Threaded Fastener Technologies for Thin Metal Appliance Assemblies
Dozens of types and thousands of variations of self-clinching fasteners have been engineered over the years—and more are always on the horizon.

Every decision involving fastening and joining can impact the early stages of appliance design, affect the assembly process down the line, and influence the integrity and performance of appliances in service. When evaluating the technologies available to attach thin metal sections and/or components in an application, designers typically will need to ask critical questions and then take stock of the various options and their viability.
For example, will disassembly be likely to allow for service or repairs or will the application require joining dissimilar metals? If so, designers can quickly rule out welding. The permanency of a welded joint is obvious and, even if disassembly is not a relevant issue, it is virtually impossible with welding to join dissimilar metals, such as steel to aluminum. If the welded surface is intended to be the finished surface, then additional finishing steps to compensate for burn marks and scale will further be required to create a presentable “cosmetic-friendly” assembly. Some sheets, of course, are just too thin to weld properly.
How about adhesives or tapes? While these can fulfill requirements for clean and flush attachments, they, too, are “one time only” joining solutions, may not offer required strength and/or longevity, and can be adversely affected by extreme temperatures, vibration, or other fatigue-causing forces. Permanent epoxies, in turn, can be difficult to work with and to apply—and selection of a proper epoxy for a job can sometimes be challenging.
Can rivets serve the purpose? Riveting can work more effectively for attaching dissimilar thin materials, but rivets cannot install flush without countersinking or some other secondary operation, leaving unsightly metal bulging, often limiting their use to utilitarian assembly inside enclosures. Since standard rivets do not finish flush, attention must further be paid to the clearance necessary for the rivet bulb. The bulb can overly consume valuable “real estate,” especially in appliances where space is at a premium.
How about conventional hardware? Sheet-metal screws can develop issues related to diminishing holding power over time, reduced thread integrity, loosening and falling out, and the time-consuming and unwieldy need to handle the screws before and during attachment operations.
Can introducing threads be the answer? Sometimes threads can be tapped, but some metal sheets often will be too thin for effective tapping. And, in many cases, extruded or stamped threads will prove impractical.
Designers comfortable with the historical benefits of hardware—while searching for ideal technology solutions—need only turn to fasteners uniquely engineered to provide strong and reliable threads in thin metal assemblies: self-clinching threaded fasteners and “blind” threaded inserts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
These fasteners equip designers with hardware that installs permanently into thin sheets, becomes an integral part of an assembly, reduces the amount of loose parts (such as washers, lock washers, and nuts), simply requires only a single mating piece to complete final attachment, and enables component or panel removal and re-attachment (without threatening thread reliability) whenever needed for access or service.
Self-clinching Fasteners by Design
The benefits of all self-clinching fasteners essentially arise from their design incorporating an annular recess (for permanently locking the fastener in place in thin ductile metal sheets) and an element to prevent fastener rotation in service.
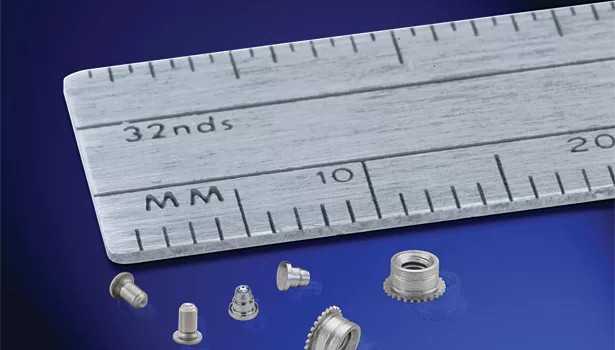
Regardless of type, self-clinching fasteners install permanently in ductile metal sheets as extremely thin as .012” / 0.3mm for uniquely engineered micro clinch versions developed for handheld consumer electronics devices. Fasteners are pressed into place in a properly sized hole and, when sufficient squeezing force is applied, the fastener’s serrated clinching ring, knurl, ribs, or hex head is forced into the panel surface, displacing sheet material into a specially designed annular recess in the shank or pilot of the fastener, known as an undercut. The metal forced into the undercut secures the fastener against axial movement, while a non-round displacer secures the fastener against rotation. No secondary operations are necessary.
Dozens of types and thousands of variations of self-clinching fasteners (steel, stainless steel or aluminum) have been engineered over the years and more are always on the horizon.
Among threaded self-clinching fastener product families suited for appliance applications:
Nuts.Standard types are designed with load bearing thread strengths greater than mild steel screws. Variations focus on nut size, locking-thread properties, and special alloy materials for manufacture. All clinching during installation occurs on the fastener side of the sheet; the reverse side remains flush and smooth. A mating screw finishes the job.
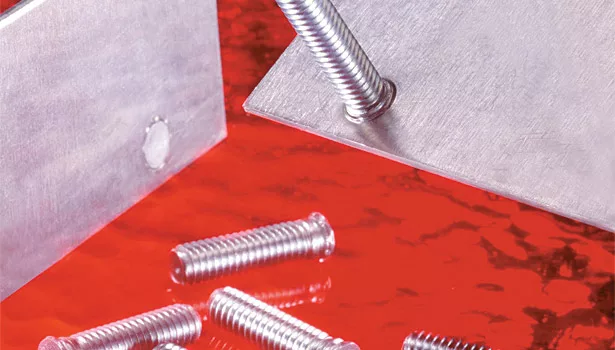
Studs. These externally threaded self-clinching fasteners are generally selected for applications where a component must be positioned in advance of final attachment. Flush-head studs are standard, but variations can specifically satisfy high torque, thin sheet, or electrical applications. Studs without threads can double as permanently mounted guide pins or pivots.
Spacers and Standoffs.Designed primarily to stack or space components, the most common types include thru-threaded and blind-threaded versions. All install with their heads flush within the host sheet and, using blind-threaded types, outer panel surfaces of an assembly are smooth and closed.
Access Hardware.Self-clinching panel fastener assemblies incorporate captive screws to keep loose parts to a minimum and eliminate risks associated with hardware that can loosen, fall out and damage internal components. They ideally will be specified to attach metal panels or other thin material components in applications where subsequent access will be necessary.
Among recent innovations, a self-clinching fastener type enables two sheets—even if they are made from dissimilar materials—to be joined permanently in a flush-attachment connection without protrusions on either side. These practical alternatives to riveting or spot welding provide ideal solutions to attach two metal sheets too thin to weld, fasten sheets of unequal thicknesses, join dissimilar metals, attach ultra-thin metal sections, or join metal sheets to PCB or plastic panels. Their rotational capability offers additional application advantages by allowing the fastener to act as a hardened pivot point.
They install smooth with the top sheet and flush or sub-flush with the bottom sheet. Unlike rivets that “bulb” during installation, this hardware allows for unobtrusive flush attachment requiring minimal space. Unlike spot welding, a smooth surface is retained for finishing and the fasteners subsequently can be concealed easily with paints or powder coatings.
Regardless of self-clinching fastener type or style, designers should understand at all times that the host metal sheet material must always meet three basic requirements for success:
- Metal sheets into which the fastener will be installed must have adequate ductility to allow the displaced sheet material to cold flow into the undercut without fracturing.
- Metal sheets into which the fastener will be installed must be sufficiently softer than the fastener so that the fastener itself does not significantly deform during the installation process.
- Sheets must meet the minimum sheet thickness required by the particular fastener. Typically, there is no specified maximum thickness required for the sheets.
A Sure Tip for Self-Clinching Success Into Stainless
Many mechanical fastener attachment applications in the appliance industry demand corrosion resistance and hardness, while contributing to thinner and lighter designs. Considering self-clinching technology, specific fasteners manufactured exclusively for use in stainless steel have been developed to meet the needs.
But a note of caution: A prevalent misconception is that any stainless self-clinching fastener will perform without fail when installed in any stainless sheet. This is not true. In fact, standard stainless self-clinching fasteners made from 300 Series cannot be expected to perform reliably in 300 Series stainless sheets, due to the relative hardness issue.
Appropriate stainless self-clinching fasteners for installation into 300 Series stainless sheets include types manufactured from 400 Series stainless. Types made from special alloy (precipitation hardened) stainless will offer even higher corrosion resistance. Depending on type, these fasteners can be used effectively in sheets with hardness ranges from HRB 88 to HRB 92.
Fasteners for “Blind” Accessibility Applications
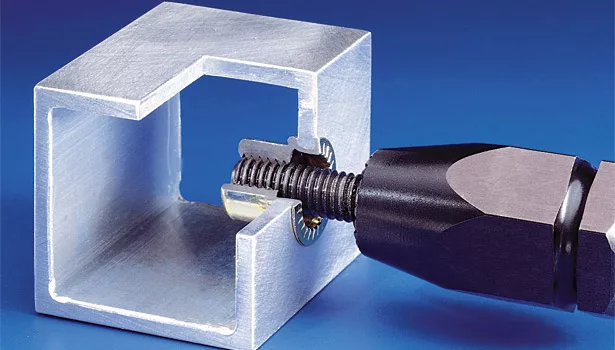
Most fasteners designed to provide permanent load-bearing threads in thin materials require both sides of a work piece to be accessible during installation and final component attachment. For those instances where there is access from only one side, so-called “blind” applications, “blind” threaded inserts provide the solution. And, with inaccessibility no longer an obstacle, these types of fasteners are ideally suited (where other permanently installed threaded hardware is not) for tubing, extrusion and other similar types of applications.
Such inserts are made from aluminum, brass, steel or stainless steel and are designed to be used instead of tapped holes, weld nuts, rivets, and self-drilling or tapping screws. Installed from the accessible “front” side of a work piece, they will provide strong permanent metal threads in metal or plastic sheets as thin as .020” / 0.50mm. As with self-clinching fasteners, “blind” threaded inserts eliminate any need for additional hardware beyond a mating part to complete the attachment process.
A variety of “blind” threaded insert types have been developed, based on common industry usage. These include large diameter and low-profile head designs for enhanced strength, types for use in any material thickness, and heavy-duty styles enabling sheet-on-sheet attachment, among many others.
Threaded self-clinching fastener and “blind” insert technologies can satisfy a wide range of attachment applications for appliances, but distinct parameters and requirements presented by an application will always prevail during decision-making. Partnering at the start of the design process with an experienced hardware manufacturer can help advance the goal of optimized attachment.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




