Best Practices for Tool Maintenance
Even the most technologically advanced fastening tools require regular maintenance and calibration




Fastening tools are the workhorses of any assembly operation. Consider a high-volume automotive plant. If a vehicle contains 1,000 threaded fasteners and an assembly line is turning out 250,000 vehicles annually, that’s more than 250 million run-downs each year.
Under that kind of workload, regular maintenance and calibration of fastening tools is critical to maintaining quality and protecting a plant’s capital investment.
What maintenance to perform, and how often to perform it, depends on many factors, including the type of tool, the production volume, the application, and even the joint type.
For example, a right-angle tool typically requires more maintenance than an inline model, due to the bevel gears in the tool’s head. “Our general recommendation is that maintenance should be performed every 500,000 cycles for right-angle tools and every 1 million cycles for inline tools,” says Russ Hughes, product marketing manager for Desoutter Industrial Tools.
Pneumatic Tools
Pneumatic tools are durable and require little maintenance. When they do need to be fixed, the repairs are simpler and less costly than repairs to electric tools. An air motor can’t burn out when stalled. Pneumatic tools can take a lot of abuse without the need for protection circuits, load monitoring or overload control devices. Any electric or cordless tool, no matter how well-designed, runs a slightly higher risk of being damaged from overload.
Pneumatic tools are powered by compressed air running through an air motor. Think of the air motor as a windmill. Compressed air blows against the windmill and turns a driveshaft, and that rotary motion is eventually transferred to the fastener. Thus, pneumatic tools need to be supplied with clean, dry, lubricated air. Separating humidity from the air will prevent corrosion in the air motor.
Once per week, engineers should check the condition of air hoses, power cables and connections. Tool suspension components, torque reaction devices and FRL units should also be inspected.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
With every 100,000 run-downs, the gear head should be lubricated. The tool housing, baseplate, socket and socket bushings should be inspected, and any worn components should be replaced.
With every 250,000 run-downs, it’s a good idea to disassemble the motor and check the rotor blades for wear. The front and end plates should be inspected, and the motor bearings should be replaced. The valves, seals and clutch should be inspected. The gearing in angled heads, crowfoot tools and tube nut tools should be inspected, as well.
Besides regular maintenance, engineers can optimize the performance of air tools in other ways. For example, engineers should avoid using air tools at the high end of their torque range. The desired torque should be in the middle of the tool’s torque rating.
Pulse Tools
Hydraulic pulse tools are discontinuous-drive tools that apply torque in increments rather than one continuous effort. When the fastener is running free, the tool isn’t pulsing, and the driveshaft moves very fast. Once the fastener is snug, the tool begins to pulse, applying short bursts of torque lasting a few milliseconds.
The source of the pulses is a rotating hydropneumatic mechanism. The advantage of this design is that the hydraulic fluid absorbs most of the vibration from the fastening process. And, because torque is applied in short pulses, torque reaction is minimal or nonexistent.
As with any pneumatic tool, engineers should check the hose and connections periodically and make sure the tool is supplied with clean, dry, lubricated air. In addition, the hydraulic fluid must be changed regularly. The frequency of oil changes is based on the number of pulses—not run-downs—the tool performs.
Over time, the pulsing wears out the hydraulic fluid, causing it to lose consistency and turn dark. The longer the tool pulses on each run down, the faster the fluid wears out. As a result, the type of joint will determine how frequently the oil must be changed. Soft joints require more pulses than hard joints, resulting in shorter intervals between changes.
There are two ways to determine how many pulses are produced by a tool during a run-down. Some torque testers can directly count pulses during a run-down. Alternatively, engineers can use a stopwatch to measure how much time elapses from when the bolt or nut is seated to when the tool shuts off. If the tool pulses 10 to 20 times per second, and each run-down takes 2 seconds, that’s 20 to 40 pulses per rundown. Thus, 1,000 run-downs are equivalent to 20,000 to 40,000 pulses. A rule of thumb is to change the oil every 500,000 pulses.
Without knowing the number of pulses, engineers can still get an inkling of when to change the oil by monitoring the performance of the tool. If a shut-off tool pulses for more than 4 seconds during a run-down, engineers should consider changing the oil. Similarly, if the tool can’t reach its stated maximum torque capacity, it might mean the oil needs to be changed.
Early Warnings
Just as today’s cars alert their owners when an oil change is required, today’s fastening tools can alert engineers when maintenance is needed. A tool’s controller can be programmed to alert maintenance technicians after a certain number of run-downs or a certain number of weeks.
In addition, analysis of statistical process control data can provide early warning signs that a tool is about to exceed its upper and lower control limits.
“That’s part of what Industry 4.0 is all about—predictive maintenance, less downtime and more productivity,” says Hughes.
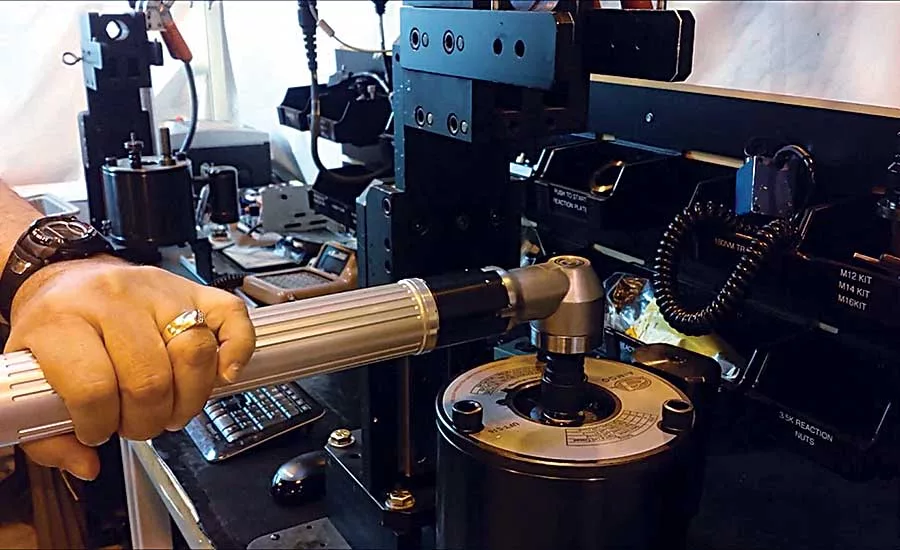
Testing and Calibration
At a minimum, fastening tools should be calibrated once per year, or any time they receive preventive maintenance. Calibration involves comparing two torque values with each other using a defined measurement system: the value given by the tool to be calibrated and the value given by the reference. If the torque is outside acceptable tolerance limits during calibration, the tool must be adjusted.
Calibrating a tool is not the same as auditing it. “With auditing, you’re checking to make sure the tool is performing within limits,” explains Hughes.
How often a tool should be audited depends on the type of tool and the application. Is the tool being used to fasten the side panels of a washing machine? Or is it being used to assemble the landing gear of an airplane? The latter would require more frequent auditing than the former.
Hughes says one aerospace manufacturer audits its fastening tools before and after each shift. In the past, that wasn’t always the case. Then, if the maintenance department found a tool that was performing outside of its control limits, technicians would have to check every fastener installed with that tool.
Outsource It
For manufacturers that lack the time or resources to adequately maintain their fastening tools, most suppliers offer annual preventive maintenance programs. One such supplier is Atlas Copco. The company’s Reliability Centered Maintenance (RCM) program is customized to each factory’s fastening operations, accounting for tool mix, production volume, torque settings and other variables.
Are such programs worthwhile? According to Atlas Copco, an automotive engine plant evaluated three maintenance strategies. One strategy was simply to repair tools when they broke. That led to a tool failure rate of 32 percent per year. Another strategy was to do preventive maintenance in-house at standard intervals. That led to a failure rate of 13 percent per year. A third option was to rely on the RCM program. That led to a failure rate of just 2 percent per year.
Backup tools are another consideration. Assembly plants that run 24/7 may not have the luxury of taking tools off-line for maintenance.
“Some customers will use hand tools for backups. Others will have full-blown DC electric tools as backups,” says Hughes. “It depends on the
customer and the application. Is it handheld or fixtured? Is it a high-torque application that would prohibit the use of a hand tool? We always recommend keeping some backup equipment, but some customers just won’t do it.”
Spare parts are also a good idea. Hughes recalls one high-volume assembler that uses 23 inline fastening tools from Desoutter. “All totaled, those tools are doing 1 million run-downs per week,” he says. “The company keeps spare gear packs for the tools. Every 750,000 cycles, [technicians] remove the gear pack from the tool and install a new one that has been inspected and greased. Then they put the tool back together and calibrate it. They can do all that in 30 minutes. The old gearing is degreased, inspected, and repaired as needed. They have it down to a science.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





