The Power of Predictive Maintenance
Sensors and AI-based software help manufacturers eliminate unplanned equipment downtime.
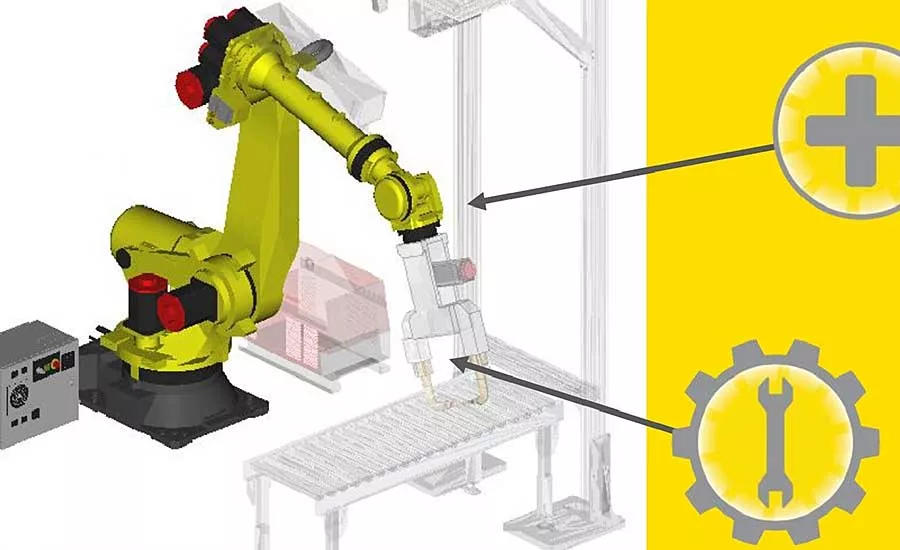
This graphic illustrates how the ZDT program works with a robot. The wrench indicates where on the EOAT the program gains data insight to recommend maintenance actions. The plus sign shows where predictive features are located.
Graphic courtesy FANUC America Corp.

IO-Link sensors, software and a base unit make up the Condition Monitoring Toolkit.
Photo courtesy Balluff Inc.

Cloud based, the Portable Monitoring System contains a condition monitoring sensor, a mobile gateway for data transmission and software to view data on any terminal device.
Photo courtesy Balluff Inc.

A sensor installed on this conveyor drive monitors vibration exposure to prevent drive failure.
Photos courtesy Balluff Inc.
Predicting the future isn’t what it used to be. It’s actually way better, and that’s great news for manufacturers.
This is definitely the case for maintaining equipment on an assembly line. Today, many types of warning systems enable manufacturers to take steps now to prevent dreaded unplanned downtime of robots, conveyors, motors, fans, pumps and other machines.
“Getting to the level of predictive maintenance is an evolutionary process for manufacturers, regardless of their specialty,” notes Will Healy III, global business strategy manager at Balluff Inc. “Right now, there is great interest in retrofitting equipment with sensors to perform condition monitoring as a means to implement predictive maintenance. The next step is using equipment with integrated smart sensors and artificial intelligence. These technologies also enable prescriptive maintenance, which uses machine learning to help companies specifically adjust their operating conditions for desired production outcomes.”
Nearly two years ago, Balluff engineers faced an interesting maintenance challenge: Help a large automotive tier one supplier keep its old, chain-type conveyor up and running. The conveyor features multiple synchronized drives, is nearly 2,000 feet in length, and moves large metal structural components across the whole width of the plant, according to Healy.
“Because the drives are fully synchronized, when one goes down, the conveyor chain buckles and crashes, causing major production downtime,” explains Healy. “We installed a sensor on each drive to monitor its vibration exposure. When excessive vibration in the gearbox alerted maintenance to a drive failure, the manufacturer performed a controlled shutdown, thereby preventing a major machine crash.”
Equipment maintenance has come a long way in a long period of time—from the Industrial Revolution to the Industrial Internet of Things (IIoT). The standard approach for many decades was reactive maintenance, or fixing things after they start to negatively impact production. Then came preventive maintenance, where the goal is to prevent machine failure (due to fatigue, neglect or normal wear) in between scheduled maintenance times.
Now it’s time for manufacturers to enjoy the many benefits of predictive maintenance. Through standard sensors and AI-based software, companies can maximize equipment uptime, target specific components that need attention (resulting in more time-efficient maintenance) and lower equipment lifecycle costs through improved performance and extended equipment life.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Currently, a small percentage of manufacturers have implemented predictive maintenance. But, it’s safe to say that that number will increase when non-practitioners find themselves losing market share to competitors that offer higher throughput and make better products.
Up-and-Running Robots
Where robots are concerned, the key to obtaining predictive maintenance’s numerous benefits is connectivity. Without it, no real-time, process-related data can be obtained from various sensors embedded in controllers, robot arms and end-of-arm tooling.
One of the first robotic predictive maintenance applications of the IIoT occurred several years ago in the auto industry when General Motors teamed up with Cisco and FANUC America Corp. to launch a zero downtime program. Called ZDT, the predictive analytics service identifies potential failures so engineers and plant managers can schedule maintenance and repairs. This prevents unexpected breakdowns during production, thereby saving manufacturers time and money.
“ZDT works well because FANUC is vertically integrated,” explains John Tuohy, national account manager at FANUC. “The service also uses binary code for quick and simple calculations. Before introducing ZDT, we provided manufacturers a few weeks advanced notice for required maintenance. Today, we provide as much as much as six months notice, and schedule maintenance at the customer's convenience.”
According to Tuohy, the ZDT program has proven to be quite successful over the last several years. He says that about 30,000 robots worldwide are connected to the system.
Automotive manufacturers represent the largest group of ZDT users. Others include companies in the aerospace, white goods, packaging, and food and beverage industries.
“The objection I hear from customers that are hesitant to invest in ZDT is that they don't need it since their FANUC robots work so well and often exceed the suggested mean time between failures (MTBF),” notes Tuohy. “For our industrial robots, the MTBF is 100,000 hours or 10 years, while, for cobots, it’s 80,000 hours or 8 years.
“However, we point out to end-users the other benefit of ZDT, which is its ability to extract ERP process data to accurately determine production throughput,” continues Tuohy. “By leveraging this data, a manufacturer can be sure its robot is running optimally.”
Within each customer’s plant is a ZDT data collector, or a virtual machine, that securely transfers messages from the robots to FANUC’s ZDT data center in the cloud. There, FANUC's analytic programs carefully review the data for any potential problems.
“If a statistical abnormality appears, ZDT automatically notifies our service team, and it provides the customer with recommended actions to confirm and correct the issue,” says Tuohy. “Regardless of whether that customer is a manufacturer or integrator, obtaining this insight may be enough to improve the robot’s productivity.”
For customers with operations in multiple states or even overseas, ZDT combines robot data from all locations into one dashboard so managers and engineers can remotely check equipment status and support local maintenance personnel. According to Tuohy, the more FANUC knows about what’s going on inside a robot, the better it can understand all of the elements around the robot that affect a manufacturing process.
He also acknowledges that manufacturers that implement ZDT may or may not need to replace their older FANUC robots. This is because many older models can be enhanced with ZDT, but newer models are better able to maximize its predictive maintenance capabilities.
KUKA Robotics offers its own cloud-based data analytics and intelligence platform, which is called KUKA Connect. It monitors things like arm speed and load, and predicts how projected maintenance cycles are affected by various assembly applications.
Other benefits include being platform agnostic, vertically scalable, fast reacting and easy to operate. The latter capability stems from its web interface that requires no software to be installed, and connects to any mobile device from anywhere at any time.
A subscription-based platform, KUKA Connect enables manufacturers to take advantage of comprehensive production data, innovative manufacturing processes and flexible networking components. The Lite version of the platform provides access to information about each KUKA robot’s functionality. Upgrading to Connect Plus gives users full access to real-time notifications and exportable reports.
Conveying Key Information
“Conveyor users have two options when it comes to predictive maintenance,” explains Mike Hosch, vice president of industrial business at Dorner Manufacturing Corp. “The most popular approach is to mount third-party sensors at various points on each conveyor and have the sensors feed real-time data to a PLC or master device. The types of data obtained are often related to belt speed, hours of operation, motor vibration and amperage draw, and bearing temperature.”
Less popular among manufacturers, at least to this point, is what Hosch calls ‘Level 2’ predictive maintenance. At this level, one or more conveyors are equipped with integrated sensors, which work in conjunction with software or artificial intelligence to provide performance data and more. This advanced data-gathering setup also enables the plant manager to easily and continuously monitor all conveyors in a facility on an iPhone or other smart device.
“To increase the amount of manufacturers implementing Level 2 predictive maintenance, conveyor suppliers must meet two big challenges,” notes Hosch. “One is convincing customers that, even though sensor-integrated conveyors cost more, they will increase production uptime in both the short and long term.”
At the same time, suppliers must lessen customers’ data-security concerns when using such technologically advanced conveyors. According to Hosch, this requires answering the key questions that customer IT staffs have related to data sampling. For example, how often will it be done (every 5 seconds, 30 seconds, 2 minutes, etc.) and how secure will the data be each time?
“Predictive maintenance is similar to preventative in that both require maintenance personnel to pay regular attention to conveyors,” says Hosch. “The real difference is the predictive model requires that the maintenance staff be better trained.”
Hosch says that, ideally, training should include more than one on-staff employee. This way, if a conveyor goes down, at least one person with proper training is always available. Another good practice is making sure all maintenance staff is present whenever a conveyor audit is performed and predictive maintenance is implemented.
Hosch acknowledges that manufacturers sometimes add external sensors to the Dorner 2200 and 3200 series of belt conveyors, even though they require low maintenance from day one. This is due to both models featuring precise rack-and-pinion belt tensioning and sealed-for-life bearings. The 3200 series also offers modular and spliced standard belts that allow for quick belt changing.
In 2020, the global data analytics and advisory firm Quantzig implemented predictive maintenance for a European conveyor-belt manufacturer and service provider. Quantzig was hired to help the company make sense of the large volumes of data it received from customers who obtained it from sensors mounted near belts in operating conveyors.
The client wanted to switch from reactive to predictive maintenance to curtail risks and identify belt-performance problems before they occur. Quantzig helped them achieve this goal in three steps.
The first was teaching them the importance of establishing and monitoring all assets’ conditional baselines. Quantzig’s experts then harnessed data from every sensor and created time-series modeling combined with machine learning.
Finally, Fourier and Support vector machine algorithms were used to transform the data into a predictive analysis that generated specific maintenance alerts and recommendations. The end result of all this work is one that makes the manufacturer quite happy: A four-year increase in wear life, on average, for each belt it makes.
Monitoring Other Machines
The performance of a wide range of assembly line equipment, besides robot and conveyors, can be optimized through predictive maintenance. This equipment includes motors, pumps, fans and compressors.
Balluff offers three products that let manufacturers implement predictive maintenance through machine retrofitting. The company’s IO-Link sensors, for example, bolt onto any machine and obtain real-time data related to operating hours and remaining service life. Healy cites CNC machines, stamping presses, gantry cranes and welding exhaust fans as common applications.
These IO-Link sensors are also available as part of a Condition Monitoring Toolkit, which includes software and a base unit. Data visualization and plug-and-play commissioning are possible with the kit, so long as the retrofitted machine has 24-volt power and a plant network connection point.
Product three is a cloud-based Portable Monitoring System. It contains the BCM condition monitoring sensor, a mobile gateway for data transmission via mobile radio, and software for visualizing data on any terminal device. Healy says the system comes preconfigured to digitally and efficiently monitor pumps, fans, motors and machine tools.
“An important factor in understanding predictive maintenance is the P-F curve, or the three-domain interval between the detection of a potential failure (P) and the occurrence of a functional failure (F),” says Healy. “In the proactive domain, the failure is relatively far off, as the machine may still be new. The failure may still be far off in the predictive domain, but symptoms are emerging with relatively early warning signs. Timely action may be taken, such as replacing failing equipment, before catastrophic failure occurs. Without action, one enters the fault domain, where failure is occurring or inevitable, and symptoms indicate immediate action is needed.”
Modules in the Festo Automation Experience (Festo AX) software rely on AI-based condition monitoring to achieve predictive maintenance of components, machines and systems. Frank Latino, a product manager for electric automation at Festo Corp., says the Maintenance module lets companies use devices and sensors to gather data from pneumatic and electric actuators, valve manifolds, and switches on pneumatic clamps that hold parts in place at workstations.
“Festo AX requires a short AI training phase and the input of system algorithms, along with human input, into the software’s analysis function while data is collected from the factory floor,” explains Latino. “This data is evaluated either at the edge of a network, or in the cloud using Microsoft Azure, Amazon Web Services or other similar services.”
According to Latino, the main benefits of the Festo AX Maintenance module are greater uptime and a 20 percent reduction in time spent doing maintenance. Root cause analysis also helps manufacturers specifically identify the systemic causes of each maintenance problem.
As a general rule, motor temperature is often a good indicator of how efficiently a machine or assembly line is operating. A 20-degree spike in motor temperature, for example, could indicate that some mechanical transmission components need to be serviced or replaced.
Yaskawa AC drives control motors. They also simultaneously use visualized data to detect anomalies and predict machine failure via the motors.
Some companies use one or more drives to monitor fans on the assembly line. In that case, the drive constantly monitors and detects the current amount of filter clogging and accumulated contamination. When necessary, the drive notifies the operator to clean the filter.
Pumps and compressors can be monitored as well. Air entrainment in, and dry running of, a pump can cause the drive to notify the operator of a possible failure due to either condition. As for compressors, liquid return on freezers or chillers on which a compressor is mounted will often change the input frequency pulsation. Should this happen, the drive will tell the operator that it’s time for compressor maintenance.
“Companies often keep equipment much longer than their stated service life, so there’s definitely a benefit to implementing predictive maintenance,” says Healy. “Machines that are made to work 5 to 7 years, sometimes end up being used for 25.
“The shortage of workers, in general, and maintenance professionals, in particular, should increase the implementation of predictive maintenance,” concludes Healy. “But, what will really drive it forward is when plant or mid-level managers promote it, and executives with influence and budget authority push it through to make it a reality.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





