Ultrasonic Welding of Wire to Metal
Manufacturers have multiple technology options for ultrasonically welding wire to small metal parts

One of the main goals of an artist is to help others see things in a different light and use them in a new way. Manufacturers often provide a similar benefit to their equipment suppliers. Consider the case of Herrmann Ultrasonics Inc., which had made ultrasonic welding machines for plastics, nonwovens and packaging since the early 1960s before a customer asked the company to consider making units to weld metal.
“For several years, a South Korean customer of ours persistently asked us to make models that weld metal,” explains Vasko Naumovski, director of business development—metals for Herrmann. “The reason for this request was the company had adapted our standard ultrasonic components for welding metal and found it performed better than all the others the company had tried.”
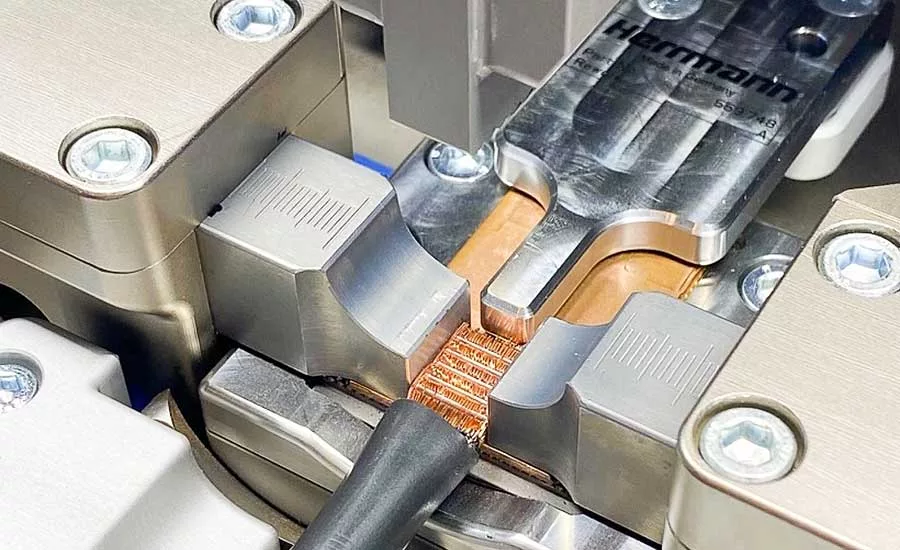
The specific application involved welding together the ends of up to 60 layers of aluminum foil when assembling lithium-ion batteries. After numerous discussions with the customer, and other requests from customers worldwide, Herrmann opened its metal welding division in 2017. The company’s first metal welder, the HiS VARIO B (battery), came to market in the spring of 2019, followed by the HiS VARIO W (wire).
“With this [latter] machine, harness manufacturers can reliably weld copper and aluminum wire to small metal parts, which typically are no larger than the palm of your hand,” notes Naumovski. “The wire can be as small as 16 AWG and as large as 000 AWG. Typical metal applications include lithium-ion batteries, cable lugs, busbars, motor coils, various wires to terminals and battery management systems.”
Herrmann’s metal-welding customer base has begun to grow over the past year or so, further expanding an already established market.
This development complements the multiple ultrasonic technology options currently available to weld any size wire to small metal parts. These are lateral drive, Wedge-Reed and torsional. Each offers specific advantages, with a typical weld cycle time of several milliseconds to 2 seconds.
The Conventional Method
The lateral drive system was originally designed for welding plastic, with the vibration direction perpendicular to the plane of the weld. For metal welding, the vertical drive system is rotated 90 degrees to a lateral position to provide the necessary shear motion. The welding tip is part of, or attached to, a longitudinally vibrating transducer horn assembly, which is driven parallel to the weld interface.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Ultrasonic metal welding is on the rise for several reasons, but mainly because it’s a superior way to terminate wire,” notes Dave Krysiak, North American sales manager of metal welding products at Sonics & Materials Inc. “The technology ensures the highest conductance of current; lets end-users accurately measure process parameters like amplitude, time and energy; and it eliminates the chance of long-term oxidation, as can happen with standard crimping.”
Several years ago, Sonics & Materials introduced a three-model series of ultrasonic metal welders to the market. Krysiak says that all of the models weld wire to metal parts or wire to wire, and can be integrated with a pick and place system to load parts and unload welded parts.
The MWB40 is a 40-kilohertz metal spot welder that produces 800 watts of power and handles 30 AWG to 16 AWG wire. Model MWB20, a 20-kilohertz unit, uses 1,500, 2,500 or 4,000 watts and welds 16 AWG to 6 AWG wire. Finally, there is the 15-kilohertz MWB15. It uses up to 6,000 watts and handles 8 AWG to 0000 AWG wire.
“Within the last couple years, we’ve updated the series in two important ways,” says Krysiak. “One is we’ve increased the clearance for the stationary tooling. The other is a stack mounting system that adds rigidity to offset the side load, improves operator accessibility to the part, and increases the transference of energy to the part during welding, while limiting wear damage to the horn.”
In 2015, Sonics & Materials integrated a metal welding system for a heavy equipment manufacturer. The system features a MWB15 welder that welds short cables, 0000 AWG thick, to metal terminals. According to Krysiak, the system welds from 60,000 to 80,000 cables per year. It was retooled about one year ago.
Alternative Approaches
Shortly after ultrasonic metal welding was introduced, Sonobond Ultrasonics developed its patented Wedge-Reed system in 1960. This system uses a vertical vibrating reed, which is driven by a wedge-shaped coupler and transducer assembly that is perpendicular to the reed. As sheer mode vibration is created parallel to the welding surface, the line of force is directly applied over the parts to be welded. This creates true metallurgical bonds that are precise and dependable, without bending stress or stalling.
Equally important, according to Sonobond President Janet Devine, the system can reliably weld most oxidized and tinned metals in one pulse without precleaning. It also effectively welds nonferrous similar or dissimilar metal assemblies, including copper to aluminum.
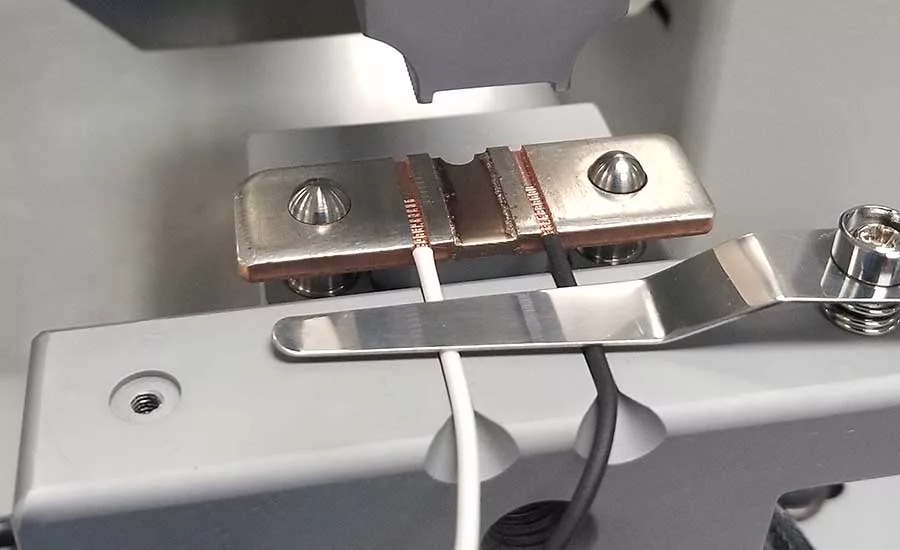
Sonobond’s SonoWeld 1600 ultrasonic metal welder outputs 1,500 or 2,500 watts of power to perform spot welding and welding of wire (17 AWG to 00 AWG) to terminals. Its microprocessor-controlled system stores and recalls up to 250 weld protocols, and its digital display allows selection of welding modes by time, energy or distance (if equipped with optional distance measurement).
The machine provides automatic frequency control, quality monitoring and overload protection. Heat-treated, tool steel Taper Lock Tips have a wear life up to 100,000 welds. Replacement is a quick and easy procedure.
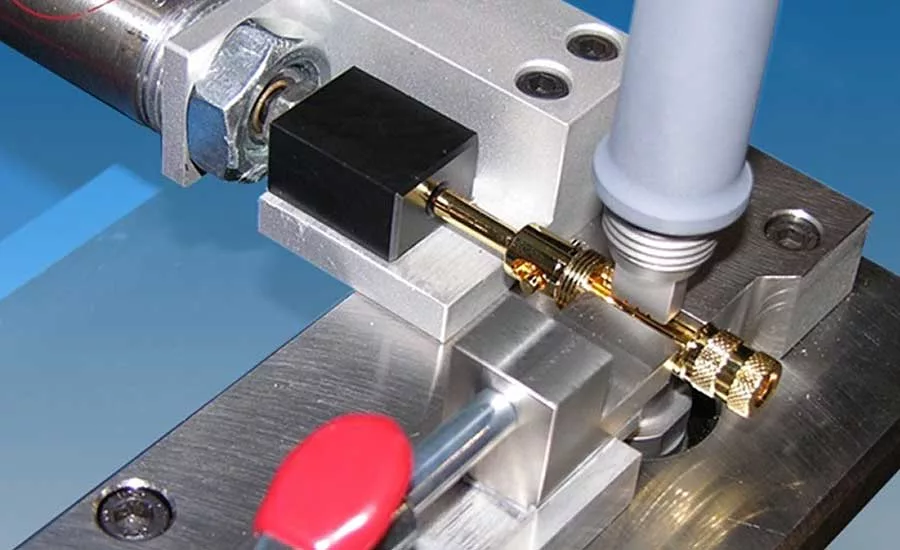
A couple years ago, Blue Jeans Cable in Seattle purchased a SonoWeld 1600 to more effectively attach banana plugs to wires for connecting amplifiers or receivers to speakers. The company had been using a screw-type connection, but that method proved to be unreliable.
“The plug needed to be stronger and more reliable than those that could be assembled with more labor-intensive, but less effective, soldering or mechanical methods,” says Devine. “To accomplish this, the welder had to hold the custom-designed plugs firmly in place so that the 10 AWG and 12 AWG stranded copper wires could be inserted into the plug back and fused directly to the brass surface.”
The application required custom tooling to assemble the plugs, but the welded connection is more reliable.
The torsional method of ultrasonically welding wire to metal parts is called Soniqtwist and was introduced in 2002 by Telsonic AG Switzerland. Initially, torsional ultrasonic welding was mainly used to hermetically seal round parts made from nonferrous metals, such as cylindrical batteries, and air bag and seat belt sensors. The technology is now used for conventional metal welding applications, such as battery tabs, wire splicing and wire termination.
According to Saeed Mogadam, former president of, and current advisor to, Telsonic, the MT8000 torsional welding system can weld aluminum cross sections as large as 200 square millimeters (000000 AWG) and copper cross sections up to 160 square millimeters (00000 AWG).
In 2011, Telsonic introduced the PowerWheel system, an offshoot of Soniqtwist. But whereas Soniqtwist is for general welding, the PowerWheel is designed specifically for larger battery cable terminations.
Before welding begins, the terminal is placed on the anvil fixture. The welding tip is positioned on top of the wires, and clamping force is applied above the weld area.
A high-frequency (20 kilohertz) sinusoidal signal is sent to the converters, which create linear vibrations that travel down to the torsional heads. As the heads oscillate, they create torsional oscillations that are transferred to the sonotrode.
This causes the sonotrode’s round sections to move back and forth, while its middle section (welding tip) moves in a pendulum motion, and the central tip performs welding. Maximum amplitude is always concentrated at the center of the weld. Welding usually takes just a few milliseconds, says Mogadam.
One user of the Soniqtwist PowerWheel is Royal Power Solutions, a manufacturer of power distribution systems. Recently, the company developed its High Power Lock Box connectors, which allow for high energy efficiency due to lower resistance.
A copper cable is ultrasonically welded to each connector. The cable ranges in thickness from 5 AWG to 0000 AWG and contains as many as12 different terminals. Several of the terminals are designed with side walls. After extensive research and testing, the company decided to use Telsonics’ MPX-TC welder for the four small copper wire terminations (16 millimeters square), and the MT8000 PowerWheel for the rest (up to 120 millimeters square).
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




