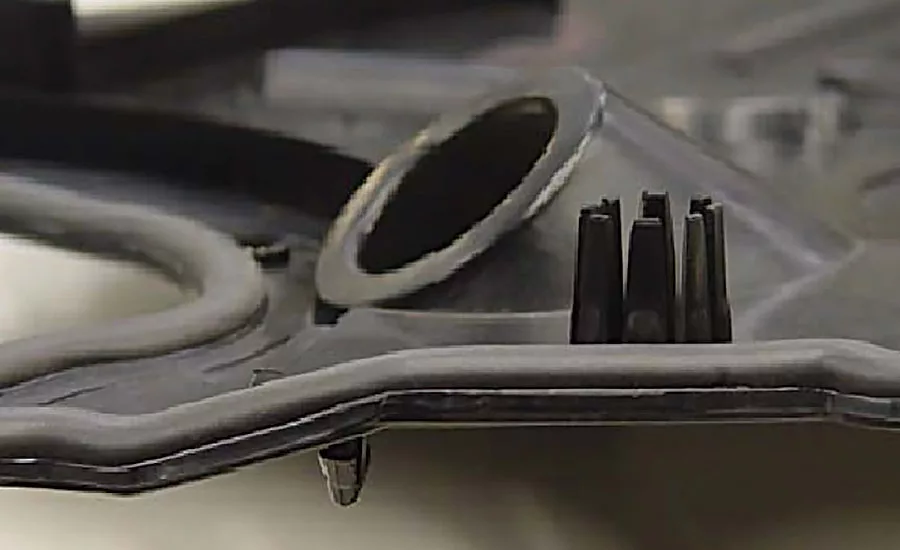
Form-in-place and cure-in-place gaskets

Several suppliers offer UV-cure adhesives for FIP and CIP gaskets. Photo courtesy Hernon Manufacturing Inc.
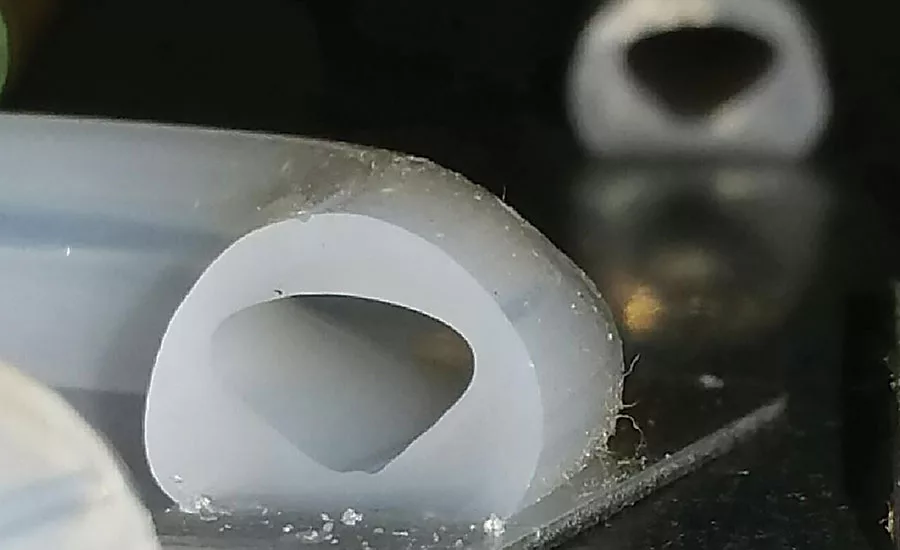
Hollow gaskets feature an open center that can be circular, triangular or rectangular. Photo courtesy New Precision Technology Inc.
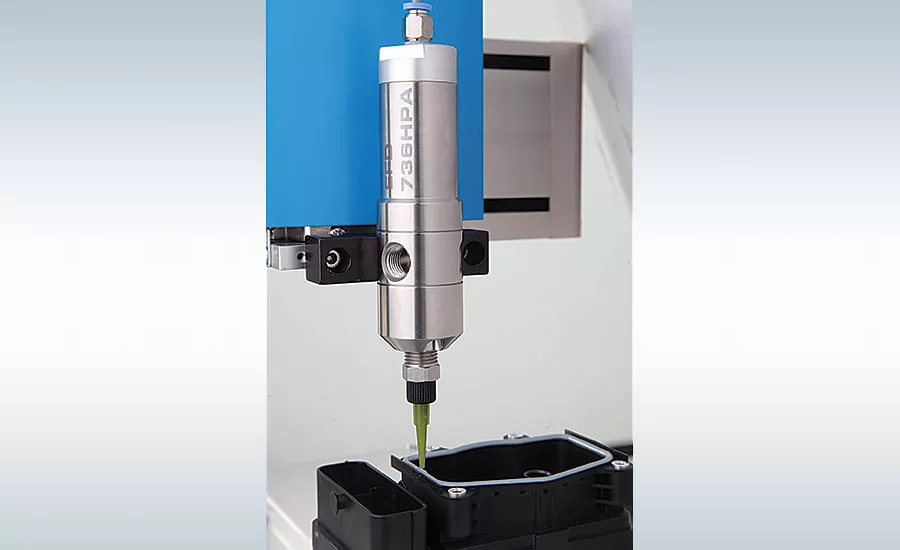
The 736HPA-NV high-pressure, balanced-spool valve applies industrial silicones at fluid pressures up to 2,500 psi. Photo courtesy Nordson EFD
Foam gaskets are typically applied with a positive-displacement metering and mixing system. Photo courtesy Nordson Sealant Equipment
When an assembly process proves to be even a tad too costly—even a penny or less per cycle—a cheaper alternative must be found. This is why many manufacturers have replaced die-cut or molded solid gaskets with form-inplace (FIP) and cure-in-place (CIP) liquid gaskets.
A liquid gasket is dispensed onto a substrate to provide 100 percent contact between mating plastic, metal or wood surfaces. The gasket provides a seal that prevents leaking, keeps out dust and moisture, dampens vibration and shields against electromagnetic interference.
Equally important, liquid gaskets shorten lead times and lessen the need for inventory, and their application is easy to automate. Two years ago, for example, a supplier of enclosures for electrical and electronic equipment had a surge in sales and needed to add a second assembly line. At the time, assemblers were manually dispensing FIP gaskets made of roomtemperature vulcanization (RTV) silicone from syringes, but this practice produced inconsistent results.
After replacing this method with a Nordson EFD tabletop EV automated dispensing system (featuring a 725DA piston valve), the manufacturer increased production throughput to the desired level. The system’s operating software and a pencil-size camera enable assemblers to quickly call up parameters for gaskets on 60 differentshaped enclosures.
Another advantage that liquid gaskets have over preformed gaskets is application flexibility. Today’s manufacturers have a wider range of liquid-gasket materials and dispensing equipment to choose from than ever before. As a result, they are better equipped to meet the daily challenge of applying high-quality, reliable gaskets in products as diverse as small electronic devices, midsize engines, washing machines and agricultural equipment.
An Asian Innovation
Like many assembly technologies, liquid gaskets were initially developed for auto manufacturers. In the early 1970s, Shin-Etsu Chemical Co. Ltd. made an RTV silicone that Japanese Tier 1 suppliers used to seal engines. A few years later, ThreeBond International Inc. supplied Japanese automotive OEMs with an FIP silicone for various applications.
General Motors first used FIP gaskets in Saturn engines in the early 1990s, notes Cary Long, application specialist at Nordson EFD. He says these gaskets are growing in popularity because they are precisely dispensed every time with almost no wasted material.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Whereas sheet gaskets are made of cork, rubber, graphite and other materials, liquid gaskets are available as one- or two-component polyurethanes, acrylated urethanes, anaerobics and silicones. They are opaque in color, typically thicker than structural adhesives and cure as rigid or flexible solids.
FIP gaskets are formed by applying the bead to one flange and mating the parts. Upon assembly, the adhesive spreads between the flanges and into surface imperfections to provide total contact between the two surfaces. The gasket requires no compression and cures to form a durable seal. FIP curing time ranges from 30 seconds to several hours, depending on the adhesive type and amount.
CIP gaskets, in contrast, are cured with heat or UV light prior to assembly. The process involves applying the liquid bead to one flange, curing the bead and compressing the flange against its mating part to achieve a strong seal. CIP gaskets are recommended for assemblies that require frequent service.
Usually, FIP gaskets are made with anaerobics, which are recommended for high-pressure joints and joining rigid materials such as metals. Once cured, the adhesives are impervious to engine oil, hydraulic fluid and other chemicals. Polyurethanes are used for CIP foam gaskets, bond well to plastic, aluminum, and mild or galvanized steel, and resist light oils and dilute acids.
Silicones and acrylated urethanes are formulated for use as FIP and CIP gaskets. The former adhesive’s performance benefits include excellent flexibility (for bonding bendable materials) and gap filling. Acrylated urethanes prevent absorption or penetration of air, dust, dirt, liquids and gaseous substances.
Two acrylated urethane resins popular among white goods, automotive, aerospace and consumer-electronics manufacturers are the Ultra Light-Weld GA-201 and GA-145 from Dymax Corp. Typical applications for both resins include automotive door handles, electrical enclosures and critical electronic assemblies. The resins contain no nonreactive solvents and cure when exposed to UV, LED and visible light to produce a flexible gasket that is soft and tack-free. Gaskets made with the GA-145 are also low outgassing.
Virginia Hogan, global product manager at Dymax, says that because the GA-201 resin meets the UL 157 standard for gaskets and seals, manufacturers are not required to annually recertify the gasket. Companies use this resin to make CIP and FIP gaskets for plastic, glass, metal and enclosures. Its viscosity when uncured is 55,000 centipoise, and durometer hardness after curing is A35. The GA-145 has a viscosity of 45,000 centipoise and a durometer hardness of 00-68.
Hernon Manufacturing Inc.’s Gasket Replacer 909 is a single-component anaerobic that seals close-fitting joints between rigid metal faces and flanges. Typical applications are automotive engine castings and gear boxes. Other industries that use this anaerobic include aerospace, electronics, appliance, ammunition, marine, heavy equipment and medical.
Standard Dispensing
“Dispensing liquid gaskets presents the same challenges as dispensing any other material,” says Long. “For manual applications, the assembler needs to be attentive and diligent so he always places the proper amount of material in the proper location. In automated applications, the operator must program the equipment so it always dispenses uniform beads. Automatically dispensed beads always tend to be more consistent that those dispensed by hand, because the variance that exists from operator to operator is eliminated.”
Handheld applicators may be used for low-volume applications, but most often the gaskets are dispensed with a six-axis robot or an X-Y-Z table equipped with an automatic valve. Another application method is to use a silk screen or stencil. This technique works well with anaerobics and when the application requires a thin, flat and even bead.
Most gaskets are supplied in containers ranging from 50-milliliter tubes to 55-gallon drums. A high-pressure pump is necessary to move bulk adhesives to the dispensing system.
Thin materials may be applied with a needle, whereas thicker materials— such as those that form gaskets in large engines—require a high-pressure valve. This type of valve ensures a smooth start to the bead, rather than a surge that creates a cobra head pattern. Its nozzle stem should be designed to snuff back material out of the nozzle area to prevent stringing or tailing at the end of the bead.
A spool valve is another good choice to dispense liquid gaskets. Because its upper and lower seals are the same size, pressures within the valve balance out. High pressure neither forces the valve open nor makes it difficult to open.
The 736HPA-NV from Nordson is a high-pressure, balanced-spool valve that applies industrial silicones at fluid pressures up to 2,500 psi. It is capable of exceeding 400 cycles per minute. A stroke limit adjustment reduces opening surge and regulates snuff-back, while ensuring consistent bead widths and dot profiles.
The valve’s durable components include a stainless steel fluid body and outlet cap, a chrome-coated stainless steel spool and polyester-elastomer upper and lower seals designed to provide millions of cycles without wear or leakage. Replacing the seals is easy: A worker loosens three bolts near the fluid body, removes the seals, inserts new ones and tightens the bolts.
A couple years ago, Hernon developed its Autosealer 4015 system to help a Tier 1 supplier cost-effectively dispense and UV-cure FIP gaskets for gearboxes. According to Edgardo Rodriguez, director of sales and marketing at Hernon, the supplier is a long-time customer that needed to replace a solventbased gasket that failed to meet the EPA’s VOC limits.
Another problem with the gasket was it took from 4 to 10 hours to cure and often got contaminated during curing. The dispensing and curing cycle time for the new gasket is less than 20 seconds, with curing accounting for 12 seconds.
Expanding Capabilities
Most of the time, a solid liquid gasket is sufficient. Occasionally, though, the application requires low sealing force between the mating surfaces. For these instances, manufacturers use foam FIP and CIP gaskets. These closed-cell, self-skinning, lowdurometer foam gaskets resist water, chemicals and extreme temperatures while maintaining excellent rebound.
Dispensing this type of gasket usually involves applying a two-component silicone or polyurethane adhesive (1-to- 1 mix ratio) with a positivedisplacement metering and mixing system. Curing time ranges from 30 seconds to a few minutes.
Some gasket materials feature thixotropic properties that reduce flow. Others are flowable and self-leveling and must be applied to a grooved surface. One supplier even offers a three- or four-component foam that has a sturdy skin and soft core, and is used in outdoor solar modules.
Automotive manufacturers use foam seals in parts ranging from watershield panels placed inside doors, to motor covers and taillamp lenses. Appliance makers place these gaskets in washing machines to seal the tub, water pump and water distributor.
Henkel makes the Loctite 5260 line of polyurethane foam gasket materials. The series includes flowable, thixotropic, semi-thixotropic and highly thixotropic gaskets, with viscosities ranging from 1,500 to 165,000 centipoise. Flowable gaskets require a groove, whereas the thixotropic gaskets are applied to a plane or inclined surface. All the gaskets are used by automotive manufacturers for interior (pedal plates, door speakers), exterior (windscreen cowls, license plate bezels) and under hood (engine, relay and fuse box covers) applications.
A Hole in Some
In between solid and foam gaskets are hollow ones. Last year, Axel VanBriesen, founder and president of New Precision Technology Inc., developed technology (patent pending) that extrudes horizontal and vertical FIP gaskets with an open center. This opening can be circular, triangular or rectangular.
VanBriesen says that hollow gaskets require much lower compressive force than solid gaskets. In addition, some hollow gaskets can be designed to deflect into the hollow area, thereby eliminating the need for escape zones into which a solid gasket must deflect.
Because hollow gaskets are extruded, their profiles are not limited to the traditional 1-to-1 or 2-to-1 width-toheight ratios. VanBriesen says he’s able to produce ratios of up to 1.5-to-1 and gasket heights up to 0.5 inch.
The gaskets can be formed from RTV silicones, UV-cure acrylics and other thixotropic materials as low as 30,000 centipoise. Because hollow gaskets use up to 75 percent less material than solid gaskets, they require much less energy to fully UV-cure. Recently, the company developed “active” hollow gaskets, which are dispensed like typical FIP gaskets and are inflated with air (via a port) to better seal the two mating surfaces. Over time, pressure in the hollow area is monitored for loss to verify whether or not the gasket provides a sufficient seal.
“Although die-cut gaskets generate a fair amount of waste, they’ll never fade away because they are so cheap to produce,” concludes VanBriesen. “However, hollow gaskets are beginning to achieve price parity with die-cut gaskets when you factor in the adhesive and manual labor they require. In short, hollow gaskets are rewriting the book on traditional gasket dispensing.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








