The Advantages of Impulse Welding
High-velocity collisions create strong welds in dissimilar materials.

Welding is used in a number of applications because it is a strong and consistent joining method. However, traditional welding techniques have limitations, such as the ability to join dissimilar metals or shape memory metals. These materials often require alternative joining methods such as crimping or rivets. According to Glenn Daehn, Ph.D., professor of material sciences and engineering at Ohio State University and head of the Impulse Manufacturing Laboratory, impulse welding can meet these challenges and possibly replace a number of other joining methods.
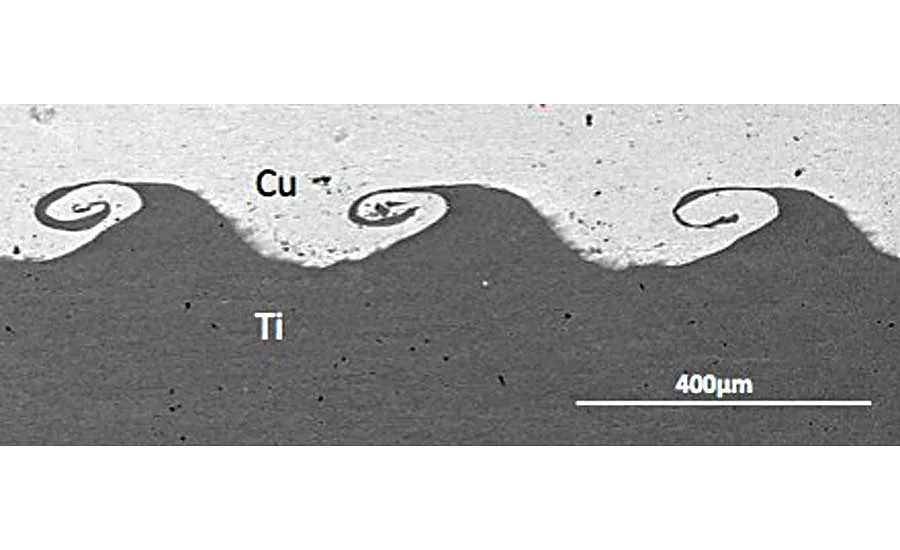
“Impulse welding uses a high- speed collision that essentially scours off the original surfacesand the high pressures of impact creates a bond between the clean surfaces. This impact occurs at speeds up to 1,000 miles per hour,” says Daehn. “With this high-impact method, there is no heat or distortion of the metals, allowing for a joint that is stronger than the original materials.”
Included in this technology are explosive, electromagnetic, laser impact and vapor foil actuator welding. Each of these techniques uses a different source to create the velocity behind the collision. Explosive welding can be used on a larger scale than the other methods. However, it is less common due to the potential danger of using explosives in a manufacturing setting.
Electromagnetic welding involves applying quick and intense current to an actuator coil to create a current in the conductive metals. Daehn explains that it is challenging to join many strong metals with this method, because there are strength limits on the magnets used in acceleration. The Impulse Manufacturing Lab focuses primarily on laser impact welding and vapor foil actuator welding (VFAW). Laser impact welding uses a short laser pulse to create a solid state weld by expanding the ablative layer that pushes the flyer toward the material.
“Laser impact welding is both precise and reproducible, which makes it ideal for medical device manufacturing and microelectronics,” says Daehn.
Vapor foil actuator welding uses a high-voltage current to vaporizing foil actuator welding uses a high-voltage current to vaporize the foil actuator, which forces one material toward the target material at a high velocity to join the metals on impact. The angle of the collision and the velocity of the collision allow for even dissimilar metals to be joined without leaving the solid state. VFAW can be used for launching sheet metal of various thicknesses to velocities ranging from 300 meters per second to 1 kilometer per second.
VFAW can be used for long or spot welding without damaging material coatings or burning adhesive or polymer components. Additionally with this method, the flyers can be over 0.25 inch thick. VFAW can be used to join different material types, such as castings, extrusions and sheets, as well as expanding or compressing weld tubes. At the Impulse Manufacturing Lab, Daehn and his team have been able to join aluminum and magnesium, aluminum and iron, aluminum and titanium, aluminum and nickel, aluminum and copper, titanium and iron, and copper with iron.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
In addition to welding, vaporizing foil actuators can be used for embossing, shearing and forming metal parts. With the numerous applications of VFAW, the Impulse Manufacturing Lab started Applied Impulse Inc., a company that is making VFAW accessible to manufacturers. As the CEO, Daehn explained the company formed from the desire to share the technology that he and his team had spent years researching and developing.
Applied Impulse is currently a small-scale operation. Daehn believes VFAW technology can be used in a number of applications, such as replacing rivets in aerospace manufacturing, welding aluminum to other metals in automotive manufacturing, and medical device manufacturing.
“Impulse welds are stronger than rivets and more versatile than traditional welds,” says Daehn. “This is the future of joining technology.”
For more information on impulse welding and the VFAW system, visit www.appliedimpulseinc.com and iml.osu.edu.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



