Traditional Auto Supplier Shifts Gears



The Schaeffler Group is a family-owned German auto parts manufacturer that supplies automakers around the world. Like many companies, it is shifting its product portfolio to electric vehicles.
After decades of mass-producing bearings, clutches and other metal parts used in internal combustion engine drivetrains and transmissions, Schaeffler is focusing on autonomous and electric vehicle applications. However, it still makes a variety of products for other industries, including parts that help drive everything from aircraft engines to wind turbines and machine tools to monorails.
E-mobility is a key technology for Schaeffler as well as a strategic focus for future growth. Three years ago, the company established a division at its headquarters in Herzogenaurach, Germany, to develop new products for electrified cars and trucks.
With more than €2 billion in e-mobility orders received in the first half of 2021, Schaeffler has already exceeded its full-year targets in this area. And, it projects that orders for products such as e-drive axles, motors, power electronics and thermal management systems will accelerate in the future.
Schaeffler recently received some prestigious recognition for its EV prowess. In Germany, it garnered the Golden Steering Wheel award for a two-in-one electric axle system. It features a reduction gear and an electric motor in a single compact unit that offers extremely high power density and exceptional acoustic performance.
In the United States, Schaeffler received a PACE award for its P2 hybrid module used in rear-wheel drive transmissions. The module consists of an electric motor and an automatic disconnect clutch that are mounted between the engine and transmission.
“Our systems understanding, unsurpassed quality, as well as high level of manufacturing and technological expertise across all of the components in electric drive systems, are essential keys to producing products that offer both state-of-the-art technology and cost-effectiveness,” says Jochen Schröder, Ph.D., president of the e-mobility division of Schaeffler AG. “From an e-motor to a three-in-one system for hybrid or e-axle applications, we are able to offer our customers a complete product portfolio, regardless of whether it involves a system, a subsystem or a single component.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Schaeffler is also developing components for autonomous vehicles. It recently unveiled Space Drive, which features advanced steer-by-wire technology. Because there is no mechanical column, steering commands are transmitted purely digitally via cable.
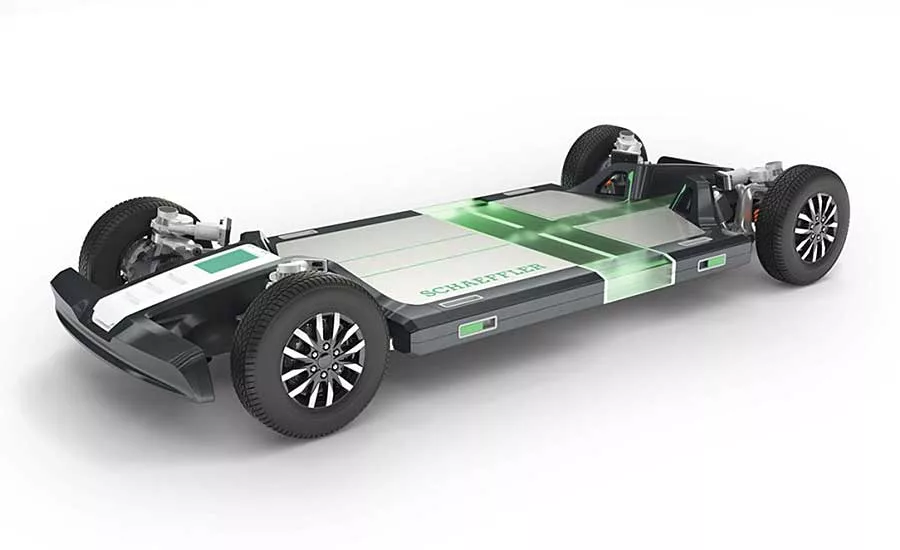
In addition, the company has developed a modular rolling chassis designed to serve as a flexible platform for self-driving shuttles and other autonomous vehicles. A wide variety of options can be implemented, depending on customer requirements. For instance, corner modules, which each allow a steering angle of up to 90 degrees, include wheel hub motors, wheel suspension, actuators for electromechanical steering and a brake.
Autonomous driving is an important component of Schaeffler’s “Vision Chassis 2035” initiative. It predicts that by 2035, around 30 percent of all new cars and light commercial vehicles produced worldwide will be at least partially automated, while half of them will offer the capability for highly automated driving.
“The increasing automation of driving functions on the road to autonomous vehicles imposes more rigorous requirements on chassis applications in respect of reliability and safety,” says Viktor Molnar, president of the chassis systems division of Schaeffler. “We are continuing to ramp up our activities at the component and system level, and are well on track to becoming a preferred technology partner for intelligent drive and chassis solutions.”
Schaeffler Group USA Inc. is based in Fort Mill, SC. One of its major U.S. factories is Schaeffler Transmission Systems LLC in Wooster, OH, where Chris Shamie serves as vice president of hybrid drives, e-axles and project management.
Autonomous & Electric Mobility recently asked Shamie to discuss how Schaeffler is tackling the fast-paced world of e-mobility.
AEM: How do you see EV components changing in the next three to five years?
Shamie: We are starting to see the flood gates open in terms of EVs reaching the market; all of the predictions and promises from industry are starting to come to fruition. When our industry goes from selling 95 percent of vehicles with regular combustion engines (which have been in production for over 100 years) to eventually selling a majority of vehicles with hybrid or battery electric architectures (which we have far less practice building), our price per vehicle could be in jeopardy as battery prices are still relatively high. We will have to work hard from a design point of view to ensure our costs are under control so that a buyer can pay for a hybrid or BEV just as easily as the cars they purchase today. To minimize the on-cost from the battery, we need to make overall vehicle efficiency as high as possible, which allows us to reduce the battery size and cost for a given needed vehicle range.
From an electric motor point of view, this means choosing a topology and winding scheme that optimize for the broad vehicle drive cycle over a single high efficiency point, as well as harvesting the waste heat to replace expensive battery and cabin heaters. On the gearbox side of things, we almost always have a tradeoff between efficiency and noise, vibration and harshness (NVH), and we will see suppliers and customers alike designing gearboxes right to the edge of the NVH efficiency cliff. We will see the use of ultra-low friction bearings and low viscosity gear oils to further reduce losses.
We also need to make sure that we launch e-mobility in a sustainable way, and that we don’t simply replace one pollution source with another. We made this mistake before. In the early 1900s, the internal combustion engine vehicle was viewed as a way to actually clean up the earth! It solved the problem that large cities were having. For instance, at one time, New York City had to deal with 15,000 pounds of horse droppings per day, and an automobile driven by internal combustion seemed to solve this problem in just a few years. However, it wasn’t until the 1950s and 1960s that chemist Clair Patterson discovered that, by using the gasoline of the day to power our cars, we had coated the entire earth and its inhabitants with 1,200 times more lead than what previous generations were exposed to.
If we want to launch e-mobility, we will need to make sure we get magnets for motors in a sustainable way. This means responsible mining, and possibly the use of electromagnets for rotors in place of permanent magnets. We also need to ensure that [materials] for batteries are gathered in a sustainable way, which will likely lead to new battery chemistries.
In addition, we need to find ways to reduce charging times. A Tesla supercharger sends around 150 kilowatts of power from the charging dock to the vehicle. While this is impressive, a good old-fashioned fuel pump transfers chemical energy at a rate of around 4,000 kilowatts. We will likely see higher voltage vehicle architectures put in place to reduce this charging time without driving the need for charging cables the size of a body builder’s arm. From a component level, the electric motor and power inverters for 800-volt systems will need extra measures to ensure isolation between phase leads.
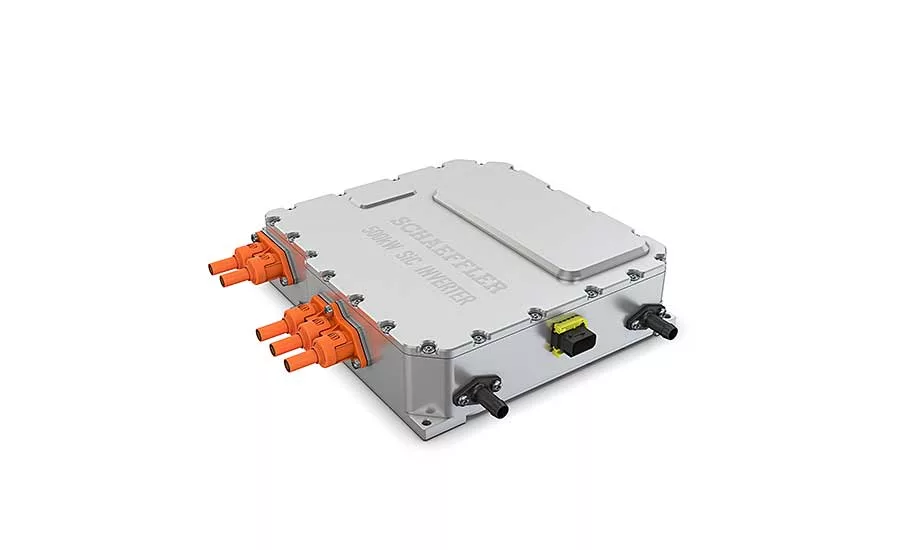
AEM: Schaeffler recently unveiled an 800-volt power electronics system at the IAA Mobility show in Munich. What makes this unique and how will it increase the range of future electric vehicles?
Shamie: By increasing battery voltage and on-board voltage, the system has two main advantages. First, the charging time for the vehicle is cut in half relative to a 400-volt system. Second, the silicon carbide switches that are used in the 800-volt power electronics system reduce losses, which improves vehicle range. Our engineers have integrated a unique cooling structure into the silicon carbide modules that improves efficiency and lifetime. We’ve also implemented a scalable microcontroller architecture that is designed to meet current and future requirements for cybersecurity and functional safety.
AEM: Can you also tell us more about your new thermal management system? How does it continuously regulate the temperature of batteries and other EV components?
Shamie: For years, we have worked with OEM customers to develop thermal management systems that send heat where it is needed for components to operate at their most efficient operating points. For EVs, there is still a lot of low hanging fruit that we can take advantage of. Perhaps the biggest opportunity is to scavenge power train waste heat and use it for HVAC systems, which will really help in terms of vehicle range. We see a huge opportunity in the way that we get batteries to their ideal operating temperatures.
Many of the current EVs on the market use positive temperature coefficient (PTC) heaters to bring batteries up to operating temperature. Replacing the PTC heater with a heat pump can achieve the same function, while using a fraction of the input energy, which in turn increases battery range. We are integrating the heat pump into our thermal management module to provide automakers with a more turnkey way to quickly increase the distance their customers can drive. Additionally, the heat pump can be used for battery cooling during fast charging.
AEM: Schaeffler recently unveiled the Space Drive 3 Add-ON drive-by-wire system at the IAA Mobility show in Munich. What makes this unique and how does it enable autonomous driving?
Shamie: To answer this question, let’s start with something we know: power steering in a traditional automobile. Today, a driver steers the vehicle through a mechanical connection between the steering wheel and the road. The power steering system provides an assist torque to ease the effort of the driver. If the power steering system fails, the driver can still steer the car through the mechanical connection, albeit with more effort. But, what happens if your steering system fails in your level 5 autonomous vehicle when there is no driver or mechanical back-up? The vehicle still has to be able to safely navigate the road, so additional layers of redundancies within the steering system are needed to ensure that steering can still be achieved after a fault.
In an AV, sensors replace the eyes of the driver, a computer replaces the decision of the driver and a steer-by-wire system replaces the action of the driver. Our Space Drive technology is a steer-by-wire system that has already been used for years and logged billions of miles as a solution for handicapped drivers. Now, it can be paired with newly developed sensors and AI controllers to provide an autonomous driving system with built-in fail-safes.
AEM: Speaking of autonomous driving, can you tell us more about Schaeffler’s role in the recent Indy Autonomous Challenge?
Shamie: We have a long history of showcasing our technology in motor sports. From Formula E to the DTM series (Germany’s version of NASCAR) to the Indy Autonomous Challenge, we want to prove to our customers that our products work not only in the parking lot, but also at breakneck speeds. For the Indy Autonomous Challenge, we implemented our Space Drive steer-by-wire system to bring the race cars through the turns both safely and efficiently, yet again proving that “We Pioneer Motion.”
AEM: How is Schaeffler adapting and converting its assembly lines to produce next-generation EV components?
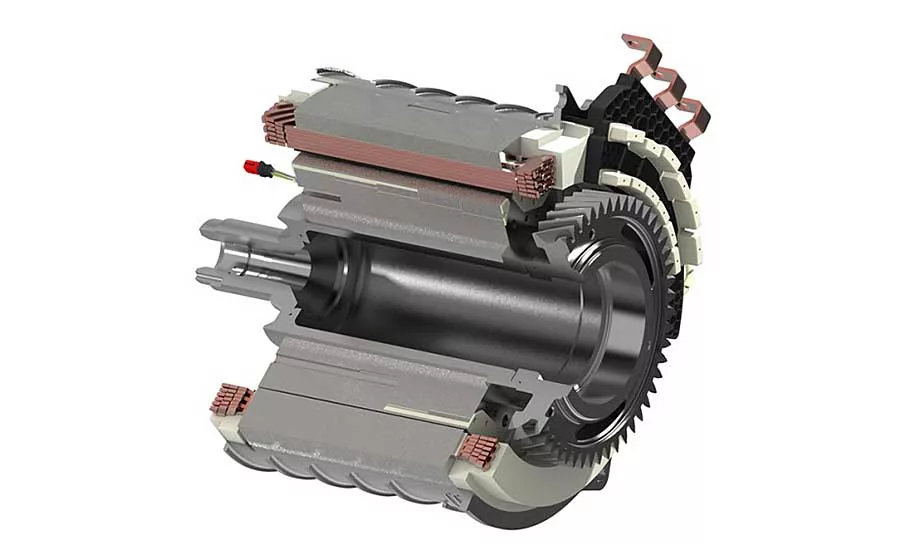
Shamie: It’s not as hard as one might imagine. We have been making products for the automotive industry for 75 years, and in that time we have continually evolved from bearings and clutches to high-precision components for engines, transmissions and suspensions. For us, the current change in market demand is simply a continuation of our 75-year evolution. One thing Schaeffler is known for is our cold-forming technology. If you dissect an electric motor, what do you have? By mass, the biggest type of component to make up the motor is the stamped rotor and stator laminations.
Lucky for us, we’ve been in the stamping business for our entire history, so we can use both our knowledge and our manufacturing equipment to build motor components as market demands change. When it came to conductor winding, we had experience winding industrial machines for decades through our industrial drives division, but we didn’t have experience winding at cycle times needed for automotive products. To remedy this gap, we purchased Elmotec-Statomat GmbH in 2018. It is an electric motor winding company that has decades of experience making machines for high-volume production.
AEM: Can you tell us more about your new factory in Szombathely, Hungary? How does this facility use automation to assemble electric motors?
Shamie: The Szombathely plant provides around 15,000 square meters of space for the production of innovative power train components, such as electric motors and hybrid drives. Designed as a “factory for tomorrow,” it features a high degree of automation, modular production buildings and end-to-end digitalization. Automated production lines and extensive use of industrial robots guarantee a clean, dust-free environment required by sensitive production processes used for assemblies such as stators and rotors, and the integration of magnets for synchronous and asynchronous motors.
The construction of this plant also demonstrates our commitment to sustainability. Electricity is supplied by photovoltaic arrays in combination with rooftop solar panels, which together will save up to 4,000 metric tons of CO2 annually. To help conserve natural resources, the plant reuses treated wastewater and incorporates a rainwater collection basin. It is also extremely energy efficient, featuring heat pumps, a smart heating and cooling system, and a smart LED lighting system. The factory’s total sustainability concept also includes on-site outdoor nature zones and an organic pond for enhanced local biodiversity.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





