Bonding Metal With Ultrasonic Welding
The word “welding” evokes a particular image — the exposed flame of a torch and red hot molten metal. Metal parts are heated to a liquid state to join them to one another. For small scale and electrical products, this isn’t a viable bonding method. Ultrasonic welding allows a bond to form between metals, without requiring the metal to leave the solid state.
Dave Krysiak, North American sales manager for ultrasonic metal welding at Sonics & Materials Inc., explains that ultrasonic metal welding uses friction created by high-frequency vibrations to create a bond without requiring the metals to become molten.
“Ultrasonic welding is a solid state process that creates metallurgic bonds through friction,” says Krysiak.
The benefit of creating bonds without melting the material is that no intermetallic compounds or particulates are created, states Joe Stacy, national sales manager for ultrasonic metal welding at Emerson Automation Solutions. This also eliminates the risk of corrosion.
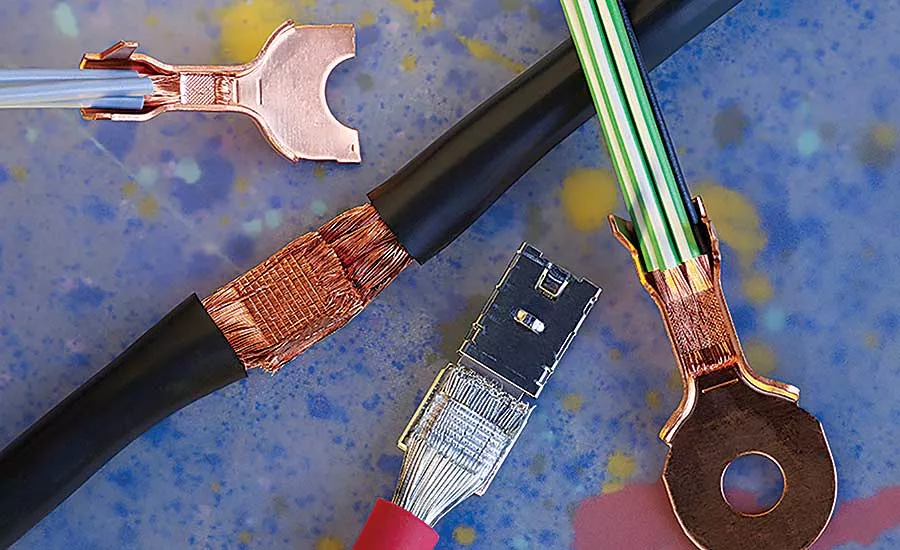
Ultrasonic welding can be used to bond a wide variety of soft, conductive non-ferrous metals ranging from copper, aluminum and nickel, to lithium, brass, silver and gold. Unlike ultrasonic plastic welding, this process allows dissimilar materials to be successfully bonded. This ability makes ultrasonic metal welding the ideal bonding process for applications involving power storage devices, wire harnesses and assemblies, electrical breakers and switches, consumer electronics and cell phones, and even implantable medical devices.
“Electric vehicle batteries are a very hot market now. Ultrasonic metal welding is widely used in this market because we are able to bond very thin materials—down to 5 micron foils—and have the capability to bond these materials in up to 100 layers, enabling the assembly of high-power lithium [batteries] and super capacitors,” says Stacy.
Another difference between ultrasonic welding of plastic and metal is the application of the amplitude. According to Krysiak, the amplitude is applied to the upper component in a vertical direction in ultrasonic plastic welding, whereas the amplitude is applied to a side laying component in a lateral motion for metal materials.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
In comparison to soldering and crimping, ultrasonic metal welding doesn’t require added materials or consumables to create a bond. The process offers repeatable results and a higher level of control than other bonding techniques. Because there are many variables involved in the ultrasonic metal process—amplitude, frequency, pressure and tooling—time is sometimes needed to develop weld parameters and tooling that is ideally suited to the specifics of a particular application.
While the process is highly repeatable and controllable, ultrasonic metal welding requires training and testing to produce accurate results. If the technique is not done properly, the bonded materials and wires can become embrittled. Ultrasonic metal welding also requires extensive testing such as pull, peel and resistance destruction testing, to achieve accurate, repeatable bonds.
The design of the tooling itself plays an integral part in the success of the bond.
“Often, the key to success in metal welding applications involves the design, detail, and implementation of the weld tooling,” notes Stacy. “The horn—the half of the tooling that transmits the ultrasonic energy through one of the parts to the weld zone between the parts—must have a proper combination of base material, shape, surface texture and knurl patterns to efficiently deliver that energy.”
Choosing the appropriate ultrasonic welder for the task is also essential. Krysiak recommends working backwards from the application to choose the right frequency for the materials and product. Companies, like Sonics and Emerson offer a range of welders and services to meet ever-changing industry demands, including automation integration. Ultrasonic welding can be used to bond metals in a variety of applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





