MES Boosts Output by 50 Percent at RV Supplier

Operators log into their workstations and follow detailed assembly instructions that include photos and videos. Photo by Austin Weber
Elkhart, IN, is the recreational vehicle manufacturing capital of the world. It is home to a who’s who of companies that mass-produce campers, motor homes and trailers in an endless variety of colors, shapes and sizes.
Many of those firms depend on MORryde International Inc., a local supplier of suspension systems, cargo trays, entry steps, hitches, pin boxes and other metal components used by both OEM and aftermarket customers. While the company is well-known for its RV chassis modification expertise, it also makes parts and subassemblies that are used for other applications, such as agricultural implements.
MORryde is a vertically integrated company that specializes in metal fabrication and assembly. In addition to bending, cutting, stamping, riveting and welding thousands of aluminum and steel components every day, it also operates one of the largest powder-coating lines in the Midwest.
With 13 plants comprising more than 900,000 square feet spread out over four campuses, the family-owned company has tripled in size over the last 10 years. However, finding and retaining assemblers has been difficult, especially when the cyclical RV industry is booming.
Several years ago, the 58-year-old firm began experiencing quality issues related to improper tightening of fasteners, so it initially sought new technology for better torque control. Ultimately, however, the answer wasn’t better tools, it was paperless work instructions. Digital workstations and manufacturing execution system (MES) software resolved the quality problem and enabled MORryde to boost productivity.
“We specialize in high-volume, custom assemblies,” says Greg Whitt, process improvement engineer at MORryde. “Sometimes, we’ll only manufacture a product for a short amount of time, such as six months or less. A lot of our challenges are due to the diversity and variation of our products. We need to be able to communicate to the production floor in a way that operators can easily understand.”
While attending a trade show in Chicago several years ago, Whitt and his colleagues discovered an affordable system designed for small- and medium-sized manufacturers with high-mix production environments.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
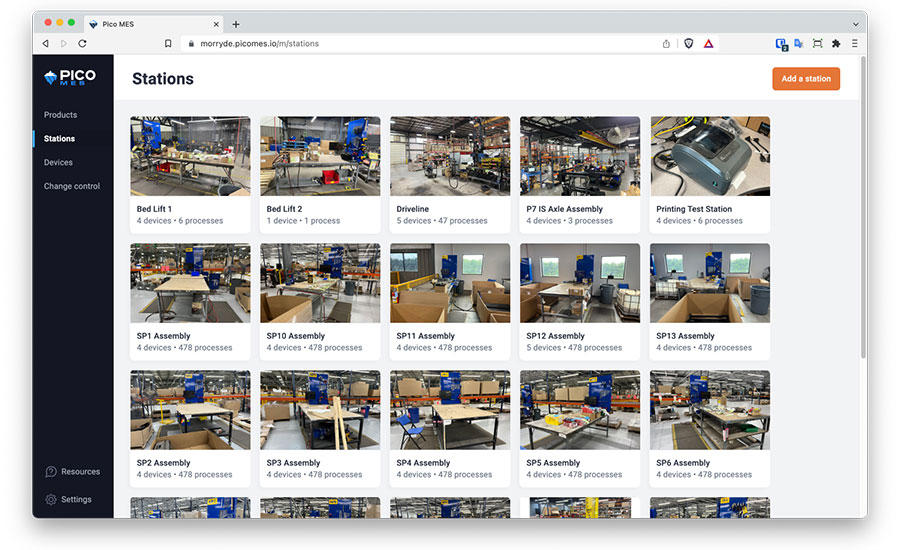
Pico MES is a no-code, software platform that creates a digital twin of assembly processes and integrates with an unlimited number of factory tools to directly boost efficiency and output. The easy-to-use system is designed for the average factory worker.
Quality Control
MORryde implemented Pico MES two years ago in its chassis conversion department to improve quality. According to Whitt, reinstallation of drive shafts on modified suspension is a complex, multi-step operation. When adding new operators to this workstation, he noticed a problem—there was inadequate torque control for critical fasteners.
The root cause of this quality issue was a reliance on hands-on experience, paper-based work instructions and “tribal knowledge.”
MORryde has a variety of workstations and fastening tools connected to the Pico MES system. Photo courtesy Pico MES
“Most of our work instructions had been hard-copy travelers for a very long time,” says Whitt. “Our operations needed to be better documented.
“In the past, we traditionally communicated to operators with a two-dimensional, black-and-white, engineering print,” says Whitt. “However, paper work instructions can only carry so much information. They're very limited, especially when you get into any complex assemblies, as far as order of operations.
“With the Pico MES system, we can use color pictures and embedded videos,” explains Whitt. “It’s also much easier to make updates, changes and revisions. Even if an operator is in the middle of a build, they can receive new information. Plus, we can add a lot more details or insights. The quality of the digital images is now much better than on paper, and operators can zoom in on pictures to view details.”
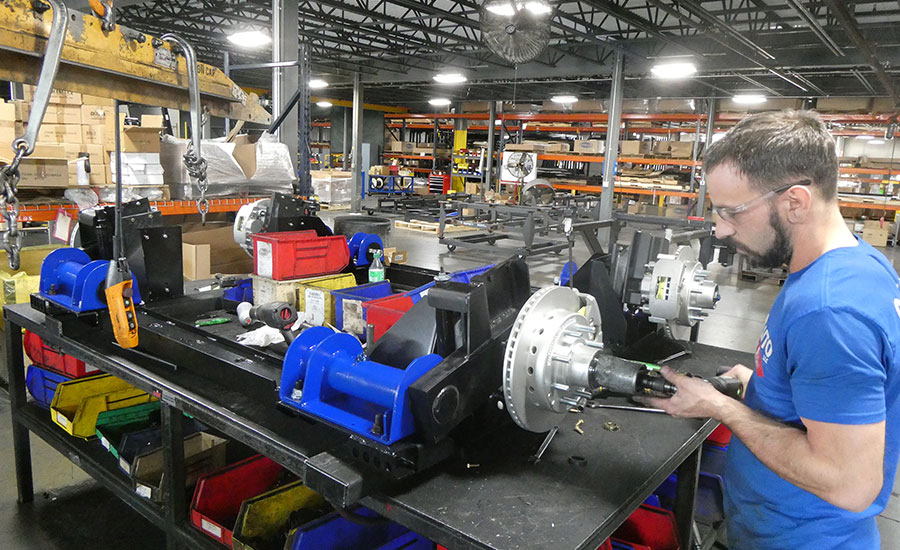
An operator uses a cordless tool to assemble independent suspension axles for RV trailers. Photo by Austin Weber
After seeing immediate results with the initial deployment, MORryde quickly expanded the system into its general assembly department, where more than 1,000 part numbers are digitized and managed for hundreds of different specialty products. Whitt discovered that the manual workstations were gaining efficiencies from the new controls, measures and instructions.
After the first 18 months, the results were impressive. More than 500 complex assembly processes were converted from paper to digital, with a seamless integration between Pico MES and the existing ERP system. Above all, productivity improved by 50 percent.
MORryde has been slowly expanding the system to other parts of its operation, creating a digital thread for data collection and continuous improvement. The company currently has 18 workstations in use, with several more in the process of being connected.
The newest application is located in the aluminum frame department where operators join extrusion profiles using 3/8-inch rivets. Because it’s a relatively new product, Whitt anticipates that the digital work instructions will be well received.
“The color pictures and step-by-step work instructions improve productivity and reduce set-up time, which is especially helpful when dealing with new products such as the aluminum frames," says Whitt.
“In other parts of our factory, digital work instructions have required somewhat of a culture shift,” explains Whitt. “That’s because many operators are comfortable using traditional paper-based work instructions. Many of the places where we have implemented the system already were workstations that involved veteran operators and existing products.
“Some people have been reluctant to use the paperless system at first, because it involves learning a new way of doing their job,” Whitt points out. “But, once they see the benefits, they accept it.”
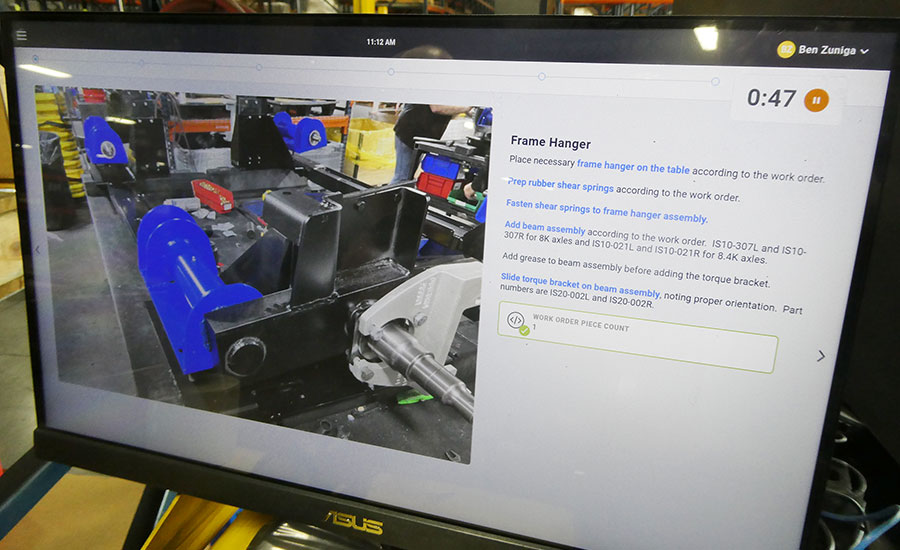
Digital work instructions guide every step in the assembly process. Photo by Austin Weber
Numerous Benefits
Pico MES has helped MORryde address turnover issues and new employee onboarding. The system is easy to learn, and provides the visual tools and resources that new employees need to do their job well.
“It can take up to two months to train new operators in some of our departments,” says Whitt. “There are a variety of things that someone can unintentionally not do the right way. The new system helps address that by shortening training time, while providing long-term quality assurance and less need to constantly check their work.”
The digital work instructions guide every step in the assembly process. In the background, Pico MES logs the actions taken and the time to complete them for both traceability and process improvement.
One of the biggest advantages of the system is its connected tooling feature. Even though MORryde assemblers use air and cordless fastening tools from a variety of suppliers, including Atlas Copco and Ingersoll Rand, all torque values and other key parameters can be collected for error proofing and traceability.
Driven by process data embedded in the work order’s instructions, the system guides the operator to the correct fastener location, activates the tool to provide the correct torque, validates the applied torque, stores the data for each fastener and then disables the tool when completed.
Eliminating fastener torque issues was a long-awaited win for Whitt and his engineering colleagues. But, the biggest advantage is that their operations now have a baseline for improvement.

MORryde’s newest Pico MES application is located in the company’s aluminum frame assembly department. Photo by Austin Weber
“[Before Pico MES], we didn’t have feedback loops for production rates,” explains Whitt. “The only way to uncover the inaccuracies in our work plans would have been through labor-intensive time studies. Now, there’s so much information from a time study standpoint and from having a feedback loop of how production is actually going on the floor.
“Pico MES has been easy to adopt across our assembly area,” claims Whitt. “It serves as a guide in the background, providing incremental productivity gains that culminate into larger efficiency gains. We now ask the question: ‘Where else can we use [the system] to capture value?’
“We keep finding new applications,” notes Whitt. “For instance, we’re looking at how to use it for preventative maintenance applications. There’s a lot of tribal knowledge in that realm that we hope to digitally document.
“There are also opportunities to improve our quality inspections,” adds Whitt. “We do a lot of first-piece and in-process checks. We’ve done some exploring on how to integrate it with Pico MES.
“Right now, our first-piece check process uses a little green tag with a wire tie attached to it,” says Whitt. “The quality inspector fills it out with data such as part number, date and work order number. Traditionally, if there’s a problem, our quality alert system consists of a hard-copied document.”
Learn about new products for aerospace assembly
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






