What’s New With UV-Cure Adhesives
Evolving materials and equipment enable manufacturers to use UV-cure adhesives that are more versatile, cost effective and environmentally friendly than ever.
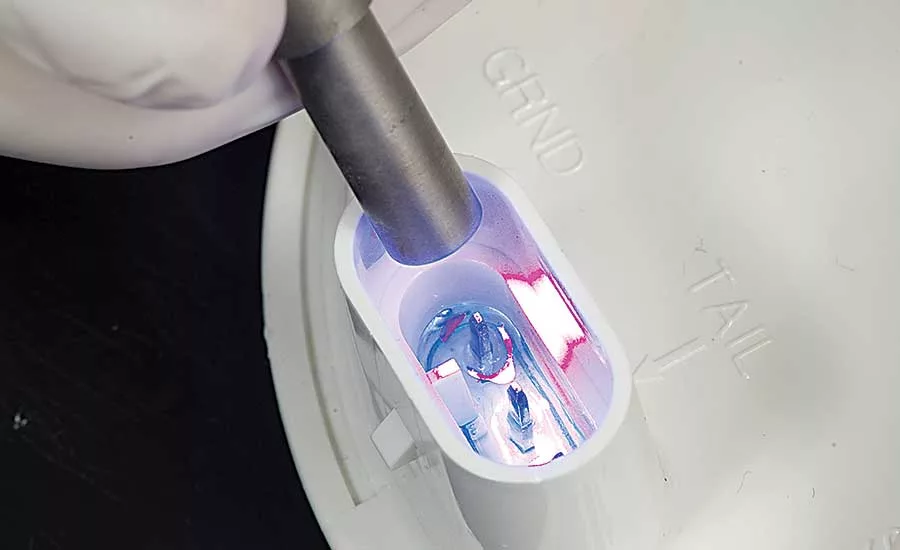
One of the main benefits of UV-cure adhesives is increased productivity due to quick curing (1 to 5 seconds). Photo courtesy STAR Technology Inc.
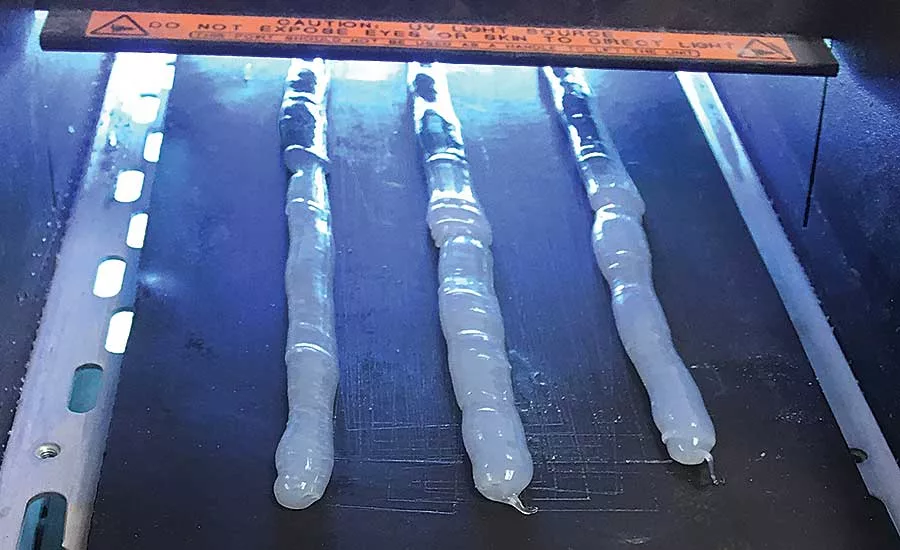
Conveyor curing systems are for moderate to high-volume applications. Photo courtesy Novagard Solutions

The OmniCure LX500 UV spot curing system features LED Max heads, which produce up to 16 watts per square centimeter peak irradiance. Photo courtesy Excelitas Technologies Corp.
Conferences and trade shows keep people informed about the latest products, processes and technological innovations in their respective industries. For many professionals who work with UV-cure adhesives, the biennial RadTech conference and annual winter meeting are the main events to attend to stay in the know on ultraviolet technology.
Earlier this month, nearly 1,500 engineers, salespeople and other adhesive specialists met at the winter meeting in San Francisco to do just that. One was Doug McKinzie, vice president of specialty products for Novagard Solutions, which has made 100-percent-solids UV-cure silicone adhesives and coatings since 2007.
“One of the main advantages of using LED with UV-cure adhesives rather than mercury vapor arc lamps is LED generates less heat and is unlikely to damage plastic parts in any way,” explains McKinzie. “The problem is that adhesive-photoinitiator suppliers offer a much wider range for non-silicone UV-cure adhesives than those made with 100 percent silicone or silicone acrylates.”
However, McKinzie was happy to hear at this year’s winter meeting that several suppliers are making great progress in this area. He says photoinitiators for his company’s UV-cure silicone adhesives need to be in the 355 to 375 nanometer range, with 365 being the peak level for optimum cure and performance. In contrast, non-silicone adhesives, as a group, cure fine at a peak wavelength of 365 to 395 nanometers.
“Suppliers sometimes ask us to consider reformulating our adhesives so they work better with LED,” notes McKinzie. “We don’t, because our customers really like the products’ resistance to chemicals and extreme temperatures.”
There are two main types of UV-cure adhesives: radically initiated based on an acrylate mixture (urethane, cyanoacrylate or silicone); and cationically initiated based on epoxy resins. Both offer a wide range of benefits. These include:
- Increased productivity due to quick curing (1 to 5 seconds).
- Low overall cost per cured part.
- One-component formulas, eliminating the possibility of errors when mixing two components.
- No solvents, resulting in low VOC emissions.
- Being able to dispense and cure the material with small-footprint equipment that easily integrates into an assembly line.
UV-cure adhesives have come a long way since the late 1950s, when chemists learned how to cross-link polymers using photoinitiators sensitive to UV light. Their long list of benefits and 40-year track record of proven performance make it easy to understand why they are increasingly popular with automotive, medical, electronics and agricultural-equipment manufacturers.
From Dental to Industrial
The earliest use of UV-cure acrylics was by dentists in the 1970s for fillings. It would take another decade before structural-strength and electronic-grade formulations of radically and cationically initiated adhesives were developed for industrial use. Urethanes were introduced in the 1990s, followed by cyanoacrylates this century.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
For decades, these adhesives were formulated to cure only when exposed to bulbs (mercury vapor arc, microwave mercury vapor arc, metal-halide, electrodeless, visible indium) that produce light in a fairly wide wavelength range (250 to 1,000 nanometers). Light-emitting diodes (LED) changed all that in the late 1990s with the promises that it lasts much longer than bulbs and could cure UV adhesives more cost effectively.
Soon after, many manufacturers replaced their bulbs with LEDs. The problem was the photoinitiator in the end-user’s UV adhesive often didn’t match the LED’s wavelength, preventing proper cure. Suppliers have responded the past decade or so by formulating adhesives specifically for use with LEDs.
“There are two prerequisites a manufacturer must accept when using a UV-cure adhesive for any application,” explains McKinzie. “The first is that one substrate needs to be transparent so the UV light completely covers the joint interface and produces optimum bonding. Number two is that UV-cure adhesives are probably five to 10 times more expensive than conventional adhesives.”
The transparent-substrate design requirement is the reason UV-cure adhesives are used extensively with parts having one of four substrate combinations: glass to glass, glass to metal (aluminum, steel, stainless steel, copper or brass), clear plastic to any plastic, and clear plastic to metal. However, certain clear plastics (like polycarbonate and polymethyl methacrylate) block UV light and require an adhesive that cures with visible light.
Some adhesives are dual cure, meaning they initially cure with UV light but require a secondary mechanism to fully cure. Dual-cure adhesives are often used in potting applications or on parts with shadowed areas due to tall components on one side. An anaerobic mechanism, for example, cures these areas in the absence of oxygen. Air, heat (higher than 100 C) and ambient moisture (30 to 70 percent) are other common secondary mechanisms. These adhesives may require up to 72 hours for final cure.
Cost is the main drawback of UV-cure adhesives, according to Joe Zimmerman, president of STAR Technology Inc. In addition, the adhesives require special equipment for proper curing, and single-cure formulations offer a curing depth of only about 0.25 inch. Dual-cure adhesives can be as thick as necessary.
“Manufacturers today want UV-cure adhesives that dispense efficiently and are flexible enough to use on parts with substrates ranging from soft to very hard,” says Manny Dias, technical manager at Permabond Engineering Adhesives. “Also important to them is higher temperature resistance. Traditionally, this type of adhesive can withstand 150 C.”
Permabond UV362 is a urethane methacrylate adhesive that adheres well to acrylic and cures through UV-stabilized plastics due to a long-wavelength photoinitiator. The adhesive can also be used to bond glass, metals and other materials. It has a viscosity (at 25 C) of 200 to 400 centipoise and is colorless, making it ideal for applications where aesthetic appearance is important.
Typical fixture time is 4 seconds for a high-power LED (100 milliwatts per square centimeter) or 10 seconds for a low-power (4 milliwatts per square centimeter) battery lamp. Cure occurs at a wavelength from 365 to 420 nanometers.
McKinzie says that interest in 100-percent-solids silicone UV adhesives has grown ten-fold in the last few years. He is encouraged by this trend, but only up to a certain point.
“I always ask the company if it really needs a silicone,” says McKinzie. “Without a doubt, the adhesive’s low modulus, and ability to withstand extreme temperatures (-40 to 70 C) and resist sunlight are appealing. But, we need to thoroughly discuss the application so the end-user is sure that no other adhesive is a better fit.”
As for dispensing UV-cure adhesives, standard time-pressure and positive-displacement systems work just fine, so long as they meet two conditions. One is that all wetted parts (plastic or metal) are compatible with the adhesive. Incompatibility may cause material contamination or inadequate performance. The other condition is all plastic components—feeder tube, syringe, dispense tip and fittings—need to be black, opaque or amber to block UV light.
McKinzie says adhesive viscosity must be considered when determining dispensing system length. High-viscosity (paste-like) adhesives are not recommended for horizontal dispensing systems, whereas low-viscosity products work well in horizontal and vertical systems. Like other types of adhesives, UV-cure formulations come in different sizes of syringes and cartridges, 5-gallon pails and 50-gallon drums.
Several Tier 1 suppliers use Novagard’s RTV 800-260 conformal coating for potting conductors on the back of halogen headlight bulbs. The UV-cure adhesive is placed to a depth of 0.125 inch and length of 0.8 inch, and cures in 3 seconds. Clear in color, the adhesive has a viscosity of 2,000 to 5,000 centipoise. When cured, it offers 100-psi tensile
strength and 100-percent elongation. To facilitate inspection, the adhesive fluoresces when exposed to UV light.
Possibly Sticky Situations
Dias says manufacturers frequently face the challenge of making sure there is no sticky adhesive residue (due to squeeze out) on parts after curing. The best way to achieve this is with a tack-free adhesive. Another challenge is selecting the right UV adhesive to meet environmental conditions related to chemicals, humidity and ambient temperature.
“Consider the many types of switches that are installed under the hood of a car,” explains Dias. “The adhesive used to assemble them needs to be flexible enough to withstand the countless thermal expansion cycles of the engine heating up and cooling down. If it is too rigid, it may crack and pull away from where it’s installed. If it becomes too soft, the strength may reduce. Our UV632 is formulated to provide a balance of strength and flexibility.”
Often, when a part doesn’t perform well, operators and line managers immediately blame the adhesive. Ron Kumpfmiller, senior chemist at STAR, says this is unfortunate. The problem might be as simple as some dust settling on a bulb or LED and preventing proper illumination. Another reason for improper curing could be that the light source is not in alignment with the part.
“Failure to properly prepare the substrate can significantly limit an adhesive’s bond strength,” says Melissa Eshbach, operations manager at STAR. “The end-user often asks us how to prepare the substrate or which preparation method (chemical treatment, mechanical abrasion, physical methods using flame, plasma or Corona discharges) is best for an application. We’re not structural engineers, but we help as best we can.”
Every person on the assembly line who works with a UV adhesive needs to carefully read and follow all the information on the product data sheet, recommends Edgardo Rodriguez, sales and marketing director at Hernon Manufacturing Inc. He says no aspect should be overlooked, including storage, shelf life, cleanup and hazards identification.
Automotive, small-engine and heavy-equipment manufacturers use Hernon’s FOG (Form on Gasket) 703 UV-curable product on shaft and oil seals, metals, glass, ceramics and plastics. Also cureable with an electron beam, it replaces the need for O-rings and can also be used in oil and coolant systems, engine covers, oil pans and other fluid seal systems.
Amber in appearance, the gasket has a viscosity (at 25 C) of 700 to 900 centipoise (similar to motor oil) and becomes tack free in less than 5 seconds. Manufacturers can use the material to fill gaps from 0.1 to 1 millimeter. It has a Shore A hardness of 10 to 25 and withstands temperatures from -40 to 150 C.
Various manufacturers use STAR’s UVA3100 adhesive, which quickly cures to glass, glass-bearing, tinned copper wire, epoxy and phenolic substrates. This low-viscosity acrylic adhesive cures under low-power UV-A (long-range wave) mercury lamp systems and does not yellow under extended exposure to light. It outlasts 30-plus dishwasher cycles and a -50° C soak test with no detrimental effects.
Through cure to 0.125 inch can be accomplished in less than 30 seconds with a 100-megawatts-per-cubic centimeter, medium-pressure lamp. The adhesive is colorless and available in 30-cc syringes, 1-liter bottles and 15-liter pails.
Equipment suppliers offer four types of UV-adhesive cursing systems: spot (for small parts), flood (large or many parts simultaneously), chamber (like a toaster oven) and conveyor (moderate to high-volume applications). Regardless of system type, Mike Kay, director of product management at Excelitas Technologies Corp, says it’s important to carefully determine the minimum and maximum amount of energy that can be used for each application.
“Figure out the minimum required energy to achieve bond, increase it to the maximum—in other words, when the cured adhesive turns brittle—and use this range to accurately set the irradiance energy level and duration,” explains Kay. “Then, be sure to check the light source’s irradiance with a radiometer on a regular basis. For medical devices, this can be as often as once or twice a day. Checking once a week is usually enough for less-exact applications.
Last year, Excelitas introduced the OmniCure LX500 UV spot curing system that controls up to four UV LED Max heads simultaneously or independently with a single controller. Kay says the system is popular with manufacturers of medical devices (catheters, cannulas, endoscopes, syringes), electronics (optical pickups, smartphones, tablets), camera modules and microspeakers.
The LED Max heads produce up to 16 watts per square centimeter (wpsc) peak irradiance, while Intelli-Lamp technology provides optical stability for repeatable assembly and low operating costs. The system cures adhesives at three irradiance levels: 9 wpsc at 400 nanometers, 16 wpsc at 385 nanometers and 14 wpsc at 365 nanometers.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






