2018 Assembly Plant of the Year: Ford Shifts Flexible Assembly Into High Gear
The Van Dyke transmission plant excels at high-volume, high-mix production.








A transmission is one of the least glamorous parts of an automobile. It’s a component that most drivers never see or even think about. But, without a transmission, even the most exotic sports car in the world won’t go anywhere.
Transmissions are more than just a bunch of gears and clutches encased in a large metal housing. They improve power train efficiency and enable smooth performance. Transmissions are complex subassemblies that use cutting-edge components and come in a number of variations to meet the unique needs of different vehicle segments.
One of the top transmission assembly plants in the world is Ford Motor Co.’s Van Dyke facility in Sterling Heights, MI. It’s part of a network of Ford factories that mass-produce axles, engines and other power train components used in the company’s cars and trucks.
But, what sets the facility apart is its ability to consistently assemble more than 1 million transmissions a year while meeting key performance metrics such as safety, quality and cost. The plant harnesses people and state-of-the-art automation to produce high-quality automatic transmissions used in many types of Ford and Lincoln vehicles that feature front- and all-wheel drive.
The 2-million-square-foot Ford Van Dyke transmission facility is the recipient of the 2018 Assembly Plant of the Year award sponsored by ASSEMBLY Magazine. The world-class plant was chosen for the 15th annual award because of the way that it builds complex products better, faster and more efficiently.
The high-volume, high-mix plant also applies state-of-the-art technology for press-fit assembly, fastening and dispensing, including force-controlled and vision-guided robots. In addition, the facility is a leader in using data analytics and lean manufacturing principles to streamline assembly lines, improve quality and boost productivity.
The 50-year-old Van Dyke factory supplies more than 70 different models to six North American assembly plants and 12 overseas facilities. It produces transmissions for Ford plants in Chicago; Flat Rock, MI; Hermosillo, Mexico; Louisville, KY; Oakville, ON; and Wayne, MI.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Transmissions built at the Van Dyke plant can be found in some of Ford’s most popular products, include crossover and sport utility vehicles such as the Edge, Escape, Explorer and Flex. They’re also used in the Transit Connect van, as well as cars such as the Fusion Hybrid.
Flexible Factory
Flexibility is key to day-to-day success at the 2018 Assembly Plant of the Year. According to plant manager, Shaun Whitehead, flexible production is managed based on three key areas: people, equipment and
components.
“This plant currently manufactures 73 variants across three assembly lines,” explains Whitehead, who has spent three decades at Ford serving in various engineering and operations management positions.
“People are critical to achieve throughput and quality,” says Whitehead, who oversees 1,500 employees. “They must be aligned and capable, through effective training, good policy deployment and adhering to standard operations.
“We continually monitor stations and performance,” Whitehead points out. “Daily random audits (process confirmation) ensure adherence to
standards.”
“Our workforce is flexible and can adjust shift patterns as necessary,” adds Nicholas Stefani, UAW plant chairman.
Flexibility is also designed into all assembly lines at the Ford Van Dyke transmission plant. High-volume throughput is maintained by continuously monitoring the health of production equipment, including cycle time, downtime and faults.
The engineering and production teams use standardized process reviews to monitor throughput and adjust constraint management issues that arise during daily production. High-mix complexity is managed by optimizing transmission model batch sizes to minimize changeover frequency.
“We build transmissions over time in a way that levels the finished inventory required to support delivery to our customers,” says Steven Baker, material planning and logistics manager. “Optimal management of components also contributes to flexibility. All of the transmissions made at the Van Dyke plant are scheduled to support multiple vehicle assembly plant operations and service requirements within Ford Motor Co.
“Our singular focus is to ensure we support that demand, building and shipping the right parts with the expected quality in the right quantity at the right time,” Baker points out. “Plantwide material planning and logistics convert demand requirements into a
predefined time.
“Schedules are communicated to internal machining and subassembly operations, and the external supply base, so they all can plan their operations to support,” adds Baker. “As circumstances change, schedules are amended and the same communication is shared so that suppliers, logistics and in-plant operations can adjust.”
The Van Dyke plant opened in 1968. But, it originally assembled front suspension products, such as upper and lower control arms. In 1993, Ford converted the facility into a transmission factory.
One unique challenge faced by the 2018 Assembly Plant of the Year is the fact that it’s constantly evolving to meet changing demands of new vehicle launches. Changes on the assembly lines are driven by new vehicle architectures and updates to current models.
“Updates to models require either different variations of existing components or possibly new combinations,” says Whitehead. “These configurations might require some modification in equipment or possibly new workstations to support additional complexity.
“In addition, extensive testing of error proofing and validation of the assembly process for each variant is required before production is released,” explains Whitehead. “Additional audit checks are performed on all shipments during the validation period. Depending on modifications, changes are performed either during line shutdown periods or station by station during weekend periods.
“Architecture updates also require additional planning and analysis,” adds Whitehead. “Updates could require additional flexibility options to existing equipment, new equipment to support both, or new equipment in parallel path with existing. Different strategies are reviewed that support minimal impact to current product production schedules and implementation of new product production schedules.”
Lean Philosophy
Lean manufacturing initiatives play a key role behind the Van Dyke transmission plant’s culture and operating philosophy. All employees subscribe to the Ford Production System (FPS). It provides standards and processes for eight operating systems: safety, quality, delivery, cost, people, maintenance, energy and environment. Those performance goals are coupled with other lean methodologies, such as continuous improvement, standardized work and visual management to drive performance goals.
“This provides a consistent approach to any abnormalities within operations,” says Saso Krstovski, FPS coach and master black belt at the plant. “Embracing the FPS processes from all levels within Ford Van Dyke makes it extremely efficient and productive.”
“The plant has incorporated and walked the lean manufacturing journey over the last decade by ensuring all levels within the organization are trained, motivated and free to make decisions,” explains Lawrence Linneburg, production team manager. “That has reduced all forms of waste, including downtime, scrap, injuries and quality issues.”
For instance, during the last two years alone, scrap costs have been reduced by 50 percent. “We have flattened out the organization and empowered our employees,” says Linneburg.
“All hourly and salaried employees are passionate and proud about their work,” adds Whitehead. “They’re also knowledgeable about metrics and how they impact our customers. This team culture can be found at every level within Van Dyke manufacturing operations.”
The management team constantly reiterates the plant’s mission statement: “To be the best-in-world facility that is fit, flexible and aligned to all evolving business opportunities now, near and far.”
“FPS is the way we achieve that and all employees at Ford Van Dyke have embraced this philosophy,” claims Krstovski. “Reoccurring abnormalities are addressed utilizing Six Sigma DMAIC (Define, Measure, Analyze, Improve, Control) problem solving.
“The DMAIC process is used by plant floor team leaders (hourly) all the way up to team managers (management) for resolving complex issues and concerns,” says Krstovski. “Having a structured problem-solving strategy and using a factory information system (FIS) for accurate performance data provides a clear indication of improvements and sustainment.”
Data analytics is an important part of that process. The plant carefully monitors both real-time and historical data. Real-time data is used to address concerns immediately. Historical data is used to determine trends or reoccurring concerns.
“The real-time data has provided significant input on constraints,” says Krstovski. “Discussion and analysis occur while concern is active. Real-time data is used to address concerns now, and historical data is used to look at trends and plan for the future.”
The Ford Van Dyke production team reviews several different metrics to determine the root cause of issues or concerns. Parameters include cycle time, downtime (mean time between failures and mean time to repair), equipment health (faults), availability and “birth history” of each assembly.
“Teams plan and react by utilizing data to support decisions of success or failure,” says Krstovski. “This data-driven approach allows the production team to target high-value areas for improvement, which is part of our creating-value roadmap.”
The 2018 Assembly Plant of the Year recently added a second screen to the andon boards that are strategically located throughout the plant. It provides a real-time display of critical stations for each of the five assembly teams. The screen has two components.
“The first is the last 10 minutes of station cycling performance; the second component is a display of the last 30 minutes of cycle time performance,” explains Linneburg. “This allows the team to understand if a cycle time concern was just a minor short-term issue or if there is a larger issue we need to address.”
High-volume throughput in the plant is maintained by continuous monitoring of assembly equipment health status, including cycle time, downtime and faults. Engineers use standardized production process reviews.
“Throughput review, issue escalation and constraint management are integrated into production operations,” says Linneburg. “High-mix complexity is managed operationally by optimization of transmission model batch size to minimize changeover frequency.”
A well-oiled equipment maintenance program also helps Ford Van Dyke run smoothly.
“The role of equipment maintenance is one of the most important actions we perform as an operations team to ensure we meet our productivity goals each day, week or month,” notes Linneburg. “We use real-time FIS machine monitoring data to direct the preventative and corrective maintenance tasks we perform.
“We complete daily throughput and jobs per hour (JPH) discussions with the production team leaders and input the necessary maintenance task requests into the maintenance operating system,” says Linneburg. “We also meet weekly with team leaders and review the bottleneck (lowest net potential JPH) stations for the last 30 days to determine the corrective actions we need to take to improve their respective performance.
“We than schedule the maintenance work as part of our weekend planning meeting,” explains Linneburg. “This continuous process of defining our production concerns with data and performing the necessary maintenance work has helped our busiest assembly line improve its JPH performance every year.”
Complex Products
Front-wheel drive vehicles are increasingly popular with both consumers and automotive engineers. Front-wheel-drive transmissions make it easier to drive on snow, ice and other types of slippery road conditions. They’re also easier and quicker to install on chassis assembly lines. The transmission and differential are in a single unit called a transaxle, which bolts directly to the engine.
The 2018 Assembly Plant of the Year produces four unique types of automatic transmissions that are based on several different vehicle architectures. Products include both six- and eight-speed transmissions, in addition to transmissions used in hybrid vehicles.
The popular 6F transmission was developed to cover a wide range of vehicle applications. It can handle up to 400 hp and 380 ft-lb of torque with shift speeds up to 7,000 rpm. A high ratio span helps deliver improved fuel economy and improved acceleration compared with a typical four-speed automatic transmission. Short steps between intermediate gears enhance performance and feel by finding the right gear for the most efficient operating conditions.
Software programmed into the 6F’s electronic controller individually trims and characterizes all solenoids and clutches to eliminate the variances that would normally lead to changes in shift feel. This provides smooth, precisely controlled shifts that improve durability and customer satisfaction. The smooth shifts reduce overall noise, vibration and harshness (NVH).
A six-speed transmission has three carriers: an input, reaction and output. There are hubs and shell components that attach to the carriers via a sun gear or housing spline. The hub and shells are splined to clutches that enable them to rotate or not rotate.
The difference between six- and eight-speed transmissions is that the latter has a fourth carrier that is referred to as an overdrive carrier. The additional carrier allows more gear ratios.
The six-speed transmissions produced on Ford Van Dyke’s high-volume assembly lines come in 62 variations. In contrast, the lower volume HF35 transmission that’s used in hybrid vehicles only has five variants.
The typical transmission uses more than 300 components and requires a complex assembly operation. Some parts require micron-level tolerances to ensure seamless operation during shifting.
Key components, such as gears and clutches, require force and distance monitoring tools to ensure proper assembly. These applications require different levels of variation.
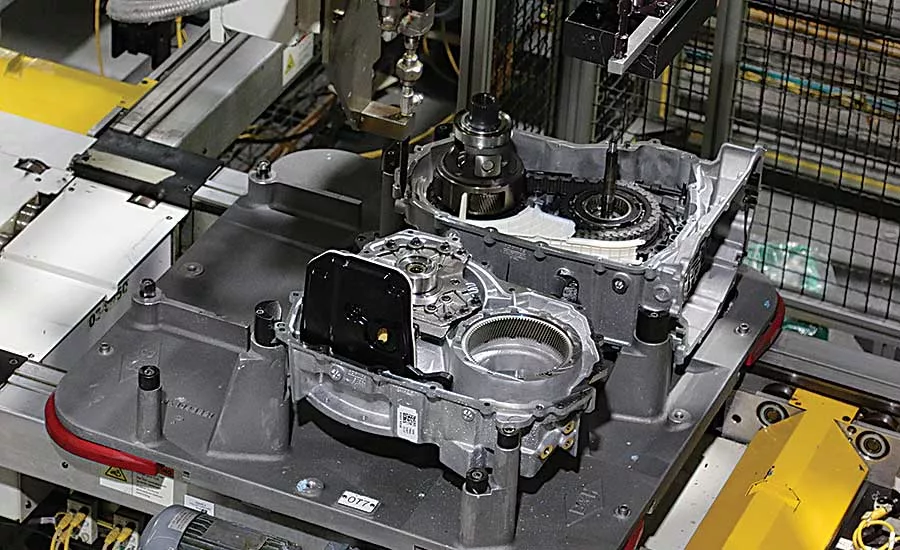
A transmission is typically built in two halves that are then fastened together. The outer shell contains the convertor housing.
The main control is the brain of the transmission. It contains electronic components that support the functionality of the transmission, such as enabling numerous hydraulic passages.
The case side of the transmission is built first. It holds the gear sets and decides the various gear ratios. Once the case build has been completed, an aluminum housing is attached. It has a unique shape that is determined by vehicle type and engine mounting patterns.
Once fully assembled, the transmission is routed to automatic leak testing equipment were it is filled with air to test for any potential leaks. If it passes the test, the transmission is routed to the end-of-line test area. Automated stations fill the transmission with fluid and conduct a full functional test, shifting gears at various speeds. Finally, the transmission is washed and caps are installed for shipment to various Ford vehicle assembly plants around the world.
The HF35 hybrid transmission is different than the other types of traditional transmissions assembled elsewhere in the plant. For instance, it features an electric propulsion system in conjunction with power transfer from the engine. The electric system includes two rotors and stators.
“Basically two electric motors are inside the transmission,” explains Steven Marciniak, process engineer. “One is a generator to provide power to charge the battery. The other is a drive motor to move the vehicle.
“These motors are assembled and magnetized in the plant on a subsystem line,” says Marciniak. “One challenge we face is ensuring that the motors remain contamination-free during part handling and installation.”
The HF35 assembly line is also called the flex line, because it can produce both the HF35 hybrid and the traditional 6F35 front-wheel-drive transmission.
“The HF35 requires more automation than some of our other assembly lines,” says Marciniak. “The hybrid transmission contains several different electrical connections throughout the box. Traditional transmissions have connections isolated to a particular location.”
“This adds more in-process checks to ensure connections are made, as well as validating secure connections,” adds Whitehead.
“Between the two halves, the case and the housing, there are preload requirements to keep a determined amount of force on the gears,” says Marciniak. “We need to gauge both the housing and the gears under heavy load. A dedicated PC completes calculations from 18 measurements.
“From these measurements, we select steel shims to set the perfect fit,” Marciniak points out. “These shims are in 25 micron increments. Regular equipment maintenance is critical to consistently attain the accuracy required for this step in the assembly process.”
High-Mix Assembly
Ford Van Dyke operates three main assembly lines that are fed by multiple subassembly lines. Transmission assembly is divided into a “dry” loop and a “wet” loop.
The dry loop assembles all internal components contained between the case and converter housing, such as gears and clutches, and some external components. The wet loop completes remaining components. In addition, the wet loop conducts leak testing and validation.
Assembly line layout consists of a pseudo horseshoe shape. The line is structured in a complete loop to allow pallet routing. Some assembly lines consist of a traditional circular pattern. Others weave in and out due to structure and floor space requirements
On most of the final assembly line, friction-powered roller conveyors are used to transfer pallets from station to station. However, some smaller parts are conveyed on a modular chain-driven pallet transfer system.
Parts kitting is used extensively to reduce errors and improve quality. Some parts are kitted in-house and others arrive from another Ford plant in Rawsonville, MI.
“Kitting reduces the potential of a misbuild,” says Linneburg. “It helps organize workstations by not allowing the operator to install incorrect parts. Kitting also reduces the chances of a bonus part and reduces congestion at workstations.
“There’s no need for gravity conveyors, silos, feeders or excess parts all over the floor,” adds Linneburg. “Kits are delivered to the final assembly areas on carts pulled by tuggers.”
Many workstations are equipped with jib cranes and lift-assist devices that enable operators to easily move heavy components and subassemblies on or off assembly lines.
The 2018 Assembly Plant of the Year receives parts from more than 120 suppliers. However, because steel gears are a key component in transmissions, they’re made at another Ford plant in Sharonville, OH, and then shipped to the Van Dyke facility several times a week.
Other components, such as the transmission case and converter housing, are machined in-house. Each has a number of combinations that support different model mixes. Variants are batch-built and transported to the assembly lines by automated guided vehicles (AGVs).
A fleet of 20 AGVs support the five machining centers and three transmission assembly lines. The flexible material handling system covers a variety of routes that can be easily reconfigured. The longest one-way route is 0.5-mile long and the shortest is 400 feet.
“Before using the AGVs, we would move material with long train carts that made first-in, first-out (FIFO) difficult, if not impossible,” says Colin Barry, material handling engineer. “The carts required people to stage large quantities of material in each of the machining centers and move large batches all at once. The AGVs now move material from the machining centers as it is produced and the material is stored according to FIFO, which is a great improvement.”
Ford Van Dyke operators use state-of-the-art art production tools to maximize throughput and ensure quality. Transmission assembly lines include a variety of both manual and automated processes, such as 79 fastening applications and 74 applications that involve press, distance and force monitoring.
Fastening plays a critical role in assembling transmissions. In fact, the typical unit requires more than 120 fasteners.
“Fastening is used to secure key components inside the transmission, the outer shell of the transmission and access ports for diagnostics,” says Krstovski.
“All of our fastening systems employ DC torque spindles with 100 percent torque and angle in-process monitoring,” adds Michael Reilly, process engineer. “We use both single-spindle processes and multispindle fastening systems.
“Usually, when multiple fasteners are being fed and torqued, automatic feeding and multispindle systems are employed,” explains Reilly. “When such feed systems are not needed and there are fewer fasteners, semiautomated single spindles with operators are used.
“Each DC spindle contains a strain gauge that measures torque while operating,” says Reilly. “Torque targets instruct the spindle to reach these parameters, including final torque and angle.
“There is a shunt calibration that occurs prior to every cycle that checks for torque while at rest,” Reilly points out. “If the torque is too great without any load, the spindle will fault. Additionally, there are procedures for validating the calibration of the spindle with external torque transducers.”
Advanced Assembly Tools
The 2018 Assembly Plant of the Year uses automation to streamline production processes and address quality or ergonomic issues. Ford Van Dyke currently has 84 robots and more than 500 inline machine vision applications that address error proofing, gauging and complexity issues.
For instance, robots and vision systems are used to dispense sealant. A six-axis robot applies a bead of room-temperature vulcanizing silicone at variable quantities, speeds and angles. The application is validated with a vision inspection system that ensures the correct path and width of the bead.
One of the newest robotic applications at Ford Van Dyke is located in a clean room that assembles sensitive components. The automated station features two high-speed delta robots that each insert seven tiny retention pins in a valve body subassembly that controls shifting.
“The pins retain solenoids that must be aligned with a groove and casting pin bores to allow the pin to fall into the bores without interruption,” explains Reilly. “The pins are fed automatically and drop vertically through the robot’s end-of-arm tooling while indexing. Positions are determined by a camera that ensures accurate positioning of the robot.”
Other robots in the plant are equipped with force monitoring sensors that enable gears and clutches to be correctly installed in transmissions.
“Force monitoring is used in installation applications where assembly requires some finesse to install and prevent damage,” says Krstovski. “Force is monitored in multiaxis directions and adjustment is made based on critical parameters defined within each cycle. This strategy provides a robust solution to component and part variation.
“Each installation is unique and mimics a human approach in automatic assembly operations,” explains Krstovski. “Having a predefined parameter provides consistent installation and removes the variation associated with manual assembly.”
“High-force (press-fit) applications utilize the same strategy of force monitoring to ensure the correct assembly of components without damage,” adds Richard Moore, engineering team manager. “The force technology is used in applications that require several adjustments, where typical X-Y-Z directions are unique based on part variation or to support flexible parts.
“One application is a multistage force control adaptive learning robot used to install clutches,” says Moore. “It requires the robot to make adjustments during installation of clutches into the transmission case. This requires very complex analysis of force and position as the clutch moves into the barrel of the transmission. The assembly is installed with a wave-like motion and it travels deep into the case.
“Gear installation is handled in a similar method and requires the same monitoring and adjustments,” explains Moore. “In the past, these parts were manually installed by hand. Human variation in assembly or damage to components have now been eliminated. This has decreased end-of-line part quality concerns such as NVH, which is a very critical customer satisfaction concern.”
Ford Van Dyke engineers have applied auto learning methodology on most force applications to improve robustness and accommodate part variation. The strategy starts with an initial parameter baseline determined by position, angularity, oscillation or speed.
Any of these parameters can be set up within a percentage frame window (inference space) and set up within the robotic application to determine an optimal setting. The auto-learn feature enables the robot to adjust parameters based on specified cycle counts. That feature reduces equipment faults, reduces cycle time and improves equipment reliability.
About the Award
The Assembly Plant of the Year award was initiated in 2004 to showcase world-class production facilities in America, and the people, products and processes that make them successful. There is no entry fee. All manufacturers that assemble products in the United States are invited to nominate their plants. The winning plant receives a crystal award and a commemorative banner.
The Assembly Plant of the Year award is sponsored by ASSEMBLY Magazine. The goal of the award is to identify a state-of-the-art facility that has applied world-class processes to reduce production costs, increase productivity, shorten time to market or improve product quality.
All nominees were evaluated by ASSEMBLY’s editorial staff, based on criteria such as:
•Have assembly processes been improved through the use of new technology?
•Has the plant improved its performance by making more effective use of existing technology?
•Has the plant taken steps to reduce production costs?
•Have new or improved assembly processes resulted in increased productivity?
•Has the plant used assembly improvements to reduce time to market?
•Has the plant boosted bottom-line profits and competitive advantage?
•Did operators play a role in the successful implementation of new assembly strategies?
•Has a product been effectively designed for efficient assembly?
•Has the plant attempted to protect the environment and conserve natural resources?
As winner of the 15th annual Assembly Plant of the Year competition, Ford Motor Co.’s Van Dyke transmission facility in Sterling Heights, MI, received an engraved crystal award and a commemorative banner.
Previous recipients of the Assembly Plant of the Year award were AGCO Corp., Jackson, MN; Bosch Rexroth Corp. (Fountain Inn, SC); Polaris Industries Inc. (Spirit Lake, IA); STIHL Inc. (Virginia Beach, VA); Northrop Grumman Corp. (Palmdale, CA); Ford Motor Co. (Wayne, MI); Philips Respironics (New Kensington, PA); Eaton Corp. (Lincoln, IL); Batesville Casket Co. (Manchester, TN); IBM Corp. (Poughkeepsie, NY); Schneider Electric/Square D (Lexington, KY); Lear Corp. (Montgomery, AL); Xerox Corp. (Webster, NY); and Kenworth Truck Co. (Renton, WA).
A nomination form for the 2019 Assembly Plant of the Year award will be available on ASSEMBLY's web site in early January.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






