Optimizing Parts Bin Layout
Engineers must minimize excessive movement while maximizing productivity.

Putting parts at an angle allows for easy resupply from behind the workstation, separating the value-adding assembly tasks from the nonvalue-adding material handling tasks. Photo courtesy Bosch Rexroth Corp.

Bins should be placed within easy reach of operators and should have grab ledges to make it easy to pick up small parts. Photo courtesy Bosch Rexroth Corp.

Shallow work surfaces and bin-holding extensions help reduce reach. Photo courtesy Production Basics
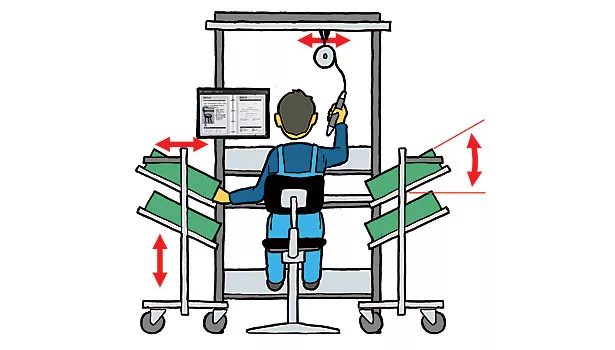
Parts bins placed on rolling shuttles can be positioned in the ideal spot for an assembler. Parts shuttles can be easily replenished by simply rolling a new shuttle into position. Illustration courtesy Bosch Rexroth Corp.

Parts bins should be presented to assemblers based on the frequency of parts use. Photo courtesy Creform Corp.
Parts bins have been synonymous with assembly lines ever since the mass-production process was pioneered by Ford Motor Co. engineers 100 years ago. Back then, bins were located under the assembly line and operators had to reach down repeatedly to pick up fasteners, nuts and other components.
Today, part racks and bins are located in many different places on assembly lines. Whether they’re positioned over, under or next to workstations, it’s important to minimize excessive movement while maximizing productivity.
Engineers must ensure that the parts retrieval process benefits both assemblers and material handlers. “Optimizing bin layout [requires] a careful balance that considers weight, shape and throughput,” says David Scelfo, Flow Cell product manager at UNEX Manufacturing Inc. “Items with the greatest throughput should be given ergonomic priority, while heavier items can be located lower and slower items placed higher.”
Unfortunately, material movement is not something that manufacturing engineers pay too much attention to. “It’s often the last thing people think of when setting up a workcell or assembly line,” claims Rick Harris, president of Harris Lean Systems Inc. “Sometimes, there is conflict between material engineers and manufacturing engineers. There are lots of personal opinions about the best way to position parts bins.”
According to Harris, different philosophies exist between manufacturers. “There’s a big difference in line-side delivery philosophy between General Motors and Toyota,” he explains. “You’ll find forklifts in GM assembly plants, but not at Toyota.”
Frequency of Use
Parts bins should be presented to assemblers based on the frequency of parts use. “Large, bulky items, such as housings or frames, should be placed within an arm’s length of the operator,” notes Kurt Greissinger, industry segment manager at Bosch Rexroth Corp. “These are items that may only be used once per assembly. This area may also include empty parts bins or movement of product to the next operator in line using the shoulder and torso.”
The next frequently used parts should be closer to the operator. Gross motor movements and one-handed grabs for parts or tools occur in this zone.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Small parts that are used frequently, such as O-rings and fasteners, should be placed within a two-handed reach zone. “This zone is ideally 325 millimeters in diameter from the front and center of the workstation,” explains Greissinger. “This allows the parts to be within the field of view of the operator and allows for fine motor movements of fingers and hands.”
Assemblers should always help determine the way that parts bins are positioned. “Engineers who work closely with operators on bin layout are the most successful,” claims Erica Rice, vice president of marketing at Production Basics. “Operators know what they want at their workstation, how the [assembly] process works, and what’s involved with handling the product.
“The individuals on the floor are amazing resources that are often underutilized,” adds Rice. “The best parts bin layouts are a combination of careful analysis by process engineers, practical information from operators and quality workstation products.”
When analyzing assemblers, Harris argues against using a stop watch. “I prefer to count work motions,” he points out. “Each reach should be no greater that six-tenths of a second.”
Once the workload is balanced and the assembly process is broken down into segments based on time and physical space, engineers should start studying the placement of materials. “You need to divide all your parts into two categories: common and unique,” says Harris. “Typically, you should keep two hours worth of line-side parts.”
“It makes sense to set an amount-of-inventory goal based on hours of production, such as two or three hours of inventory on the line,” adds Keith Soderlund, vice president of Creform Corp. “Often, this is determined by the size of the parts, size of the container and the frequency with which they can be replenished.
“Once you know which parts, what box size they come in and how many boxes you have to deal with, you can start to determine placement,” adds Soderlund. “You need to take into account sequence of operation, physical placement in the workstation and ergonomic considerations. Typically, at this point, industrial engineers will make an initial layout. But, production engineers should have an opportunity to review and provide feedback.”
Subtle changes about basic things like reach distance, rack placement, shelf spacing, bin orientation and bin angle can positively impact the efficiency of the assembly operation. “Squeezing out all you can requires sweating the details, but [it pays] dividends with each completed assembly,” claims Soderlund.
Over, Under or Sideways?
Bins can be placed over, under or next to workstations to ensure that parts are easily accessible to operators. Typically, locations above workstations are better for small item that are picked frequently. Locations under workstations are usually better suited for large or heavy components.
The best way to determine where to place parts bins is to ask assemblers how often they access components. Where and how the parts and installed on products during assembly is also important.
For example, if the same fasteners are used on all products, bins should be placed in an easy-to-reach area that requires minimal operator movement. If parts or components are shared between two adjacent workstations, a cart or dedicated workbench should be placed between them.
“This [approach would designate] only one refill location and one place to check on-floor inventory, saving time,” notes Rice. “[For instance], a small bin of bolts could be stored on an articulating arm so that it can be brought forward when needed and pushed out of the main work zone when not needed.”
Ergonomic calculations can also be used to determine the correct location of parts bins. “Simple methods can be used to do basic calculations,” claims Denis Groulx, an associate at Lean Pathways Inc. “Ask yourself some simple questions to get into the right ballpark. For example, what is the weight of the part? How many times does this part get used? How far does a person need to reach to access the part?
“For heavier parts, try for the area that keeps the part close to the body and does not require bending or twisting to move from the access point to the install point,” adds Groulx. “Lighter parts should be set to minimize arm movement, especially upward, as over time this causes strain on the person.”
Minimize Excessive Movement
Any setup that has assemblers finish where they started is best. “This will minimize any walking required to get back to the starting point,” explains Groulx. “In a linear system, this is not possible. The best way, in this case, is to shrink the area where possible.
“If you remove two paces from the process, the amount of time and distance travelled can be significant,” claims Groulx. “Assume [an assembler walks three feet] per pace, with a one second time frame per pace. In a three-shift operation at 400 units per shift, you would reduce walking by 12,000 paces a week. That’s 36,000 feet per week.
“To put things in perspective], Mount Everest is just over 29,000 feet tall,” Groulx points out. “The time saving is equivalent to 21 full production shifts over a year. Another trick is to make parts available for picking on the return trip to the start point.”
“Minimizing excessive movement is all about properly presenting the items to be picked,” adds Scelfo. “This can be achieved by extending the presentation over work surfaces. [Another option is] angling the container to allow the contents to be removed without needing to pull the container out to reach inside.”
Excessive movement can also be reduced by making sure that the right parts are placed in the right bin. “Mixing parts in the same bin, especially small ones, is a productivity killer,” warns Rice. “Operators waste time digging through the bin for the right part and ultimately end up handling all the parts multiple times.
“Don’t try to save space or trim the budget with shared bins,” adds Rice. “Designate a bin for each supply or component used in the assembly. Use moveable arms and carts to bring parts closer to the operator, shallower work surfaces and bin-holding extensions to reduce reach. With products assembled in a specific order, place the product components in the same order so operators can anticipate the next part, knowing exactly where it lives, all the time.”
One way to quantify productivity improvements is to use methods-time measurement (MTM) data. “Once each movement, distance and degree of control are measured and understood, one can look to optimize and improve [parts bin layout],” says Greissinger. “The use of case lifters to bring parts up to the operator minimizes bending and reaching. This improves ergonomics and reduces injuries. And, case lifters can reduce movement times by up to 68 percent.
“Many assembly plants mistakenly use low-cost, plastic parts bins to present parts,” warns Greissinger. “A large, flat bin causes the operator to reach to various parts of the container, which results in excess movement. By using angled bins with grab ledges, parts are always found at the same place every time.
“Using MTM data, this can result in an up to 26 percent time savings,” Greissinger points out. “Implementing a two-handed operation can result in up to a 58 percent time savings.”
In addition to the types of bins used, engineers should consider the types of racks used. Purchasing a couple of big, bulky and rigid standard structures is not always the best option.
Multiple small racks allow engineers to customize parts presentation. “Small racks on wheels encourage [material handlers] to move the racks for optimum placement,” says Soderlund. “This also means they can be quickly repositioned or moved out temporarily for housekeeping.
“By choosing a rack built from pipes and joints, you have nearly limitless options on size and configuration,” notes Soderlund. “The incremental improvements that can be achieved with such racks, coupled with creativity, are part of what can give [manufacturers] a competitive advantage.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





