Bonding Decorative Elements in Vehicles
New UV-cure adhesives provide strength and flexibility for bonding decorative trim in automotive applications


When buying a car, consumers place great importance on the aesthetics and quality of its interior. The dashboard, in particular, must have an attractive look and feel. But it’s not just the beauty that matters; it’s the quality as well. That is why decorative elements, such as chrome rings around ventilation slots, wooden moldings on doors and steering wheels, and cladding for radios, are bonded with adhesives.
Adhesive bonding is simple. Adhesives are invisible and are more reliable than snap hooks. They easily withstand temperature fluctuations and the associated expansion of the materials.
Adhesives are also safer. Crash tests have shown that adhesives provide additional safety in head-on collisions. These tests have revealed that clipped decorative elements may break or splinter during an accident. The protruding plastic material presents a potential risk of injury to the vehicle’s occupants. However, if these elements are attached by bonding, this risk is eliminated. Broken chrome rings and other trim pieces stay in place during impact.
Tapes vs. Adhesives
Pressure-sensitive adhesive tapes can also be used for bonding decorative elements in a car. These have the advantage of fast processing, since they adhere immediately and instantly reach their final strength.
They are primarily used for bonding emblems to steering wheels, keys and other parts. Because the tapes are small, consistent and simply shaped, it makes sense to use them for these kinds of applications.
However, more complex shapes, like those needed for bonding frames around displays, make the use of tapes expensive. Die-cut tapes of such dimensions are much too delicate to be handled by machines and would have to be adjusted and applied manually, which would significantly increase production costs.
Using Light for Faster Bonding
Short cycle times and high production numbers are the norm in the automotive industry. Given their fast bonding times, UV-curing adhesives would be ideal for assembling trim components. However, decorative elements are often made of opaque materials, like dark plastics or chrome. This makes curing an adhesive solely with light an impossible task.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Fortunately, there is an adhesive that solves both problems: one-component, UV-activated epoxy resins. With these materials, UV light is used to “pre-activate” the adhesive, rather than cure it instantly. After a short irradiation time, the adhesive remains liquid for 1 to 30 seconds. The adhesive then reaches initial strength within a few minutes without additional light exposure. This longer open time gives assemblers a little extra time to adjust the position of components. And, it means that opaque components can be joined with a UV-curing adhesive.
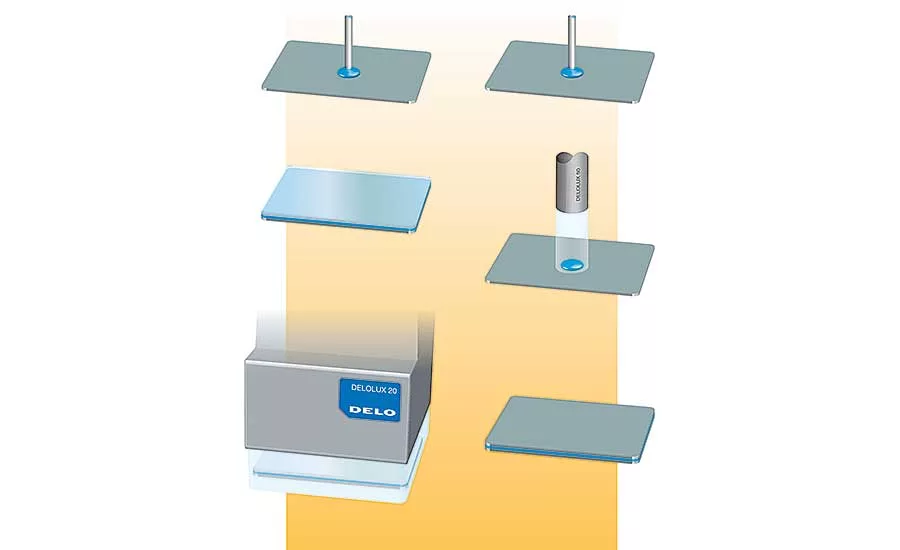
The bonding process for one-component, UV-activated epoxies is slightly different from that for standard UV-curing adhesives. With the latter, the process consists of dispensing the adhesive, assembling the components, and irradiating the bond line. With the former, the process consists of dispensing, irradiation and then assembly. If necessary, final curing can be accelerated with heat.
Compared with standard two-component epoxies, one-component, UV-activated epoxy resins are much easier to dispense. Assemblers don’t need to worry about mixing or staying “on ratio.”
Epoxy resins are particularly suitable for bonding materials such as polycarbonate, polyphenylene sulfide, and chrome-plated surfaces. They are characterized by low outgassing, decent bond strength, temperature resistance and chemical resistance.
Flexible UV Acrylates
Vehicle interiors endure a wide range of temperatures: from less than -18 C to more than 38 C. To make matters worse, there’s also a wide range of materials to bond, including polypropylene, polyurethane, PVC, ABS and nylon. While bond strength is crucial, the flexibility of adhesives also matters, since excessive cold may cause them to become brittle. Modified UV-activated acrylates are particularly suitable for automotive applications and allow joining of opaque plastics, such as ABS.
These adhesives have a glass transition temperature of -65 C. They will only become brittle below their glass transition temperature. The maximum service temperature of these adhesives is 150 C. This means that modified UV-acrylates will remain flexible in automotive interior applications, where service temperatures range from -40 to 100 C.
These adhesives can also be formulated to fluoresce. This is useful for monitoring and controlling the dispensing process on the assembly line.
When bonding decorative elements, it is important that the adhesives cure quickly, even in fully automated assembly processes, so that high throughput can be achieved. UV-cure epoxies and acrylates provide the reliability, speed and flexibility needed to bond decorative elements.
Next-Gen LED Lamps Offer High Intensity, Compact Design
DELO has introduced two new LED curing lamps with a wavelength of 365 nanometers. The Delolux 20/365 and Delolux 202/365 lamps deliver a much higher intensity than previous models.
These compact, energy-efficient lamps are available with intensities of 600 or 1,200 milliwatts per square centimeter. The higher intensity is ideal for applications where a layer of adhesive must be cured quickly between two components that are difficult to irradiate, or where the joined materials are located slightly further away from the light source.

The Delolux 20/365 has a coverage area of 100 by 100 millimeters. The Delolux 202/365 has a coverage area of 202 by 49 millimeters. With their plug-and-play design, they can easily be integrated into assembly lines. They can be arrayed in seamless rows—either in a longitudinal or a transverse direction—to evenly irradiate areas of all shapes and sizes without any shading between individual lamp heads.
The enhanced lamps can be operated with the Delolux Pilot, a base unit that provides control and power to up to four lamp heads. An intuitive touchscreen interface makes the Pilot easy to operate.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







