Solutions for Small Rivets
With a shank diameter of 0.138 inch or less, small and micro rivets are ideal for assembling medical devices, PCBs, hand tools and many other products.

Jay-Cee Sales stocks nearly 10 million pounds of fasteners at its Farmington, MI, facility, including standard small rivets from numerous vendors. Photo courtesy Jay-Cee Sales & Rivet Inc.
A threaded fastener, the Avdel Rivscrew provides the speed of rivet placement, with the benefit of removability and reuse. Photo courtesy Stanley Engineered Fastening
Manufacturers in various industries use the BSV-125 machine to radially form small rivets. Photo courtesy Orbitform Group

The ER-O3U electric servo riveting unit precisely installs rivets up to 0.079 inch in diameter. Photo courtesy BalTec Corp.
Rebooting old TV shows with famous characters is all the rage in Hollywood these days. Should this movement ever take hold in manufacturing, Rosie the Riveter would be a perfect icon to reintroduce to the industry.
The Rebooted Rosie would use cordless tools in a Factory of the Future, of course. She would also show off her versatility by installing all types and sizes of rivets, rather than just plain solid rivets used to build airplanes. Two often-overlooked types she could showcase are small and micro rivets.
“Both small and micro rivets are fairly easy to install, and can be installed at a low, medium or high volume, with the right equipment,” explains Samir Custovic, North American product manager for blind fastening at Stanley Engineered Fastening. “The key is setup repeatability, so that the material holes are quickly aligned and the rivet properly inserted.”
Stanley offers one POP micro rivet and two types of small rivets, including the Avdel Rivscrew. This unique threaded fastener provides the speed of rivet placement, with the benefit of removability and reuse. It also eliminates the need for costly tapping or thread-forming operations, while creating a thread lock with higher vibration resistance than standard screws.
Rivscrews have a hex head, come in various lengths and configurations, and are compatible with metal, plastic, aluminum, magnesium, nylon and die-cast zinc. Optional tin-plated steel eases soldering and increases electrical conductivity. Removal is easily performed with a standard hex key.
Since 2020, a large U.S. automotive OEM and Tier 1 have been high-volume users of the Rivscrew. The Tier 1 uses several of the rivets to install backup cameras, while the OEM keeps inner-door plate assemblies in place with Rivscrews.
“The drive head on some of the small screws the manufacturer had been using often got stripped, so it looked into trying the Rivscrew,” notes Custovic. “Serviceability and simpler installation with pneumatic tools are equally important benefits for the company.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Trendy Fasteners
The increasing popularity of small and micro rivets is directly related to the miniaturization trend in manufacturing. In fact, engineers would have a hard time designing smaller gadgets and products without these fasteners.
Small rivets have a shank diameter of 2 to 3.5 millimeters (0.079 to 0.138 inch) and may be blind (open end), solid, tubular, semi-tubular or split. The shank typically doesn’t exceed 3 inches in length. Micro rivets have a shank up to 2 millimeters wide and 5 millimeters (0.197 inch) long.
Small rivets are made of steel, stainless steel, aluminum, brass or copper. Custovic says Stanley’s micro rivets have an aluminum head, with a steel or stainless steel mandrel. Stainless steel rivets are recommended for medical products due to its corrosion resistance.
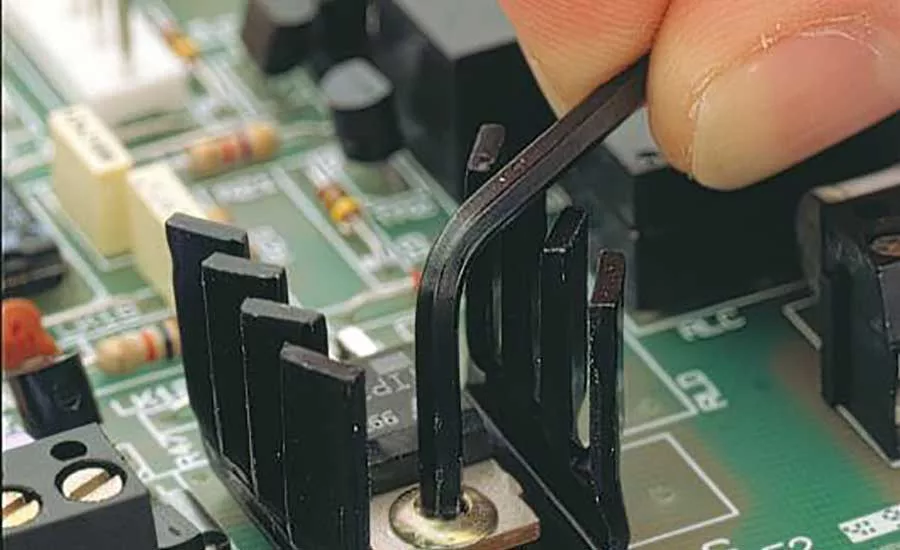
“Most of our customers install small rivets in medical devices, small electronics and jewelry,” says Denny Lytle, technical manager at BalTec Corp. “These companies prefer the permanency of a rivet vs. the possible loosening of a screw. The electronics companies especially like this benefit when fastening terminals in PCBs, not to mention the fact that small rivets are cheaper and install quicker.”
Bryan Wright, vice president of sales and marketing at Orbitform Group, says small rivets can be found in fuse breakers and blocks, lighting fixtures and electrical outlets. Companies that make HVAC ductwork are another big user.
“Companies that make hand tools, multi-purpose knives and switchblades love small rivets,” adds Wright. “The reason is because all of these products require very small pivot joints, and small rivets are great for that.”
“We sell small rivets to manufacturers in all major industries, as well as other distributors,” notes Allan Weitzman, vice president at Jay-Cee Sales & Rivet Inc., which has sold small rivets since the late 1940s. “No one industry dominates our sales of these rivets. Buyers range from makers of medical devices, ladders and folding chairs, to those that assemble barbeque equipment, trailers and automobiles. The latter use the rivets to join two pieces of sheet metal and make it as light as possible.”
Small rivets have few downsides. The main one, common to all rivets except the Rivscrew, is no disassembly. Rivets are a permanent fastener, making removal a challenging task, unlike a screw and nut. Limited shear and tensile strength is another, according to Weitzman. The smaller the rivet, the lower the shear and tensile strength.
Stanley’s micro rivets have a shear strength of 66 pounds and a tensile strength of 87 pounds, Custovic says. He also points out that, even though small copper rivets have higher shear and tensile strength, they tend to be used more selectively due to the material’s softness and susceptibility to damage.
Jay-Cee stocks nearly 10 million pounds of fasteners at its Farmington, MI, facility, including standard small rivets from numerous vendors. Upon request, the company can obtain small rivets with a custom head and shank diameter, material type and rivet length.
The minimum order size for custom rivets is typically 25,000 pieces, according to Weitzman. Companies buy standard small rivets in lots as small as 100, and as large as 1 million. He adds that the small-rivet market is stable, even though prices are going up this year—in some places by as much as 20 percent or more.
“Big box stores like Home Depot do offer small rivets, but usually just the blind type,” says Weitzman. “Equally important, their rivets are not made to the same standards or quality level as ours.”
Among Jay-Cee’s many small-rivet customers are companies that make seats and ladders. One seat manufacturer came to Jay-Cee several years ago looking for a smaller rivet.
“The rivet it had been using was at least three sizes too long,” recalls Weitzman. “We provided them with the proper size small rivet, which is installed with a pneumatic rivet gun, and it has saved them about 20 percent in rivet costs ever since.”
As for ladders, one manufacturer sought Jay-Cee’s help when the solid small rivet it was using sometimes slightly expanded and prevented pivoting. Weitzman says his company recommended replacing this rivet with a 0.1875-inch-shank-diameter semi-tubular one, which does not expand in a radial manner or interfere with ladder movement.
“Develop a strong relationship with your rivet supplier early on, and hold it accountable to consistently provide rivets that meet specifications,” recommends Wright. “This is crucial with small rivets, which typically have a tighter tolerance than standard rivets and cost more due to extra machining.”
Avdel SKK blind rivets from Stanley feature a mandrel that is pulled through during installation without leaving a loose head anywhere in the joint. The benefit of this, according to Custovic, is no rattling noise when the joint vibrates.
Featuring a zinc-plated steel body (top) and a coated-steel 0.118-inch-diameter mandrel, the double-countersunk-head rivet provides consistent clamp force and a flush setting surface on both sides of the application. Structural rigidity is another benefit, says Custovic.
“Rivet installation every 2 seconds is possible with our automated POP Rivet Presenter system,” notes Custovic. “Rear sheet tail protrusion of each installed fastener up to 0.016 inch is permissible. End-users can also request colored mandrels to quicken visual identification of different part sizes.”
The Ways of Installation
Like standard rivets, small rivets are installed with either traditional equipment (fitted with a custom nosepiece, jaws and jaw pusher), an impact riveter, a press or an orbital or radial forming machine. Equipment suppliers offer a wide range of manual, pneumatic, electric and battery-powered semiautomated tools, along with fully automated inline systems.
Light and versatile, manual pliers-like hand tools are generally limited to low-volume applications. Automated installation tools, such as pistol-grip rivet guns, offer greater pulling capacity and are better able to withstand the kick that is created when a rivet is set.
Inline riveters are designed for high-volume applications. They can be equipped with multiple heads that simultaneously install multiple fasteners, and be supplied with automatic feeding units that hold a large amount of rivets. In all cases, when blind rivets are installed, broken-off mandrels either fall to the ground or get moved by vacuum into a collection device.
Jay-Cee’s equipment lineup includes power rivet guns, pop guns and tools for blind rivets, pneumatic compression riveters, air hammers (with regulator), riveting hammers and impact riveters. The company also sells specialty tools for solid and semi-tubular rivets, and rivet nuts.
BalTec makes several radial forming machines for rivet installation. Radial riveting is a cold forming process that uses a peen tool on a rotating spindle. The tool moves at a 2- to 6-degree angle, depending on required tool length, and moves in a rosette pattern on the rivet head to knead the material at a constant speed and uniform rate into the desired form.
Lytle says many manufacturers use BalTec’s ER-O3U electric servo riveting unit in conjunction with a rotary indexer for medium-volume part assembly with small rivets. The ER-O3U has a slimline design (with internal cable routing) and provides advanced process control for precise installation of rivets up to 0.079 inch in diameter. It produces a forming force of 0.3 to 3 kilonewtons, with a linear stroke up to 100 millimeters.
The unit measures rivet position via two independent systems, and its servo drives monitor motor temperature to optimize performance. Spindle lubrication is ongoing and controlled by software.
Orbital riveting differs from radial in one fundamental way, according to Wright. The spindle moves material at different rates, with that near the rivet’s perimeter moving faster and farther than material near the center.
“Certain application factors determine whether radial or orbital forming is best to install a small rivet,” says Wright. “Radial is a good solution when the rivet is small, has a relatively long shank and is challenging to access and secure during the forming process. Orbital is the preferred riveting choice in almost all applications because the orbital machine costs less to operate and maintain.”
Orbitform’s BSV-125 and BR-240 models are quite popular among manufacturers that install small rivets. Regular users include companies that make medical instruments, electronics, and window and door locks.
Recently, a surgical stapler manufacturer was using a press to assemble prototypes of a new product. Testing indicated tightness and torque inconsistency on each of the device’s three stainless steel riveted joints from part to part. This occurred because the amount of force applied during rivet forming was causing the rivet shank to swell, resulting in deformity of some components in the joint stack.
“We were asked to perform additional lab testing and determine the best riveting process to achieve consistent functional requirements of the stapler joints,” recalls Wright. “Radial riveting proved to be the process of choice, exerting the minimal amount of downward and side load force to successfully form the rivets. The lab testing also showed that it is best to form each rivet separately, rather than doing all three simultaneously, as was done with the press.”
To meet the company’s production requirements for the application, Orbitform provided a BR-240 radial riveting machine with an X-Y fixture slide package. Assembly now involves positioning the stapler under the BR-240’s riveting head at each rivet position before hand-activating the machine to install the small rivet. Ongoing benefits include damage-free and consistent joints, along with maximum production throughput.
For Rivset fastener installation, Custovic recommends assemblers use Stanley’s battery-powered SB25PT-05. The tool quickly creates repeatable joints with high accuracy. Its standard features include a low-force single-finger trigger, ergonomic soft grip handle for operator comfort, and an LED light to ensure a clear sight line to the application.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




