assemblers use boards to carefully build each harness.
At Gruber Communications, based in Phoenix, workers assemble lots of cable harnesses for use in data centers every day. The company’s priority since day one has been to produce high-quality cables—and make sure that no cable conductor is ever nicked or blemished during cutting and stripping.
For more than a decade, Gruber workers used separate pneumatic machines to cut and strip each cable. Eventually, though, CEO Pete Gruber grew tired of the constant maintenance on the machines’ check valves and cylinders. This led him to purchase the all-electric EcoStrip 9300 cut and strip machine in 1998.
Made by Schleuniger AG of Switzerland, the machine’s reliability and infrequent need for parts has enabled Gruber to substantially increase its cable harness production over the past 18 years. In fact, this machine continues to precisely cut and strip cables after more than 6 million runs.
Being able to run reliably for nearly 20 years and cut and strip millions of cables or wires is quite common for today’s automatic machines. There are two reasons for this, say suppliers. First is stateof- the art blade technology, which enables fast cutting, clean stripping and simple blade changeover for various size wires. Equally important are operators who understand, implement and optimize each machine’s cutting and stripping capabilities.
FROM SIMPLE TO PROGRAMMABLE
More than 90 years ago, Haaken Olsen—an up-andcoming engineer at Artos Engineering Co.—noticed an increased usage of insulated copper wire in automobiles, appliances and radios. He also saw assembly workers manually measuring wire to predetermined lengths, cutting it and removing the insulation from both wire ends.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Believing manufacturers would be interested in buying an automated machine that could perform this work faster, better and more cost-effectively, Olsen went about developing one. In 1926, Artos introduced the CS-1, the first-ever automatic CAS machine. Olsen vowed to sell at least a dozen, but things went much better than planned. A new industry was born, and Artos alone has sold nearly 100,000 wire processing machines over the past nine decades.
“Cutting and stripping machines from the 1920s to the 1950s featured mechanical designs,” explains John Olsen II, president of Artos since 2005 and great-grandson of Haaken. “Typically, three pair of fixed-position blades were used to cut and strip the wire. All setup changes were done mechanically by adjusting cams and moving blade spacers.”
More-advanced electropneumatic CAS machines appeared in the 1960s and 1970s, allowing for push-button control of feeding lengths. Since then, according to Olsen, CAS machines have evolved in three areas to become much more efficient.
One is the improved operator interface, which increases the machine’s capability to process small batch sizes and provides full integration with a marking system (laser, inkjet, hotstamp) or slitting device. Another is the use of servomotors for all wire movements to increase processing precision and speed. The third is faster machine changeover by using quick-change guides and blades, and technology like the Artos Sencor system to automate wire setup.
Semi- and fully automatic CAS machines come in three sizes: benchtop, midsize and large. A benchtop model is best for low-volume and prototyping applications. It usually requires little setup, plugs into a standard 110- volt outlet, and is simple to operate (push buttons, small display, limited programming).
Despite being an entry-level machine, the benchtop EcoStrip 9380 from Schleuniger can process single wires from 30 to 8 AWG and two wires (up to 0.12-inch diameter) in parallel. It is operated via S. ON software on a 5.7- inch color touch screen, and features the company’s Bricks electronic platform for precise wire feeding. An optional belt feeding system can be set for normal, roller or short mode processing.
Midsize machines are designed for medium-volume applications, which suppliers define as processing up to a few thousand wires or cables per week. These machines may or may not be standalone, but they are bigger and offer more programming options than benchtop models.
One such unit is the CS-326 from Artos. The fully electric, servo-driven machine processes wire and cable from 30 to 4 AWG or 0.5 inch OD. It cuts wire to a length of 0.25 inch to 3,250 feet. Minimum and maximum stripping lengths are 0.01 inch and 39 inches, respectively.
The machine features the Sencor system that senses the conductor within the wire and automatically sets blades at the proper stripping diameter. This technology reduces wire waste, shortens setup time and monitors blade wear.
Separate accessories enable the unit to cut Kevlar-insulated wire and strip coaxial and ignition cables. An optional work table lets companies easily move the 400-pound machine to any workstation.
Schleuniger offers six versions of its MultiStrip 9480 machine to cover a wide range of applications (32 to 8 AWG wire) and budgets. Four models (MR, RS, RSX and RX) feature a fully programmable rotary incision unit capable of processing coaxial and multilayer cables. A multiposition indexing cutter head, standard on all models except the S, accepts blade cassettes that change out quickly and easily. The machine cuts and strips wire as short as 2.3 inches and as long as 3,281 feet. In short mode, wires as short as 0.375 inch, with a 0.125-inch strip length on each end, can be processed.
Large machines are for high-volume (up to several thousand pieces per shift) processing of singleconductor wire as large as 4/0 AWG, and multiconductor or shielded cable up to 1.5 inches OD. These standalone units feature large cutter heads, infeed and outfeed mechanisms, an HMI and multiple protocol interfaces. Users of these machines usually require one to two days of hands-on operations training by the supplier.
Most large machines can also be networked with other assembly machines via a plant’s ERP and MES software. Manufacturers especially like this capability because it provides full traceability for every job, and enables them to track how many cycles each machine has completed and when maintenance should be scheduled.
Artos’ CS-327 machine processes cables as large as 4/0 AWG or 1.37 inches in diameter, including battery and welding cables, power cables for appliances, and multiconductor cables for signal and power. The unit’s dualblade cutter head and belt infeed and outfeed systems are servo-driven. Minimum wire cut length is 10 inches in standard mode and less than 2 inches in short mode. Strip lengths are programmable to 40 inches.
Also standard are an integrated length encoder for accuracy and quality, an HMI for PC operator control and a removable wire scrap collection tray. Options include a three-blade cutter head for high-speed processing and special tooling for steel cables.
FEWER CHALLENGES THAN BEFORE
“In the 1950s, the average harness in an American car contained fewer than 50 wires,” notes Rob Boyd, senior product manager at Schleuniger. “Today’s car features many harnesses that have hundreds of wires of varying gauges and lengths. As a result, harness makers need versatile cutting and stripping machines to meet this challenge.”
They also need to make sure that their machine operators are trained to understand the dynamics that exist between wire insulation (depending on wire supplier), nonsymmetrical wire, and blade design and performance limitations. Tim Crider, sales director at Komax Wire, cites as an example the lower margin of error when processing PVC-insulated wire as compared to Teflon-insulated wire. Because PVC is softer and less challenging to cut and strip, the operator doesn’t need to pay as close attention to process parameters, blade positioning and wear.
Komax’s Kappa 331 machine addresses these and many other challenging applications. It processes wire from 24 to 2 AWG and cable up to 0.63 inch OD in large and small batches. The unit also performs full and partial pull-off operations on single conductors and individual coax layers, and strips the outer jackets from cables with or without shielding.
A key feature is the Kappa Sensorik laser sensor, which automatically detects the wire conductor and uses inductive measuring to determine its diameter. The sensor and a chargecoupled device (CCD) line optically measure the outside cable diameter and then check that the cable is present during processing. This feature greatly shortens setup time and changeover, and reduces operating errors.
For the past 18 months, a large wire harness and cable manufacturer has been using the Kappa 322 machine to cut and strip three-conductor 14 AWG cable (40 inches long) at a rate of 600 pieces per hour (pph). This midsize unit processes wire from 30 to 4 AWG and enables easy setup and changeover without tools.
“Buying a midsize machine to constantly perform heavy-duty work is a common problem,” says Armando Zacarias, sales and service manager at Eubanks Engineering Co. “A machine that’s capable of processing 32 to 8 gauge wire is really not designed to process 8 gauge wire all day long. Using the machine that way will likely require it to often be refurbished or rebuilt. A better approach is to buy a machine that’s able to process wire as large as 4 gauge.”
Operators use a cassette to quickly insert and remove blades from Eubanks’ fully programmable AirStrip 7400 machine. Microprocessor-controlled and easy to operate, the machine handles stranded conductor wire from 32 to 8 AWG, and multiconductor cable up to 0.31 inch OD. It strips cable up to 20 inches long, and can be programmed to do step and center stripping.
A bit larger in size is the more powerful 2700-05. It cuts and strips wire from 32 to 8 AWG, as well as multiconductor and flat cable up to 0.31 inch wide. Operators input wire processing parameters on the built-in keypad. Zacarias says consumer electronics and automotive manufacturers use this machine in high-volume, low-mix environments because of its high production rate (up to 10,800 pph).
Another ongoing challenge is making the wire and cable as straight as possible before it enters the CAS machine. Suppliers often provide material on the smallest spool possible, which, unfortunately, results in bent wire and cable that may require a straightener.
To avoid this extra processing step, Boyd recommends thin wire be wrapped around spools at least 10 inches in diameter. Thicker wire and cable should be delivered on much wider barrels, so that it unwinds in a large loop that is easy to straighten.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



