Troubleshooting Adhesive Bonding Issues
When a bonded joint fails, the problem is rarely with the adhesive.

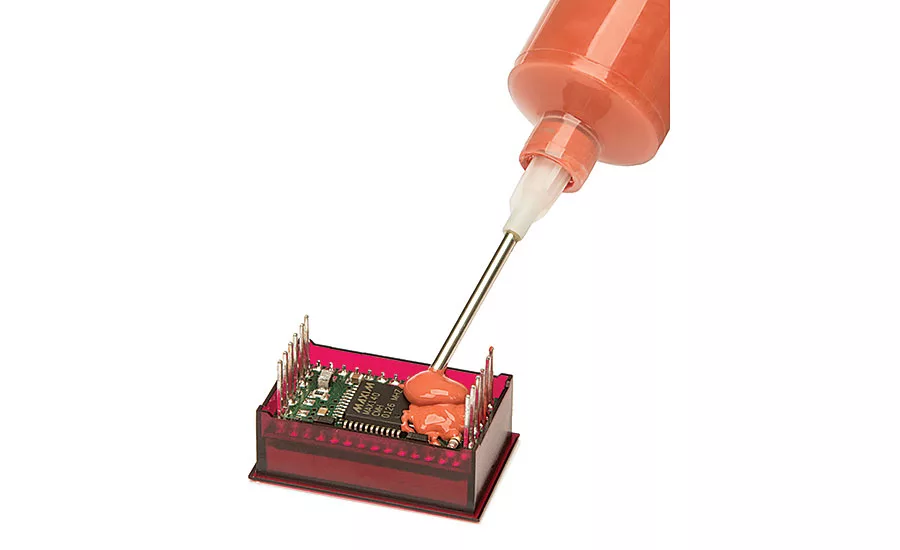
Most adhesives work best when applied in just the right amount to create an optimal bond line. Too much or too little adhesive can produce variable bond strengths. Photo courtesy EpoxySet Inc.
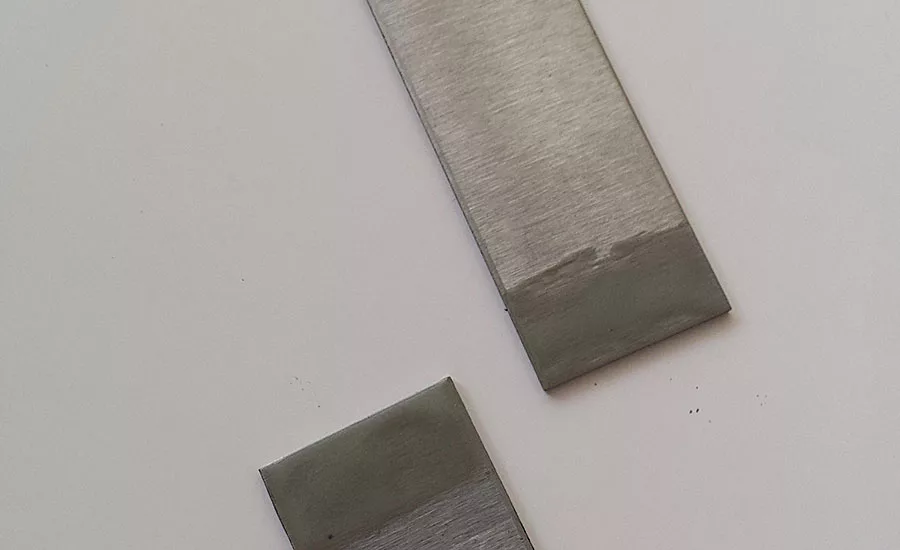
When testing bonded joints, engineers look for cohesive failure, that is, adhesive remaining on both substrates when pulled apart, as shown here. This can be achieved with proper preparation of the substrate surface. Photo courtesy EpoxySet Inc.
Contamination is the most common cause of bond failures. Grease, oil or other impurities on the surface of the parts can potentially cause loss of adhesion. Photo courtesy EpoxySet Inc.
High-tech adhesives are very reliable, and problems do not occur often. When used correctly, adhesives can resolve many design issues while also saving money, time and effort.
However, there are many possible reasons for failures when using these materials. Failure can be defined as no adhesion upon cure, reduced adhesive strength, or loss of adhesion over time. Finding the cause of a failure can sometimes be difficult, especially if the failure is intermittent or if it started after a long period of success.
A number of standard issues should be considered when determining the cause of bond failures.
One of the first considerations should be contamination. Grease, oil or other impurities on the surface can potentially cause loss of adhesion. Dirty substrates are an obvious potential problem, but contamination can be inadvertent. Oils from skin contact, especially on small parts, could be enough to cause a problem. Components may have been improperly cleaned. Component manufacturers sometimes change a production process that does not affect component performance or tolerances, but can unintentionally affect the bonding of that component.
Controlling the cleaning process where the parts are made or used is the best way to ensure that contamination does not cause bonding problems.
Another possible source of contamination is silicone release agents that can settle onto surfaces and prevent adhesion. Care must be taken to prevent cross-contamination when using silicones or any release agent. For this reason, some manufacturing facilities do not allow the use of any silicone compounds.
Surface preparation is essential for bond consistency. There are many methods to prepare surfaces, including washing, abrasion, and plasma or corona treatment. The best surface preparation will depend upon the specific substrate and adhesive chemistry used. Consult with your substrate provider or adhesive manufacturer for the appropriate preparation. Lack of consistent surface preparation can be a big contributor to adhesion issues.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The mix ratio for many two-part materials can be a major issue. Some adhesives are very sensitive to minor changes in the mix ratio. Many materials are stoichiometrically balanced, and an off-ratio mix may cause the material to cure erratically or not perform to its optimal capability.
Even some materials that are not as sensitive to the mix ratio may exhibit slightly different characteristics when the ratio is varied. Materials that do cure with an off ratio mix may have slightly different finished hardness and tensile strength, thus effecting the final performance.
Mixing of two-part adhesives is a basic process function, but is essential for these adhesives to work properly. Insufficient mix may result in a partial chemical reaction that leads to partial curing. An insufficiently cured material will most likely result in poor bond strength and lower physical properties.
Also, mixing of the original container can be very important. Fillers or other constituents could settle. Ensuring a homogenous mix of each component prior to mixing (for two parts) is vital to achieve maximum properties.
Application technique can be critical. If adhesive is manually applied, ensure that the amount is consistent for each unit. Most adhesives work best when applied in just the right amount to create an optimal bond line. Too much or too little adhesive can produce variable bond strengths. If applicable, make sure that the adhesive is applied in the same location on every component.
If automated dispensing technology is used, ensure that the equipment is clean when starting and remains clean during use. Some adhesives can partially cure in the dispensing apparatus, thus clogging the unit and preventing a consistent amount of material being applied to each part. Less adhesive could result in decreased strength.
Air entrapment can be a source of intermittent bond failures, especially in small applications. Removing air from the system, prior to application, may be a necessary processing step. Air gaps could prevent the adhesive from interfacing fully with the substrate surface, which may result in decreased strength.
Incompatibility with substrates can also be a contributor to failure with some adhesives. Certain plastics may contain plasticizers that could seep to the surface over time, causing a bond to fail. This seepage could be inconsistent from lot to lot, so that some parts never fail while others lose adhesion.
Some substrates can actually interfere with the cure mechanism of an adhesive. This is usually an issue that is addressed when selecting the adhesive, but it sometimes appears later.
Cure time and temperature can be major factors contributing to incomplete cure and performance of many bonds. Some adhesives must be exposed to certain temperatures to cure. Many ovens can vary considerably, and thus an adhesive does not seem to cure in its allotted time. Too high a temperature may cause a material to polymerize incorrectly and cause degraded properties.
Some materials may cure at lower temperatures, but not produce the same physical characteristics as when cured with elevated temperatures. Alternatively, certain chemistries designed for low-temperature cure should not be heated when cured.
Products cured with ultraviolet (UV) energy have the same issues. They must be cured with the correct wavelength and energy level. Certain chemistries will not cure with low-light exposure, and others can burn if subjected to a high dosage. Some UV chemistries must be heated after initial curing to achieve maximum performance.
Environmental conditions should also be noted, as many materials can be affected by their surroundings. For example, high humidity can prevent cure in some materials, while it speeds up the reaction in others. Carbon dioxide, PH, oxygen and ambient temperature can all adversely affect adhesive curing.
As stated earlier, intermittent problems are the hardest to resolve. These are almost always due to a factor other than the adhesive. Of course a batch of adhesive may have been produced incorrectly, but this is actually rare. Reputable manufacturers use reliable raw materials and process controls to ensure a consistent finished product. More than 98 percent of problems with adhesives are not due to the adhesive itself, but due to some other cause.
Speaking to experts is always useful. At EpoxySet, we encourage conversations with our technical team to resolve any specific problem.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




