Options for Semiautomatic Dispensing
Handheld, powered dispensers provide the answer to many assemblers’ needs.

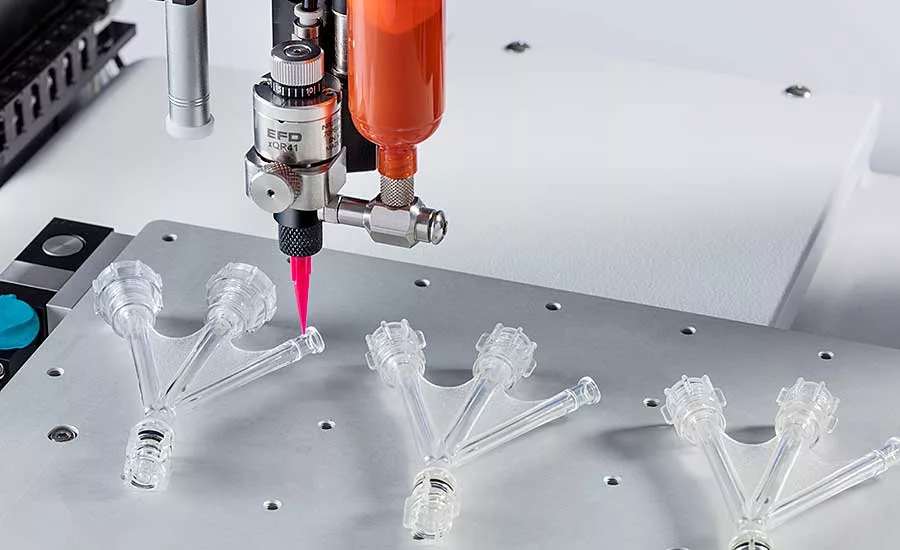
Certain types of adhesives are more prone to waste than others. Photo courtesy Nordson EFD

Operators don’t always utilize all of the functions of a handheld dispenser. Photo courtesy Dymax Corp.

Some operators prefer the look and feel of pistol-grip dispensers. Photo courtesy Techcon Systems

Dispensing pens are suitable for manually dispensing continuous beads or applying dots of low-viscosity fluids in noncritical applications. Photo courtesy Fishman Corp.
Waste can vary based on the type of material being dispensed, the size of parts and even the type of industry. Photo courtesy Nordson EFD

Handheld tools are ideal for dispensing adhesives, fluids and pastes on delicate parts that require a high degree of touch. Photo courtesy Nordson EFD
Robotic dispensing equipment is an ideal way to increase productivity, enhance quality and prevent rejects. However, these capabilities come at a cost that can’t always be justified. For low-volume production, and applications that don’t have critical dispensing specifications, handheld, powered dispensers provide the answer to many assemblers’ needs.
Some assembly applications simply demand manual dispensing equipment. That’s especially true for companies that make products such as airplanes, boats, furniture, medical devices, musical instruments, recreational vehicles, signs, speakers, tractors and truck trailers.
Dispensing Options
Handheld tools are ideal for dispensing adhesives, fluids and pastes on delicate parts that require a high degree of touch. Assemblers working in tight or confined spaces also rely on manual dispensing equipment.
Handheld dispensers are available in both palm and pistol-grip configurations. They range from basic, manual units that rely totally on the operator to control dispensing, to more sophisticated units that allow the user to program dispensing time and pressure settings.
Dispensing pens are suitable for manually dispensing continuous beads or applying dots of low-viscosity fluids, such as cyanoacrylates, in noncritical applications.
Air-powered dispensers are popular for most handheld applications, because operators can accurately control the amount of adhesive applied within a very reasonable tolerance. Positive displacement dispensers are primarily used for fluids that can change viscosity over time, such as two-part epoxies.
“Some assembly applications just don’t lend themselves to using automated dispensing equipment,” says Tom Muccino, zone manager at Nordson EFD. “For instance, catheters and IV sets often use delicate parts that require a high degree of touch. Pacemaker leads that use thin-gauge wires are also typically assembled with handheld dispensers.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“In addition to medical devices, handheld dispensing equipment is popular for applications as diverse as automotive sensors, fiber optic ferrules, signs, speakers, truck trailers and wearable electronic devices,” adds Can La, director of product management at the Techcon division of OK International. “We also see a lot of demand in the aerospace industry, where assemblers are working in aircraft fuselages and other tight or confined spaces.”
“Manufacturers in all industries are looking for adjustable dispensers that are easy to load and unload, with built-in regulators and visual indicator viewing,” claims Cliff Ellsworth, sales and dispensing product manager at Ellsworth Adhesives. “Universal, one-size-fits-all designs that fit many types of cartridges are becoming more popular. There’s also a trend toward lightweight tools that are ergonomically designed to accommodate many types of operators.”
“The basic dimensions of handheld equipment haven’t changed much in recent years,” adds Omar Regalado, director of global sales at Fishman Corp. “Engineers still have several options to choose from, including dispensing pens and air-powered or positive displacement dispensers.”
“Manufacturers should always look for ways to dispense smaller quantities of adhesive and more consistently accurate dots,” says Muccino. “However, we’re now seeing more demand for Industry 4.0 technology that enables handheld dispensers to be connected so that engineers can collect and analyze various production parameters. Collecting statistical process control data is increasingly important for quality initiatives in many industries, especially electronics and medical devices.”
Mistakes to Avoid
Operators don’t always utilize all of the functions of a handheld dispenser. “I’ve been in many different facilities where I walk along an assembly line and see all of the operators using dispensers set in the ‘manual’ mode vs. the ‘time’ mode,” says Muccino.
“With the latter, you can set parameters such as pressure and dispense time,” explains Muccino. “With the former, the operator controls how much material they apply. Assemblers keep their foot on the pedal until they think they’ve dispensed enough fluid or paste. Essentially, it’s a glorified manual process similar to using a hand syringe, a squeeze bottle or a toothpick.
“When I inquire about this type of situation, the answer I usually get from supervisors is ‘our operators like to have control over how much they apply,’” notes Muccino. “However, if they don’t utilize all of the features that a dispenser has to offer, that’s actually counterintuitive. It defeats the reason why most manufacturers purchase a dispenser—to provide the precision and control necessary for an assembly application.
“The manual mode can lead to waste and excessive fluid application,” warns Muccino. “The more excess you apply, the longer it takes a joint to harden and cure, which can affect process time and throughput. It can also lead to quality issues due to rejected parts.”
According to Muccino, waste is one of the biggest challenges typically associated with manual dispensing. A common mistake operators make is applying excess material to each part.
Dispensing is inherently wasteful. Some waste is unavoidable. Every dispensing process is going to have some kind of material waste, whether it is the priming of a pump or material left in supply vessels or hoses. For example, a small amount of unused adhesive will always remain inside a mixing nozzle at the end of a run.
Adhesive comes in some kind of a container, such as a bucket, cartridge, drum, pail, squeeze bottle or syringe. There’s always some efficiency loss, due to leftover material.
While waste is associated with dispensing, there are ways to minimize it. Often, excessive waste can be avoided through operator training or by investing in automation. Fortunately, suppliers of dispensing equipment have developed ways to address the issue.
Eliminating Waste
More waste typically occurs with two-part adhesives, such as epoxies. Waste also occurs more frequently when bonding small parts that require less adhesive.
Sometimes, assemblers simply use the wrong type of components for their application. For instance, choosing the correct tip can make a big difference.
“Using the right components can alleviate a lot of down time, due to issues such as clogged tips,” says Muccino. “Tips are one of the most important parts of a handheld dispensing system.
“To maximize the benefits of the equipment, you need to use the correct type of tip,” Muccino points out. “A tapered tip is better for thicker fluids, such as epoxies or soldering paste. On the other hand, a Teflon-lined tip is better for dispensing cyanoacrylates.”
“The type of valve used can also make a big difference,” adds Techcon’s La. “Using the wrong type of valve can result in accuracy and repeatability issues.
“Low viscosity materials, such as cyanoacrylates or UV adhesives, work better with needle- or diaphragm-type valves,” explains La. “High viscosity materials, such as grease, silicones or solder paste, need a spool valve that can suck back excessive material from the needle.”
Another common mistake with handheld dispensing occurs when filling syringes. Traditional filling techniques often cause problems.
During the syringe filling process, most operators will fill through the large end of the syringe and then insert the piston. That forces them to vent the air trapped between the piston and fluid.
According to Fishman’s Regalado, the problem with this approach is that assemblers either have a small bubble of air or they go too far pushing fluid past the piston seal, which eventually allows fluid to leak past the piston.
An air pocket that passes through the dispense tip can “spit” and result in an incomplete dispense, which will result in a rejected part. Air pockets will cause a spring-like compression in the fluid forcing an extended stroke length that increases cycle time.
An alternative approach to syringe filling is to purchase syringes with the piston preplunged to the bottom of the syringe and filled through the luer lock or the small end of the syringe. This way, a 90-degree luer to luer adapter can be attached to the syringe filling system.
“There was definitely more waste a decade ago,” says Nordson EFD’s Muccino. “Recent improvements to both dispensing components and dispensing equipment have achieved a higher degree of precision, which minimizes waste.”
According to Muccino, choosing the wrong type of adhesive dispensing components can create waste. “For example, there are a number of different pistons that can be used for any dispensing application,” he points out.
“The choice of piston an operator uses can make a big difference in the amount of waste in the application,” notes Muccino. “Using air-powered dispensers with inaccurate air regulators can contribute to the waste. Dispensers equipped with precision regulators [will produce] the most accurate dispense.”
“Improvements have occurred in the past 10 years,” adds Jamie Ellsworth, president of KitPackers. “There is now [more interest in reducing] waste for both environmental and cost reasons. To maintain quality, worker safety and reduce waste, better dispensing equipment is being used and less manual mixing is being employed.”
Waste Variables
Several factors create waste in adhesive dispensing applications. For instance, a certain amount of oozing or dripping will occur after every dispense.
Another common source of waste is applying excess material to each part. That type of operator error is often associated with manual assembly applications.
Waste can vary based on the type of material being dispensed, the size of parts and even the type of industry. Certain types of adhesives are also more prone to waste than others.
More waste also typically occurs with two-part adhesives.
Materials that are reactive, such as two-component epoxies, will require periodic mixer change outs or purging of materials to maintain fresh material in dispense nozzles. Other adhesives that create more waste are single-component moisture or heat-cure materials like silicones and the isocyanate portion of polyurethanes.
“Any dual-component adhesive, regardless of chemistry, is going to have more waste than a single component adhesive,” says Ellsworth. “Moisture-sensitive adhesives like polyurethanes will potentially have more waste if precautions to protect them from moisture are not taken.
“With dual-component adhesives, most waste arises from manual weighing and mixing in batches and trying to get it into or onto a part during its work life,” Ellsworth points out.
“With a manual application, it is also more difficult to apply the correct amount of adhesive,” explains Ellsworth. “There is an optimum bond line thickness and any additional adhesive used is waste.
“Dual-component adhesives with very short work lives also create more waste, because the static mixer needs to be purged or the adhesive is too far advanced to be applied,” adds Ellsworth.
Exactly how much waste occurs during adhesive dispensing depends on several variables.
“There will always be about 2 percent to 3 percent of the adhesive that will remain in the original container,” claims Ellsworth. “The thicker the adhesive, the higher the loss due to [material clinging to the sides of] the container.
“If the adhesive needs to be repackaged into cartridges for dispensing, then you waste another 2 percent to 3 percent in the filling equipment for setup and adhesive left in metering valves and cylinders,” says Ellsworth.
“If it is a dual-component adhesive, then you will have additional waste in the static mixer and material purged to obtain phasing,” explains Ellsworth. “With meter-mix equipment, you waste material in calibration and setup. The highest cumulative waste we encounter is 10 percent, but our goal is more like 5 percent by weight.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





