Collaboration Ensures Quality Crankshaft Housings at BMW
In less than 15 years, cobots have come a long way. Not only have they gained acceptance in every major industry in manufacturing, but robot suppliers have significantly increased their cobot offerings. Plus, this past spring the Robotic Industries Association R15.06 Standards Committee finalized its Technical Report R15.806-2018 to address the test methods and metrics for measuring pressure and force associated with quasi-static and transient contact events of collaborative applications.
Another sign of cobots growing influence in manufacturing is the appearance of integrators that specialize in industrial applications based on human-robot collaboration. MRK-Systeme GmbH, based in Augsburg, Germany, is one such company. Founded in 2004, the company specializes in mechanical engineering, with a particular focus on the automotive industry.
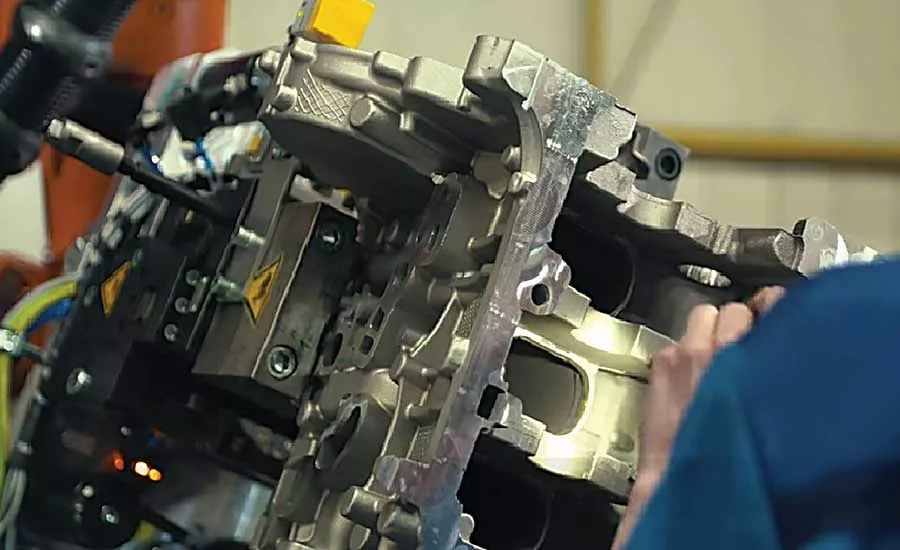
In 2015, MRK-Systeme helped BMW partially automate the process of “quality-inspecting” assembled crankshaft housings for the company’s three-, four- and six-cylinder engines at its factory in Landshut, Germany. This forced MRK-Systeme to develop a system in which humans and robots directly cooperate in a workstation.
At the time, the quality inspection was carried out by workers with the help of a rotating fixture. The crankshaft housing was rotated using a steel wheel and the workers’ brute strength so that it could be inspected for faults from all sides. However, the fixture and housing are heavy, and tall workers, in particular, had to stoop over during every inspection, making them susceptible to back injuries.
The objective for MRK-Systeme, according to Michael Mohre, head of operations there, was to come up with a system that improved ergonomics, was easy to control, and met BMW’s short cycle time requirements. MRK’s system meets all three goals.
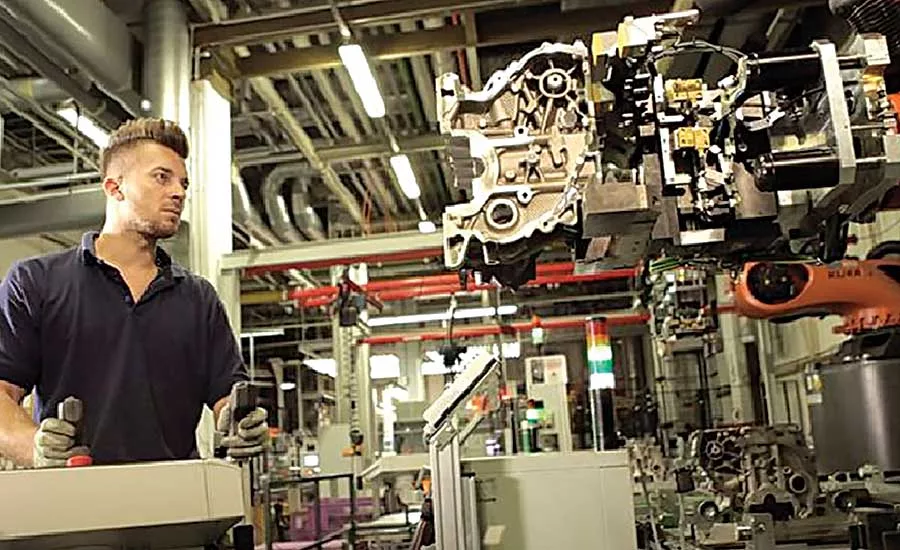
The system features two shelf-mounted KUKA KR 210 R2900 robots (each operated by a separate operator), and a joystick panel with three handles. An inspection cycle begins after a manufactured housing, which weighs about 66 pounds, is delivered on a conveyor belt into the workstation. Depending on housing design (three-, four- or six-cylinder engine), the station PLC automatically selects the appropriate program to control the robot’s movement.
The robot approaches the housing along a defined path, grips it, and brings the component to the operator. Next, the operator moves a joystick handle to raise and orient the housing as needed so he can walk around it to perform a thorough inspection using a handheld cold light lamp.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Housing height can be adjusted by the worker with a thumbwheel on the joystick. After performing inspection, the operator uses the joystick so the robot carefully lowers the housing back on the conveyor belt. He then presses a separate button to end the process and documents whether the part is OK or not OK.
To ensure maximum worker safety, the system features a PLC, a robot controller (which limits the robot to certain speeds) and an enabling switch. A robot cannot move at all unless the employee continuously holds down the switch. If the employee lets go of the switch, the robot stops immediately.
Mohre says that MRK’s automated system allows right- and left-handed operators to easily control the robot, and that the joystick functions intuitively. If the employee pushes or pulls it forwards or backwards, the robot moves in a parameterized direction. If the joystick is moved to the left or right, the robot realigns itself accordingly.
“Our robots [meet] the specific requirements put forth by BMW because they can be flexibly deployed,” explains Mohre. “In addition, it is easy to reprogram them if changes are made to components, and they offer good value for the money.”
The KR 210 R2900 robot has a payload capacity of 210 kilograms, and offers quick cycle times and a high level of consistent path accuracy. For more information, call 866-873-5852 or visit www.kuka-systems.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






