What’s New With Pneumatic Actuators
Available in many configurations, pneumatic actuators remain essential workhorses of machine motion and increasingly are being made adaptable to the IIoT plant floor

Keeping an assembly process simple is always a smart approach to manufacturing any product. And one of the simplest ways to implement linear or rotary motion into an assembly process is with a pneumatic actuator.
“Simple setup and a lower cost are two of the main benefits of pneumatic actuators compared to electric and hydraulic ones,” notes Carey Webster, engineered solutions manager at PHD Inc. “Setup is also quick and involves bolting the actuator down and connecting the air lines to the fittings.”
PHD has been selling pneumatic actuators for 62 years, with its largest customer base being automotive manufacturers. Other customers are from the white goods, medical, semiconductor, packaging and food and beverage industries.
About 25 percent of the pneumatic actuators PHD makes are custom, according to Webster. Four years ago, the company created a custom actuator that operates as a fixed-pitch pneumatic pick head for a medical-assembly machine builder.
“What this head does is quickly and accurately picks out and spaces multiple parts before placing them into a container for shipping,” explains Webster. “The pick head is mounted to the base of the part-making machine, and it changes the pitch of the part from 10 to 30 millimeters, depending on part size.”
Moving objects from point to point with high force is one of the specialties of pneumatic actuators, and why they remain the go-to means of machine motion on assembly lines after being around for nearly a century. Pneumatic actuators are also known for their durability, cost-effectiveness and overload forgiveness. Now, the latest sensing technology is enabling engineers to optimize actuator performance and integrate them into any Industrial Internet of Things (IIoT) platform.
Fabulous Since the ’50s
During the first half of the 20th century, pneumatic actuators used in manufacturing produced linear force based on single-acting cylinders. As pressure increases on one side, the cylinder moves along the axis of the piston, creating a linear force. The piston returns to its original position when a spring-back force is supplied to the other side of the piston.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Festo AG & Co. cofounder Kurt Stoll worked with staff engineers to develop Europe’s first series of pneumatic cylinders, the single-acting Type AH, in 1955. The cylinders were introduced to the market the next year, according to Michael Guelker, product manager for pneumatic actuators at Festo Corp. and Fabco-Air.
Shortly thereafter, non-repairable, small-bore-cylinder and pancake pneumatic actuators came to market, as well as those that generate rotary force. Charlie Bimba created the first non-repairable cylinder in his garage in Monee, IL, before founding Bimba Manufacturing in 1957. That cylinder, now known as the Original Line Non-Repairable Air Cylinder, became and remains Bimba’s flagship product.
“At that time, the only pneumatic actuators on the market were somewhat bulky and relatively expensive,” says Sarah Manuel, product manager for pneumatic actuators at Bimba. “The non-repairable ones feature a generic round body, are less expensive, last just as long and require no maintenance. Originally, these actuators had a wear life of 1,400 miles of travel. When we revamped them in 2012, their wear life was more than doubled, to 3,000 miles.”
PHD introduced its Tom Thumb small-bore-cylinder actuator in 1957. Today, as back then, the actuator features a National Fluid Power Association (NFPA)-standard cylinder, which is available and interchangeable from multiple equipment suppliers. It also incorporates a tie-rod construction that allows for flexure. PHD’s current small-bore-cylinder offerings provide high performance in most applications, and may come with double rods, high temperature seals and end-of-stroke sensors.
Pancake actuators were designed by Alfred W. Schmidt (the founder of Fabco-Air) in the late 1950s to satisfy the need for short-stroke, low-profile compact air cylinders that fit in tight spaces. These cylinders have a piston rod configuration that functions in either a single-acting or double-acting manner.
The latter use compressed air to power both the extend stroke and the retract stroke, thereby moving the rod back and forth. This arrangement makes double-acting cylinders ideal for pushing and pulling loads. Common applications include assembling, bending, clamping, feeding, forming, lifting, lowering, positioning, pressing, processing, punching, shaking and sorting.
Emerson’s M Series of round body actuators feature a stainless steel piston rod, and roll-form threads at both ends of the piston rod to ensure durable piston rod connections. Cost-effective to operate, the actuators come with several mounting options and are pre-lubricated with an oil-based compound for extensive maintenance-free performance.
Bore sizes range from 0.3125 inch to 3 inches. The actuators have a maximum air pressure rating of 250 psi. According to Josh Adkins, actuator product specialist for machine automation at Emerson, common applications include clamping and diverting material from one assembly line to another.
Rotary actuators come in single or dual rack-and-pinion, vane and helical spline versions. These actuators reliably perform functions as diverse as feeding and orienting parts, operating chutes or routing pallets on a conveyor.
A rack-and-pinion rotary converts linear motion from a cylinder into rotary motion and is recommended for precise and heavy-duty applications. The rack is a straight set of gear teeth attached to the cylinder’s piston. As the piston moves, the rack is pushed linearly and its teeth mesh with the circular gear teeth of the pinion, forcing it to rotate.
Vane actuators use a simple air motor to drive a vane attached to a rotating driveshaft. When significant pressure is applied to the chamber, it expands and moves the vane through an arc up to 280 degrees until it meets a stationary barrier. Rotation is reversed by reversing air pressure at the inlet and outlet ports.
The helical (or sliding) spline rotary consists of a cylindrical housing, a shaft and a piston sleeve. Like the rack-and-pinion actuator, the helical relies on the splined gear operating concept to convert linear piston motion into shaft rotation.
From Guidance to Gripping
Other actuator types include guided, escapement, multi-position, rodless, combination and specialty. Guided pneumatic actuators feature guide rods that are mounted to the yoke plate, parallel to the piston rod.
These guide rods reduce rod bending, piston bending and uneven seal wear. They also provide stability and prevent rotation, while withstanding high side loads. Models may be standard in size or compact, but, in general, they are heavy duty actuators that offer repetition accuracy.
“Manufacturers look to guided actuators for various applications that require both robustness and precision,” says Franco Stephan, director of marketing for machine automation at Emerson. “A common example is guiding the actuator piston so it precisely moves back and forth on a sliding table. Guided actuators also reduce the need for external guides in machinery.”
Last year, Festo introduced its DGST series of mini pneumatic slides with twin guidance cylinders. The slides are one of the most compact on the market and designed for precision handling, press fitting, pick and place, and electronic and light assembly applications. Seven models are available, with payloads up to 15 pounds, and stroke lengths up to 8 inches. Maintenance-free twin piston drives and high-force-capacity recirculating ball bearing guides provide 34 to 589 newtons of power at 6 bar. Also standard are cushioning and proximity sensors that do not extend beyond the slide’s footprint.
Pneumatic escapement actuators are ideal for singulating and releasing individual parts from hoppers, conveyors, vibratory feeder bowls, tracks and magazines. Webster says that escapements come in single- and double-rod configurations, and they are designed to withstand high side loads, which are typical in such applications. Some models are available with switches for easy interface with various electronic controls.
Two types of pneumatic multi-position actuators are available, notes Guelker, and both are heavy duty. The first type consists of two separate but connected cylinders with piston rods that extend in the opposite direction and stop at up to four positions.
Another type features two to five multistage cylinders that are connected in series and have different stroke lengths. Only one piston rod is visible, and it moves to different positions in one direction.
Rodless linear actuators are pneumatic actuators in which the power is transmitted via a lateral connection to the piston. This connection is either mechanical through a slot in the profile barrel or magnetic through a closed profile barrel. Some models may even use a rack-and-pinion system or gears to transmit power.
One benefit of these actuators is the required installation space is significantly smaller than with a comparable piston rod cylinder. Another benefit is the actuators can guide and support a load throughout the entire stroke length of the cylinder, making them a smart choice for longer stroke applications.
Combination actuators provide both linear travel and limited rotation, and include clamps and grippers. Clamp cylinders automatically and repeatedly hold workpieces either directly with a pneumatically operated clamping element or via kinematics.
The clamping element is raised and swung out of the working area in the inactive status. It is then pressurized and re-engaged once a new workpiece is positioned. Using kinematics, very high holding forces can be achieved with low energy consumption.
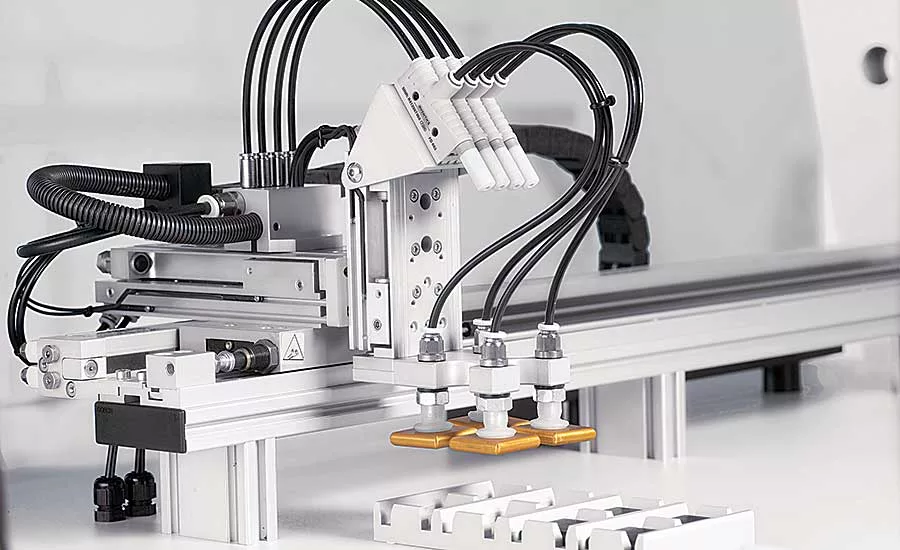
Pneumatic grippers hold, position and move parts with parallel or angular motion. Engineers often combine them with a few other pneumatic or electronic components to build a pick and place system. Semiconductor companies have long used small pneumatic grippers to handle delicate transistors and microchips, while automakers use large powerful ones to move entire car engines.
The Pneu-Connect family of nine grippers from PHD connects directly to the tool port of a Universal Robots’ cobot. All the models feature a built-in pneumatic directional control valve to open and close the gripper. URCap software provides intuitive and easy gripper setup.
Also available from the company are Pneu-ConnectX2 kits, which enable two pneumatic grippers to be connected for greater application flexibility. These kits include either two GRH grippers (with analog sensors that provide jaw position feedback), two GRT grippers or one GRT gripper and one GRH gripper. Each kit includes a Freedrive feature that interfaces with the cobot for easy positioning and programming.
When a standard air cylinder is unable to perform one or more tasks for a specific application, end-users should consider specialty cylinders, such as load stopping and sine. Load stop cylinders often feature hydraulic industrial shock absorbers for soft, rebound-free stopping of conveyed loads. These cylinders are suitable for vertical and horizontal installation.
Sine cylinders transport delicate items with greater control of cylinder speed, acceleration and deceleration than traditional pneumatic cylinders. This control is due to two grooves on each cushion spear, resulting in a more gradual initial acceleration or deceleration, and smooth transition to or from full speed operation.
Gaining Control, Getting Connected
Manufacturers are increasingly using position switches and sensors to more accurately monitor actuator performance. By installing position switches, the control system can be configured to trigger a warning if a cylinder does not reach the programmed extended or retracted position when expected.
Additional switches can be used to determine when actuators reach midway positions, as well as the nominal actuation time of each motion. This information notifies operators of impending trouble before a complete failure occurs.
A position sensor confirms that the position of the first action step has been completed before moving on to the second step. This ensures sequential functionality, even if equipment performance and speed change over time.
“We offer sensor capabilities on our actuators to help companies implement IIoT in their plants,” says Adkins. “End-users can now obtain key data to better monitor the actuators and optimize their performance. This data ranges from speed and acceleration, to position accuracy, cycle time and total distance traveled. The latter helps companies better determine the remaining seal life on an actuator.”
Emerson’s ST4 and ST6 magnetic proximity sensors easily integrate into a wide range of pneumatic actuators. The sensors’ compact design allows for use in small spaces and drop-in mounting. A robust housing is standard, along with LEDs that indicate the output state.
Bimba’s IntelliSense technology platform combines sensors, cylinders and software to deliver real-time performance data for its standard pneumatic devices. This data allows for close monitoring of individual components, and gives users the insight needed to move from emergency repair to proactive upgrades.
Jeremy King, product manager for sensing technologies at Bimba, says the platform’s intelligence lies within a remote Sensor Interface Module (SIM), which easily connects to cylinders via pneumatic fittings. Using a sensor pair, the SIM sends data (including cylinder condition, stroke time, end of travel, pressure and temperature) to a PLC for advance alarming and controls. At the same time, the SIM sends real-time information to a PC or the IntelliSense Data Gateway. The latter lets managers remotely access data for analysis.
Guelker says that the VTEM platform from Festo helps end-users implement IIoT-based systems. The modular and reconfigurable platform is specifically designed for companies that manufacture products in small lots and with a short life cycle. It also offers high machine utilization, energy efficiency and flexibility.
Digital valves in the platform change functionality based on various combinations of downloadable motion apps. Other components include an integrated processor, Ethernet communications, electrical inputs for fast control of specific analog and digital applications, and integrated pressure and temperature sensors for data analysis.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





