Welding
Torsional Ultrasonic Welding Process Joins Metal Parts
Torsional process bonds thick cables, large connectors and thin foils for EV batteries and components.


Engineers have many options for welding small parts made from nonferrous metals. These include laser welding, resistance welding, soldering and ultrasonic welding.
The latter process, ultrasonic welding, offers numerous advantages. It creates solid-state metallurgical bonds with high conductivity. It does this without producing arcs, sparks or fumes, and without melting the metals.
In ultrasonic metal welding, high-frequency vibrations are applied to the parts under pressure. This scrubbing motion flattens surface asperities and disperses surface oxides and contaminants, creating intimate contact between the parts and forming a solid-state weld.
The process is excellent for welding metals with high thermal conductivity, such as aluminum and copper, where the use of resistance spot welding is limited. The process is commonly used in applications involving dissimilar materials, multiple layers of material, and dissimilar thicknesses of material.
Weld cycles are fast, typically under 0.5 second, and the process is easily automated. Consumables such as filler metal or shielding gas are not required. The energy needed to weld high-conductivity materials is low, especially when compared with fusion welding processes.
The process has been around for more than 40 years. It is particularly popular in the automotive industry, where it is used for splicing wires and attaching electrical connectors.
Traditionally, ultrasonic metal welding involves the application of linear, or longitudinal vibrations. However, such vibrations have limitations in terms of the size, shape and orientation of parts that can be welded. These limitations are particularly evident in the electric vehicle industry, where bus bars, thick cables, large connectors and thin battery tabs must be joined.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
A relatively new process, torsional ultrasonic welding, overcomes these limitations. Known as Soniqtwist, torsional ultrasonic welding was developed by Telsonic in 2006. With Soniqtwist, strong forces can be applied in a short time, which is critical for joining thick aluminum or copper parts.
On the other hand, torsional energy can also be gently exerted at the joint interface, making the process suitable for sensitive parts. The low-impact process will not damage nearby electronic components. The vibration stress induced on the lower workpiece is only a tenth of the stress induced by conventional ultrasonic welding. Moreover, no membrane effect occurs, so thin parts, such as foils, can be welded. With foils, hardly any notch effect and material thinning are noticeable.
How It Works
Strictly speaking, Soniqtwist is a high-frequency friction welding process that can be categorized somewhere between vibration welding and ultrasonic welding. The sonotrode oscillates torsionally around its longitudinal axis in both directions. In a short time—between 0.1 and 0.4 second—a lot of energy is applied to the boundary surface of both parts, with a frequency of 20 kilohertz and an amplitude of up to 80 microns.
The design of the Soniqtwist’s “ultrasonic stack” is like that of conventional ultrasonic welding equipment, with a generator, converter and sonotrode. However, the sonotrode moves torsionally rather than longitudinally, which reduces the overall load on the parts to be joined. The process can apply 14.4 kilowatts of energy to the parts. Even with difficult materials, this creates joint strengths that are not obtainable with conventional ultrasonic welding equipment.
There are two types of Soniqtwist equipment. The TSP system can be used for both plastic and metal welding.
The PowerWheel system is strictly for welding of cables and bus bars. The PowerWheel system can drive more energy to weld thick cables because the amplitude in the transition area is smaller and thus, the damage to the wire strands is minimal. Torsional technology allows welding of larger parts, more geometrical shapes and hard-to-reach joining areas.
Applications
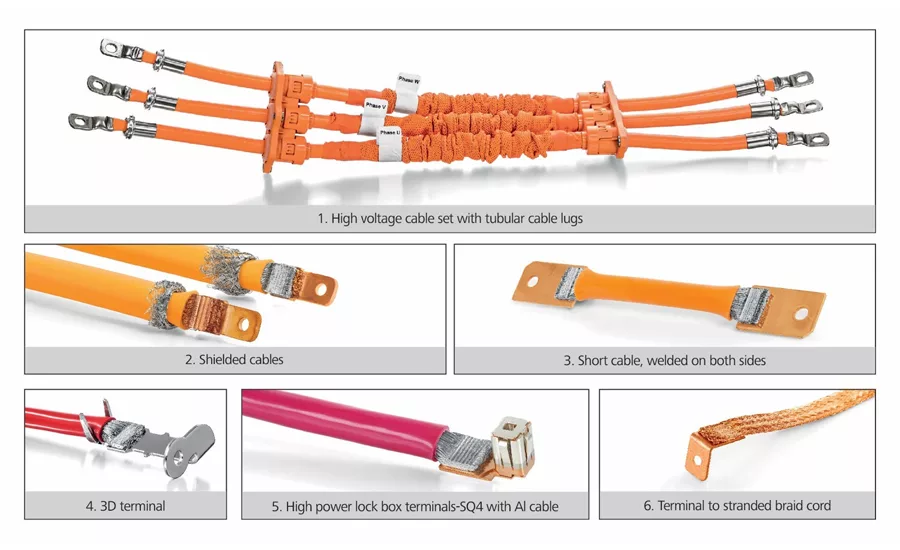
Many joining applications that were impossible for longitudinal welding are now possible. In fact, torsional welding is sometimes the only method for welding high-voltage cables or EV batteries. The process can weld copper cables up to 160 square millimeters in cross-section and aluminum cables up to 200 square millimeters in cross-section. Torsional welding is ideal for bus bars, 3D terminals and integrated gate bipolar transistors (IGBTs). And, since the closing movement of the welding system only takes place in the Z axis, the system is easily accessible and enables short cycle times.
Short cables can be welded on both sides. This is a problem for longitudinal welding systems, because applying vibrations to the second weld can break the first weld. Torsional welding has much less vibration, so it’s possible to weld cables as short as 4 inches long.
The process can be used to weld high-power lock-box terminals, as well as to weld terminals to stranded braided wire. The latter can have very fine strands that can be damaged if not for the gentle vibrations of torsional welding.
Today’s EVs can contain up to two dozen bus bars in a battery pack—and that number will rise as packs get larger and more powerful. Ultrasonic welding is the preferred welding process for these parts. British automaker Jaguar uses torsional ultrasonic welding to assemble aluminum bus bar assemblies. The company uses bus bars instead of copper cables to reduce the weight and cost of its F-type sports car.
Torsional ultrasonic welding is used in myriad other EV applications, including:
- Some cylindrical EV batteries require a metal pole to be inserted through a “jelly roll” of coated foil and welded to the bottom of the cell. As a result, the ultrasonic welding tool must have a long reach. Torsional ultrasonic welding does the job.
- Flexible bus bar foils are laminated or plated with materials, such as copper, to prevent issues with oxidation. For solid bus bars, there must be plating for the bolt hole connection section. For aluminum bus bars, the contact for connection must be copper. Therefore, a copper washer is used and connected to the bus bar with torsional ultrasonic welding.
- Components such as air bag sensors are designed as cylindrical can assemblies. Torsional ultrasonic welding can create a hermetic seal on such assemblies.
- Welding studs on a connector or bus bar.
- Electrical connection on IGBTs. Torsional ultrasonic welding can be used to weld conductors to the copper-plated ceramic circuit board in IGBT modules. The gentle vibration allows more consistent welds without damaging the ceramics. The process is also used to create fine wire bonds for digital brake controllers.
For more information on ultrasonic metal welding, visit www.telsonic.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




