White Goods and Fastener Assembly
What are the most challenging issues that pertain to white goods from the perspective of fastener assembly?
An ideal assembly should use a “closed loop” and adaptive assembly unit.
In the past, white goods were offered by the manufacturer and the customers, generally, had no design input. However, as the demand for customization increased and the competitive market expanded, manufacturing was under pressure to produce a smarter, more reliable and more attractive product. The need to use new materials (instead of conventional flexible PVC and enamel-coated sheet steel) has dramatically increased. While keeping an eye on safety regulations, the reliability of materials, repair and replacement needs, as well as recycling and reuse applications, the lightweight characteristics were given serious consideration.
After a countless number of careful experiences, stainless steel, sheet metal or TPV were chosen and commonly used. In appliance assembly, adhesive bonding and mechanical fasteners are the two most popular assembly methods. However, especially in the white goods industry, adhesive bonding ability and performance decrease in extreme conditions. The ultra-smooth metal surface for white goods cannot be completely joined by adhesive bonding. It requires an additional step to prime the surface and extra time to cure. This leads to a poor experience in the repair and maintenance of household appliances. Moreover, as new environmentally friendly trends are becoming prevalent, customers are concerned about the chemicals in adhesives.
As a result, today’s most common lightweight fastener assembly is using flow-type screw fasteners; this method has already been proven through the automotive industry and ensures the quality of fasteners under intense conditions. As a matter of fact, there are now multiple types of fasteners available that belong to the “flow” type family. Multiple fastener manufacturers are supplying different flow-type screws for different materials because some appliance manufacturers have also started using innovative materials such as carbon fiber.
The fasteners of the “flow” family require an assembly system that understands the importance of creating a solid joint while protecting the fastener itself. The specially formed tip of the flow fastener generates frictional heat under high pressure and at high speeds, effecting a flow process in materials, which have not been pre-drilled. At the start of the process, high speed and pressure heat and soften the material through friction. The softened layers are stretched into a funnel in which multiple threads are cut at reduced speed. A formed thread is created that can accommodate a “normal” screw, if repairs ever need to be carried out. Once the flow hole has been shaped, the speed is decreased. The next step is the pre-tightening of the screw until head contact is made and the final tightening of the fastener to the preset parameters of torque and angle. The complete procedure usually takes less than two seconds.
Additional fastener components such as nuts are not required, because the assembly optimally penetrates and forms the thread for the screw so that the screw seats securely. There is no need for initial drilling or punching of holes into the material layers.
This process not only enables the connection of sheets of varying materials, but it also offers clear advantages in relation to processing cost and time. It is also suitable in applications with fluctuating tolerances and varying components that conventional assembly systems have difficulties responding to in a timely manner.
Flexibility should be of utmost importance when selecting an assembly system.
Why are traditional fastener assembly solutions not really a solution?
Component tolerances such as deviating positions, material thickness, layer gaps, screw length tolerances or structural differences have a big role in ensuring high screwdriving quality. Current solutions on the market for screw assembly systems respond to these parameters with separate determination for each screw position which is time-consuming. That generations of equipment provide the stroke movement and stroke-force by an air cylinder with a proportional valve. The behavior of the compressed air can prevent individual processing steps from being followed with any accuracy. The transition from the funnel forming (step 3) to the thread forming (step 4) is particularly crucial.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
There is a danger that if the screwdriver speed and/or pressure is reduced too early, the funnel is not fully formed, and a heightened drilling torque could destroy the screw or the component. Any delay in the transition could damage the newly formed threads—compromising the joint altogether.
Another problematic issue is the feeding of the fastener. Generally, a screw is fed through a feed-hose with the “tip” first and “head” last. Since the tip of these flow-fasteners is needed to drill into the material, damage by tooling or premature touching of the part is possible. So, the perfect solution would be a feeding system that allows for the head to be fed first and then the screw is flipped at the last possible moment to be tip first. This type of feeding can be done at the same time while the previous fastener is assembled so that there is no time delay or longer cycle.
Keeping in mind that materials and fasteners change often; as the requirements for product changes, it is necessary for conventional assembly systems to be rebuilt from the ground up. That is expensive and time-consuming. A much better solution would be an assembly system that can easily and flexibly adjust to handle a different fastener, different parameters, and different materials.
The assembly systems needed for the flow-type fastener assemblies are primarily used on robots.
Using an earlier generation of assembly system requires a lot of operator involvement, such as parameter input, parameter change, adjustments to cylinders, air, etc. If an assembly system is used that is adaptive and where the adjustment is done automatically, less time is spent on babysitting the robot or the screwdriving system.
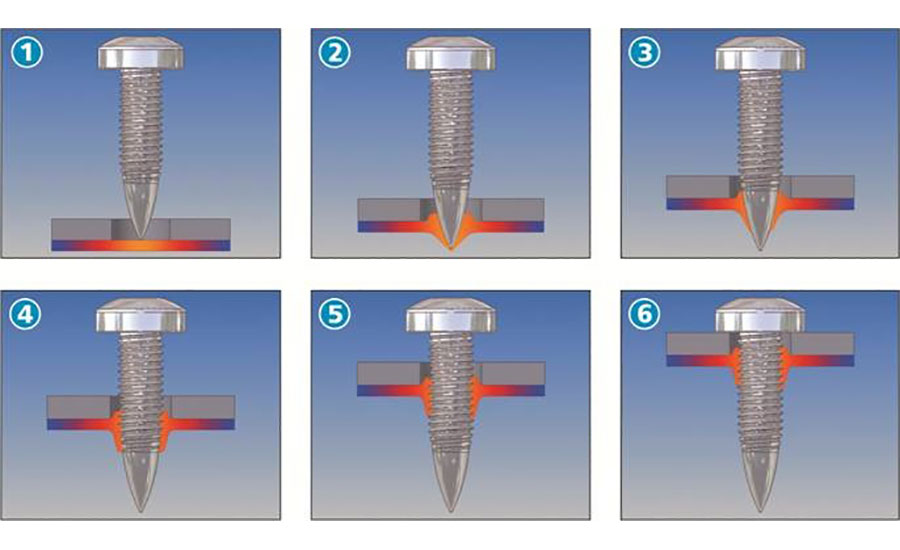
In between step 1 and step 6, the parameters such as force and speed change several times. One cycle takes between one and two seconds, depending on the material and the stack-up.
What features should you consider in the perfect assembly solution?
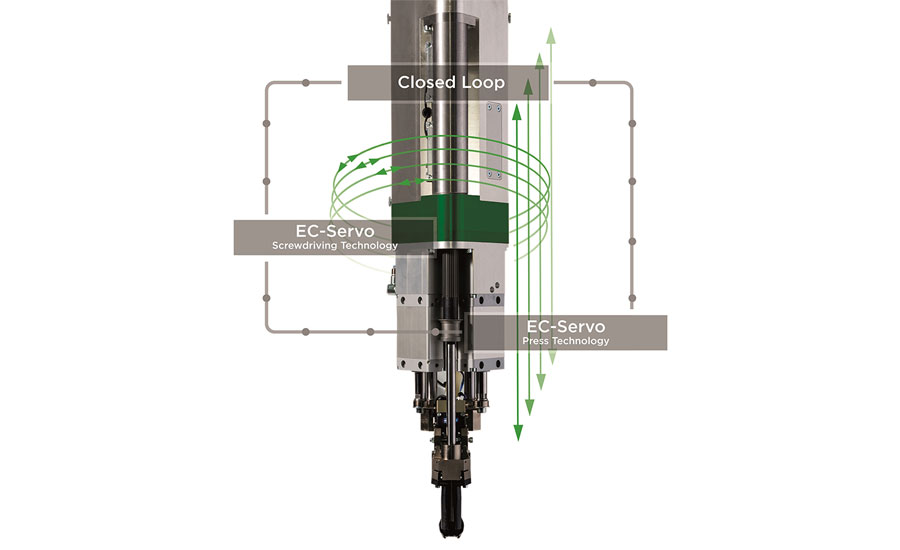
An ideal assembly should use a “closed loop” and adaptive assembly unit that combines EC-Servo screwdriving technology with EC-Servo stroke technology.
The communication between a twin-closed-loop system allows the automatic recognition of the penetration of the material layers—independent of the material- or screw-tolerances. Such a control could continuously evaluate the relevant feedback from the control modules and automatically optimize the process. This could be done by adjusting the process variables such as the contact pressure, feed-distance, and speed. The system also ensures the ideal processing parameter, which means: parameters are reliably put into action during each individual screwdriving cycle, as well as the connecting parts and fasteners are exposed to the least possible stress.
Costly- and time-consuming parameter adjustments and joint analysis processes should be reduced to a minimum or totally eliminated. Expensive and extensive repair procedures that are caused by inaccurately formed holes, jammed screws, or ruined threads would be kept to a minimum. It is recommended to pre-feed the next fastener to some sort of distribution hub, while the system is processing the current fastener. Such a perfect assembly system should be optimized to allow for the shortest possible cycle time.
It is recommended that a precise joining will always be maintained by the assembly system to conform with the screws’ thread-pitch.
To eliminate any damage to the fastener itself, a “head first” feeding principle should be implemented. This type of “head first” feeding feature will protect the screws’ tip and its thread. Taking into consideration the need to have short feeding cycles, a screw preload feature (buffer) would optimize the cycle time. To minimize tangling of the robot dressing or damage to any of the cables or hoses of the feeder, there are “on-board magazine stations” available. A predetermined number of screws is automatically fed into a magazine and the robot would unload an empty magazine on a fastener refill-station and pick up a full magazine.
One of the important features must be an ergonomic, intuitively serviceable operator interface (HMI). The ideal system should have a detailed recording of all processing parameters, screwdriving results, complete process-documentation, and processing analysis. It should offer unlimited parameterization of the assembly settings and results; therefore, any screw position can be accurately accessed. A modular construction in connection with some sort of quick-change adaptation would make the assembly system especially maintenance-friendly.
Flexibility should be of utmost importance when selecting an assembly system and a choice of robot mounting either on the rear of the assembly cell or on top should be possible.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





