Cams Play Key Role in Indexing Machines and Automated Assembly Systems

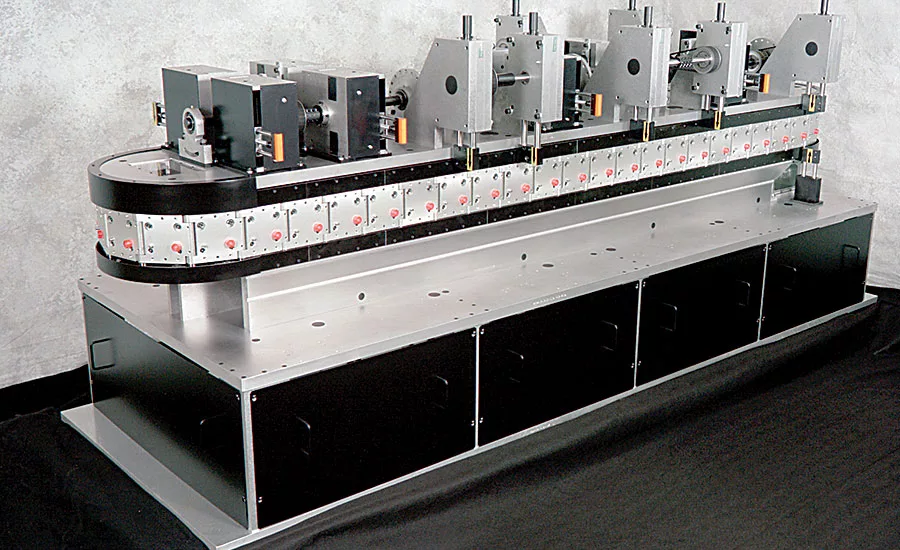
The LS 280 system consists of modular linear-indexing units called locking stations. Indexing at each station is governed by a cylindrical cam, and each station can run at a different pitch. Photo courtesy Weiss North America Inc.
This carousel-style indexing chassis is fully synchronous. That is, a single motor controls the motion of the precision-link conveyor, as well as the pick-and-place units mounted to the tabletop. Photo courtesy Stelron Components Inc.
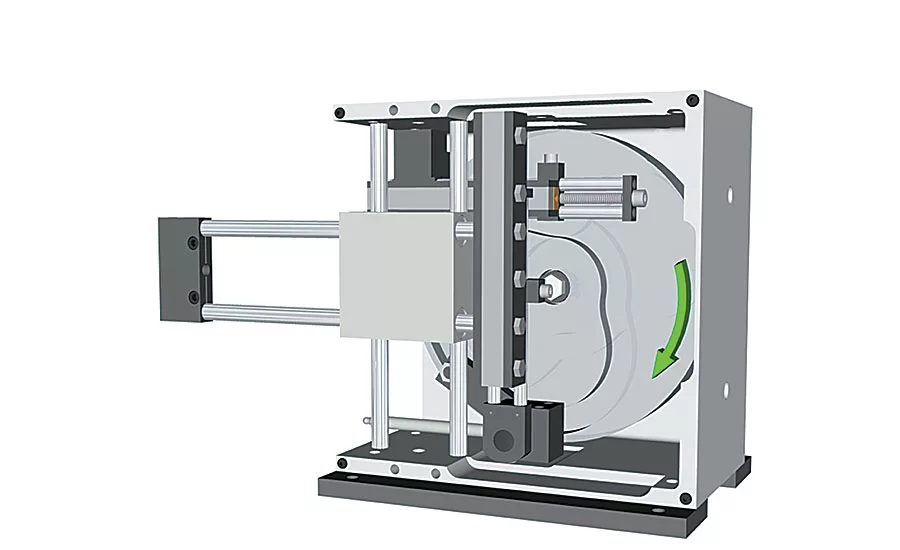
A cam controls the motion of this pick-and-place mechanism. The advantage of a synchronized, cam-driven unit is that it automatically speeds up as indexing speed increases. Illustration courtesy Stelron Components Inc.
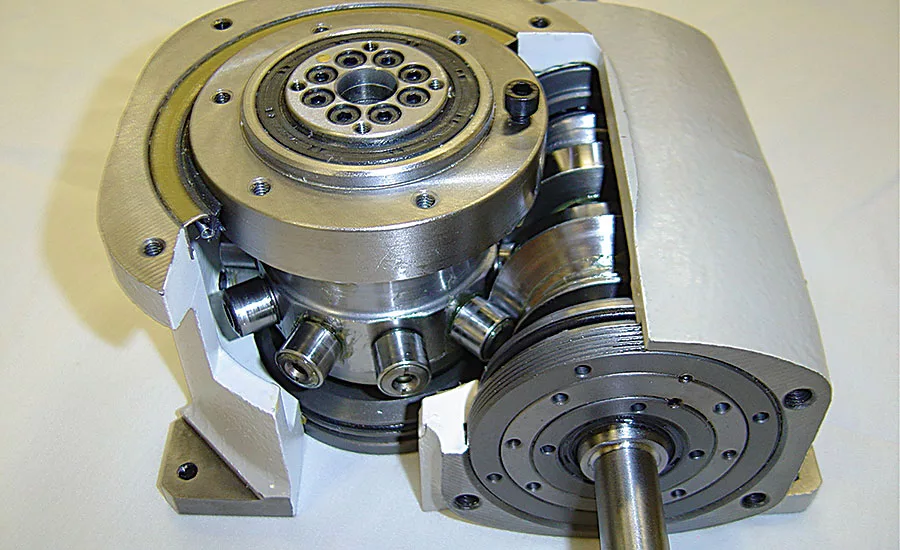
Constant contact between the cam and its followers means that cam-driven indexers provide fast settling times and stiff positioning during dwell periods. Photo courtesy Sankyo America Inc.

A cylindrical, or barrel cam, is a cam in which the follower rides in a groove cut into the surface of a cylinder. Illustration courtesy De-Sta-Co

Parallel-shaft indexers can operate at higher speeds than right-angle or roller-gear cam systems. Illustration courtesy De-Sta-Co
In the world of indexing machines for automated assembly, servo-driven systems have garnered a lot of attention lately. The flexibility and programmability of such systems are certainly advantageous, especially in these days of short product life cycles and high-mix production.
However, if speed, reliability and cost are important, the tried-and-true cam-driven system is still the best way to go.
“The market for servomechanical systems is growing, but if you don’t need the flexibility, there’s no reason to go with a servo-driven system,” says Bill Eppich, vice president of Weiss North America Inc., a supplier of both servo- and cam-driven systems. “Sales of our cam-driven indexers are not at all declining. In fact, they’re growing. They’re not growing as fast as servo-driven indexers, but in terms of total sales, cam-driven units still outnumber servo-driven units by a very large factor.”
“Cam-driven indexers won’t be phasing out any time soon,” adds Tom Bemer, manager for technical applications and customer service at De-Sta-Co.
It’s not hard to see why. Cam-driven indexing systems have numerous advantages. They are reliable, durable, and easy to run.
“With a cam-driven system, you just need to figure out how many stations you need [which determines the number of stops] and what processes you’re going to run [which determines the dwell time]. The motion profile is set by the cam,” explains Bemer, whose company manufactures various automation and work-holding components, including both cam-driven and servo-driven indexers. “With a servo-driven system, you need a controls engineer to program the acceleration, deceleration, velocity and other parameters.”
Cam-driven systems provide:
- Controlled accelerations and decelerations.
- Accurate and repeatable positioning.
- High load and speed capability.
- Smooth motion.
“We design the cam so it doesn’t overload the mechanicals. Smooth motion is literally cut into the cam,” says Bemer. “With a servo, it’s easy to set the acceleration and deceleration too sharp and cause excessive wear.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Constant contact between the cam and its followers means that cam-driven indexers provide fast settling times and stiff positioning during dwell periods. “If the servomotor has to go through a planetary gearbox, there’s going to be some backlash,” Bemer adds.
Low maintenance and superior life are among the biggest benefits of cam-driven indexers. When maintenance is required, advanced skills are not needed.
“Some of our cam-driven systems have been going nonstop for 20 or 30 years,” boasts Bemer. “Electronics don’t survive 10 or 15 years. And if the servo drive fails, you may not be able to replace it.”
Cam-driven systems have a known, consistent power requirement. The motor never stops turning while the machine is operating, so it’s always at full speed when it meets the load. “With a servo-driven system, you may need a 2 hp motor, instead of a 1 hp motor, because the motor is starting and stopping all the time. It’s always seeing the full load immediately,” says Bemer.
Finally, the relationship between time and displacement is constant.
“The operation of a cam-driven assembly machine is simple: You turn the motor on, and it runs at your prescribed speed,” says Bill Beezer, president of Stelron Components Inc., which manufactures various cam-driven systems, including rotary indexing drives and assembly machine chassis. “All of the movements are synchronized, so that for every machine cycle, you know exactly where each component is at all times. If the speed changes, you don’t have to worry about one component interfering with another.
“If you had individual motors controlling every single movement, they would need to be electronically synchronized. It can be done, but it’s a lot more complicated. There’s a lot more hardware involved, which drives up the cost, and you’re just mimicking what cams are doing anyway.”
Rotary Indexing Tables
The most common cam-driven assembly machine is the rotary indexing table. These units are particularly suited to smaller, lighter-load applications, says Eppich.
“A small index table sells for, say, $3,000, including the brake motor, sensors and everything else you need to run it on your machine,” he explains. “A small servomotor and controller cost at least $1,500, including the cables, and that doesn’t include the table. Plus, you need a controls engineer to program it.
“So, if you look at the economics, if a $3,000 cam-driven system will work, why would I buy a $6,000 system?”
With bigger indexing tables, the math gets a little more even, since the cost of the servomotor is not as large a percentage of the overall system cost, adds Eppich.
The Alpha Series rotary indexing tables from Sankyo America Inc. are a good example of what’s available today. The tables carry a four-year warranty, says Barry Eilert, sales manager for automation products at Sankyo. Each unit is filled with synthetic gear oil before shipment, making the units maintenance-free. The housing is made from cast iron instead of aluminum for more dimensional stability and better damping characteristics.
A gear motor can drive the table in stop-start cycles or rotate continuously, depending on the index and dwell time requirements. For cycling on demand, timing cams and sensors can be mounted on the input shaft to provide an input signal to a PLC.
The table can be equipped with an optional spring-engaged brake motor to stop the indexing motion for an emergency without any power requirements. If the tooling is jammed, an adjustable torque-limiting clutch with overload detection will protect the indexer from damage.
Indexers are available with two to 32 output stops and index periods from 90 to 330 degrees. Output tables range from 100 to 640 millimeters in diameter and can support dials ranging from 100 to 4,000 millimeters in diameter. The table is supported by preloaded tapered roller bearings for increased stiffness and load capacity.
The roller gear cam and cam-followers are preloaded for zero-backlash, accurate positioning and fast settling time. The cam followers are supported by matched-set needle rollers for smooth motion.
Unique Linear Indexer
The knock on cam-driven indexing systems has always been that the slowest process determines the overall cycle time of the system. Weiss North America has come up with a cam-driven linear-indexing system that overcomes that limitation.
At the heart of Weiss’ LS 280 system are modular linear-indexing units called locking stations. Indexing at each station is governed by a cylindrical cam. Locking stations are available with indexing pitches of 70, 140, 280 and 560 millimeters.
A single locking station can accommodate 10 positions at a pitch of 70 millimeters, five positions at a pitch of 140 millimeters, three positions at a pitch of 280 millimeters, or four positions at a pitch of 560 millimeters (double-sided). A double locking station can accommodate 28 positions at a pitch of 70 millimeters, 14 positions at a pitch of 140 millimeters, seven positions at a pitch of 280 millimeters, or six positions at a pitch of 560 millimeters (double-sided).
Each station’s cylindrical cam is designed to engage with cam-followers attached to a workpiece carrier. The carrier is supported by roller bearings that ride on a continuous, hardened and ground steel guide rail. Despite working at high speed, the sinusoidal motion curve within the cylindrical cam ensures smooth, impact-free transportation of the carriers.
Because the system is modular, a locking station with a 70-millimeter pitch can be paired with a locking station with a pitch of 140, 280 or 560 millimeters.
“Instead of a system that moves entirely at one speed, you can have multiple processing times within the same machine,” explains Eppich. “For example, you can have a 0.5-second index time, a 1-second index time, and a 3-second index time—all on the same machine. At the same time, you still get the accurate, rigid positioning of a cam-driven system.”
Pick-and-place units and other assembly equipment can be installed directly on the locking stations. Manual assembly stations can also be integrated into the system.
Belt conveyors transport carriers between locking stations. This decouples the cams from each other and also serves as a small buffer between stations. Both 180- and 90-degree corner units are available to create various loop layouts.
A clean-room-compatible version of the system (certified for use in a Class 6 environment) is also available.
Walking Beam Indexer
A different take on the cam-actuated linear indexing system is Stelron’s Recirculating Walking Beam assembly chassis. This synchronous, palletized system can provide 15 to 100 indexes per minute. (A special high-speed version can operate at excess of 160 indexes per minute.)
The pallets are moved in a rectangular pattern around the tabletop by synchronized, cam-actuated walking beams. The walking beam engages each pallet with dowel pins, and the pallets ride in tool-steel guideways. The walking beam indexes the pallets horizontally one pallet pitch. Before the beam’s dowel pins disengage, a mechanically synchronized locking beam engages each pallet with two low-clearance shot pins. This design separates the moving and locking functions of the chassis and results in superior long term accuracy in the X,Y and Z axes.
The pallets are fabricated from resilient, self-lubricating Delrin. The pallets can serve as nests, or fixtures can be mounted to them. An entire set of pallets can easily be changed out in about 15 minutes.
Positional accuracy is ±0.0015 inch at all stations, including the ends. Accuracy and repeatability are stable over the life of the machine. It is not necessary to relocate stations as is sometimes the case with link, chain or band systems. These other systems are subject to drift as the link pivots wear, and individual link and pivot tolerances accumulate.
Each leg of the chassis indexes 90 degrees out of phase from all the others, avoiding the “everything at once” indexing of some other designs. The walking and locking beams, actuated by the same cam and connected by a rocker arm, are balanced to each other. This ensures high speed, minimal input power, and low wear.
The pallets can be accessed from all sides and from underneath at certain locations. An anvil can also be included under the pallet to accommodate pressing operations. Pallet sizes are available from 4 to 8 inches.
A wide range of table lengths (up to 30 feet or longer) and widths are available, since modules can be combined. Ample space between pallet tracks allows pick and place units, tooling and other mechanisms to be mounted inside the tracks.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







