Welding Large-Diameter Cable
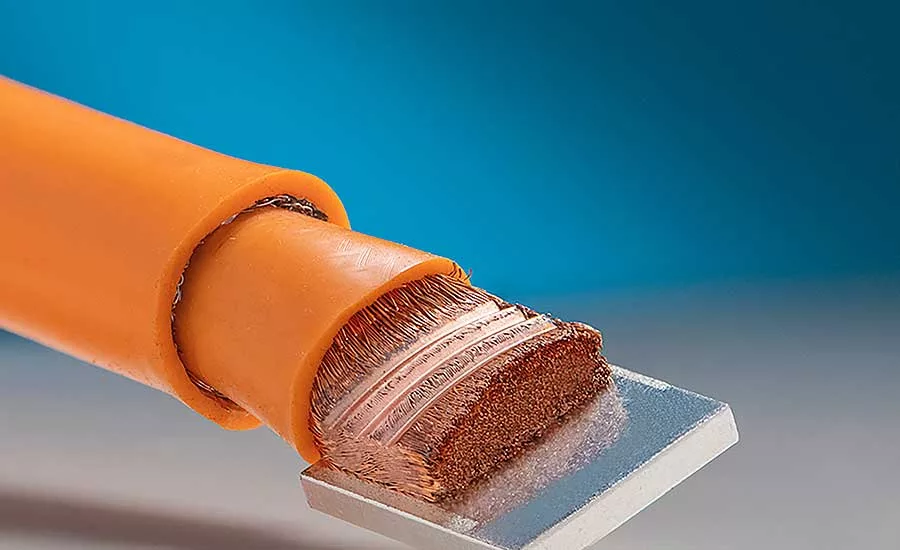
Joining the large conductors used to quickly charge electric vehicle batteries will require a new and more reliable approach to ultrasonic welding.

Among the factors that limit the growth of electric vehicle (EV) adoption are the relatively long times required to recharge batteries. In most cases, it takes hours to fully recharge an EV, whereas it takes only minutes to refill a gas tank.
To enable faster charging of larger and more powerful EV batteries, OEMs must increase the diameter of the cables used in EV charging circuits. This is essential because larger cable diameters support higher draws of electrical current while dissipating the heat generated by the resistance of the conducting material.
Today, larger cable diameters are the only practical way to enable more rapid battery recharge. They must support a high current draw—up to four or five times the level of charging current typical of today’s EVs. In terms of cable size, that means moving from a charging cable with a diameter of about 60 square millimeters up to about 250 square millimeters, an increase of more than four times the area—with copper as the material of choice.
Reliably joining these much larger diameter cables raises significant technical challenges for vehicle manufacturers. And, routing and housing these larger charging cables within evolving EV designs raise the issue of cable length. Ideally, charging circuits should be as short as possible, but if charging cable length increases, cable diameter may also need to increase to allow for increased resistance and heat dissipation. With more and more battery packs moving to positions under the vehicle, this means that larger current-carrying conductors will need to be housed and routed around and beneath the passenger compartment of the vehicle. So, the surrounding vehicle structures must not only insulate the conductor but also safely dissipate the heat load associated with rapid charging.
Back to the joining challenge: Ultrasonically welding cables with significantly larger diameters logically requires the use of much higher power, along with the ability to hold the parts firmly in place while delivering it. For conductor diameters larger than about 60 square millimeters, there can be a point of diminishing returns with typical ultrasonic metal welding technology. The higher power levels needed to bond larger conductors may stretch or exceed the capabilities of current ultrasonic welders, since the typical cantilevered actuators used to apply clamp force tend to give and thus lose a robust grip on the parts. To compensate, amplitudes are often increased, which tends to exacerbate the problem. The results are an increase in weld-related stress, damage to the conductors, and failure to provide a reliable, high-quality weld.
Here’s why: As weld amplitude (horizontal oscillation) and power are dramatically increased, several problems can emerge. First, the amount of bending and stretching stress on cable strands also increases dramatically, inducing increased fatigue and possible mechanical failure of the strands.
Second, the greatly increased motion of the tool and cable strands creates significantly more friction and heat than are needed in the weld zone between the cables. This excess heat spreads out of the weld zone to other areas of the cables, so both this excess heat and the added electrical energy needed to provide the excess weld amplitude are wasted.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Finally, the reliability and effectiveness of weld tooling are diminished, since higher amplitudes and power cause the weld tooling that should normally compress, grip and rub the cable strands against each other to lose grip and begin sliding against the cable strands. Such tool slippage results in rapid and excessive tool wear, increased tool replacement and refurbishing costs, undue stress on welding equipment, and increased energy consumption.
One logical remedy for tool slippage caused by higher amplitude and power would be to greatly increase the clamping force used in the weld process. However, testing demonstrated that when welding cable diameters larger than 60 square millimeters, the cantilevered press actuators used in many current ultrasonic metal welders are pressed beyond their mechanical limits.
A Better Alternative
Thus, a new approach in securing the tool and parts to be welded is required to meet the technical challenges of efficiently delivering the higher power, while maintaining a controlled amplitude to reliably weld significantly larger conductors.
The optimal solution eliminates the cantilevered press actuator in favor of direct downward force on the parts to be welded. Direct downward force delivers a robust hold on the parts throughout the power and amplitude range to maintain control over the weld process. This solution, developed by Emerson, is found in a new generation of Branson “direct press” ultrasonic welding equipment, typified by the Branson GMX-20-DP welder. This equipment delivers on two essential capabilities. First, this re-engineered equipment is capable of exerting high levels of clamp force on large cables—up to 6,100 newtons. Second, it can efficiently manage delivery of the significantly higher power levels needed to generate the vibratory motion and frictional heat essential to welding large conductors together under higher levels of clamp pressure.
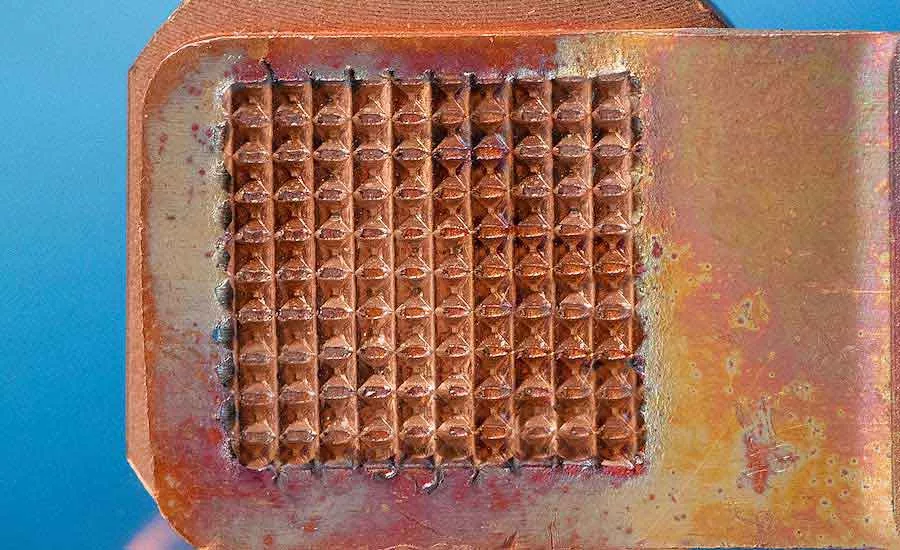
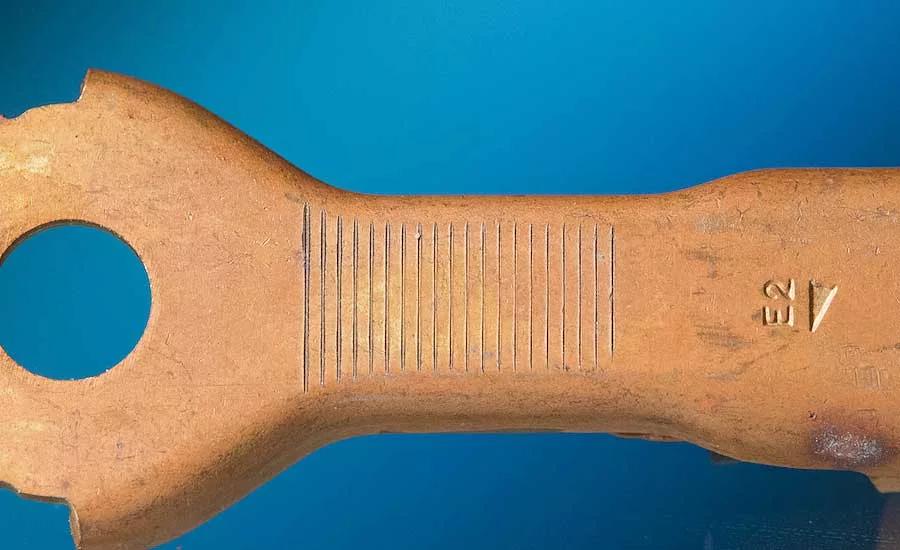
At the same time, Emerson set to work on improved tooling that would overcome the problem of rapid tool wear under the stress of higher clamping forces. This new tooling—applicable to both horn and anvil—combines new coatings that increase tool hardness and durability with special knurling that gives weld tools an increased grip on the cabling. When this improved tooling is combined with the capabilities of the new “direct press” ultrasonic metal welders, the result is a markedly more efficient and repeatable large-cable welding process than cantilevered press welders can provide.
The improved efficiency is seen not only in the quality of the weld but also in the fact that the optimized weld is made with direct, robust downforce and controllable, low amplitude. Coupled with the design and composition of the new tooling, which on its own dramatically reduces slippage and thus most of the tooling wear, the interval between tooling changes is dramatically increased.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




