Carbonic Cleaning for Adhesive Bonding
Carbonic cleaning safely and consistently removes contaminants from materials to prepare them for adhesive bonding



Epoxies form strong bonds that can take thousands of newtons to break apart. However, the strength of the epoxy is directly related to the surface area and cleanliness of the substrates.
More surface area allows an epoxy to form more bonds between materials, which is why sanding is a common pretreatment before adhesion. Roughening the surface increases the bonding area without increasing the size of the material.
Surface cleanliness is important, too. Contaminants form weak bonds with the surface of the material, which reduces the surface area that an epoxy can bond with. With less area for bonding, the force required to break bonded materials apart will decrease dramatically.
There are many ways to clean surfaces prior to bonding. One of the newest is carbonic cleaning, which uses tiny particles of CO2 propelled by a temperature-controlled air stream. CO2 is inert, nontoxic and nonflammable, making it a safe and versatile organic solvent. It is also nonaqueous and sublimes on any material it is cleaning, leaving behind only a clean surface.
In carbonic cleaning, compressed liquid CO2 is expelled from an insulated nozzle. Due to the Joule-Thomson effect, the liquid CO2 rapidly changes into a mixture of solid particles and gas, which impact the surface to be cleaned.
The particles are propelled by a heated, compressed air stream. The air stream has two benefits. First, it adds additional kinetic energy to the CO2 particles, which increases their velocity on impact with a material. It also raises the temperature of the particles, which changes their shape into bullet-like particles. The fine points of these bullet particles enable them to easily transfer kinetic energy to the substrate.
Momentum transfer isn’t the only mechanism involved in carbonic cleaning. Thermal strains caused by the temperature of the CO2 also play a role, since CO2 stays solid for temperatures up to -78.5 C. And, the CO2 itself acts as a solvent, particularly for hydrocarbon contaminants.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Comparing Cleaning Methods
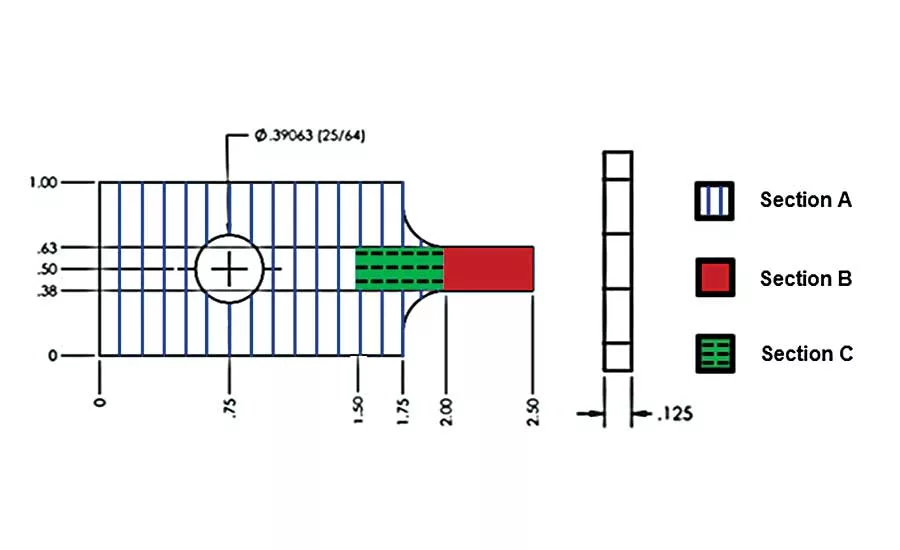
To gauge the effectiveness of carbonic cleaning, we tested the technology on tab-shaped coupons of 6061 aluminum, black ABS and 304 stainless steel. The coupons were 1 inch wide, 2.5 inches long and 0.125 inch thick (see figure 1). The contact area of each coupon (Section B) was sanded using 240 grit aluminum oxide sandpaper for all materials except for 36 of the ABS coupons, which had an additional contact area (Section C) that was also sanded.
A calibrator was used to mark 0.5 inch from the bottom of each material. This allowed all coupons to have a consistent 0.5 inch by 0.25 inch surface area to apply epoxy to and bond to one another. For the 36 ABS coupons that had Section C sanded, a calibrator was used to mark 1 inch from the bottom in addition to the 0.5 inch mark, so these coupons had both Section B and Section C clearly marked.
In our experiment, we bonded aluminum to aluminum, stainless steel to stainless steel, ABS to ABS, aluminum to stainless steel, aluminum to ABS, and stainless steel to ABS. Eighteen assemblies of each material combination were produced.
We applied dry chalk dust to nine coupons to replicate dust contamination, and we applied cutting fluid to nine coupons to replicate common oil contaminants.
Before applying the chalk, masking tape was applied above the 0.5-inch mark made to ensure that only Section B was exposed to the contaminant. Once the dry chalk was evenly applied, the tape was removed, and the coupons were ready to be cleaned. We did not use masking tape before applying the cutting fluid; just two drops of oil were evenly spread onto Section B, and the coupons were ready for cleaning.
All cleaning was done in a class 1,000 clean room to ensure that once the coupons were cleaned, no additional contaminants would interfere with the experiment.
Three coupons for each contaminant underwent one of three cleaning methods: air, alcohol wipes or carbonic cleaning. Air and carbonic cleaning were both propelled at 16.99 cubic meters per hour. Once the coupons were cleaned, masking tape was applied above the 0.5 inch mark, so only Section B was available for all the coupons.
Immediately after cleaning, 3M Scotch-Weld epoxy was applied to Section B of only one of the coupons. Then, another coupon was placed on top, and the assembly was clamped together for 24 hours for the epoxy to cure. The coupons were not moved while curing to ensure the epoxy formed the strongest bond possible.
Since epoxy forms a much stronger bond with metals than plastics, the procedure for bonding aluminum to ABS and stainless steel to ABS was slightly altered. When a metal and a plastic are joined using an epoxy overlapping at Section B, the epoxy bond is stronger than the forces holding Section B to the rest of the plastic. This results in Section B breaking off the plastic before the epoxy breaks. To combat this, Section B of the metallic coupons must be bonded to Section C of the ABS coupons.
When preparing these coupons, the metals were prepared the same as before, but ABS was treated differently. When applying dry chalk, masking tape was applied below the 0.5 inch mark and above the 1 inch mark. After the dry chalk was evenly applied to Section C, the coupons were ready for cleaning. For cutting fluid, two drops of oil were evenly spread onto Section C and then the coupons were ready for cleaning.
After the coupons were cleaned, ABS coupons were taped below the 0.5 inch mark and above the 1 inch mark. Epoxy was applied to the metal on Section B and then aligned with Section C of the ABS. The coupons were clamped together for 24 hours to allow them to cure. Since there is masking tape above and below the surface area that is bonded together, only the force required to break the bonds between the materials was recorded.
This is because the bonds between epoxy and masking tape and between the sample and masking tape are much weaker than the bonds between the two materials joined with epoxy. When the force required to break apart the coupons was recorded, it reflected the surface area of 0.5 inch by 0.25 inch between the two coupons and discounted any epoxy that spilled into the masking tape.
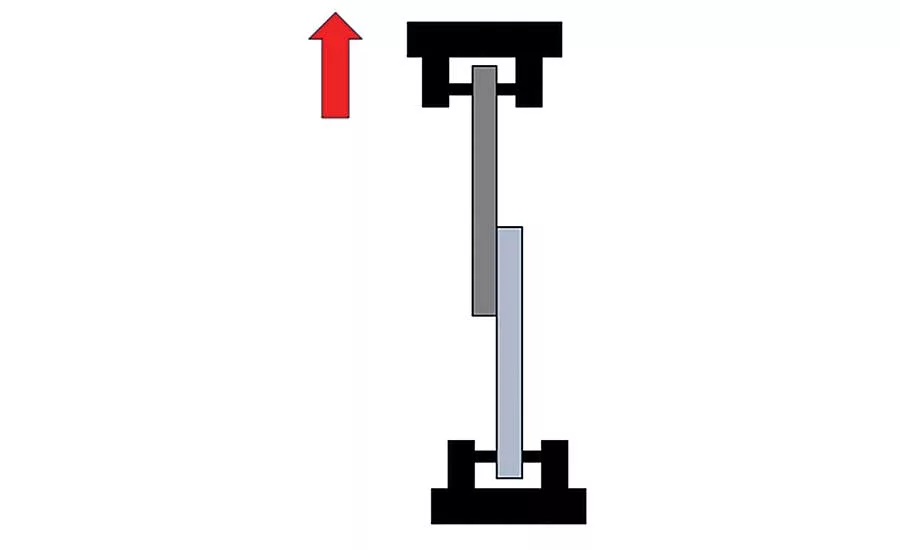
Once the coupon assemblies fully cured, they were placed in a force tester, which measured the sheer force needed to break apart the two materials. Clevis pins lock the coupons in place while the instrument pulls the top coupon away.
Contaminant Removal Efficiency
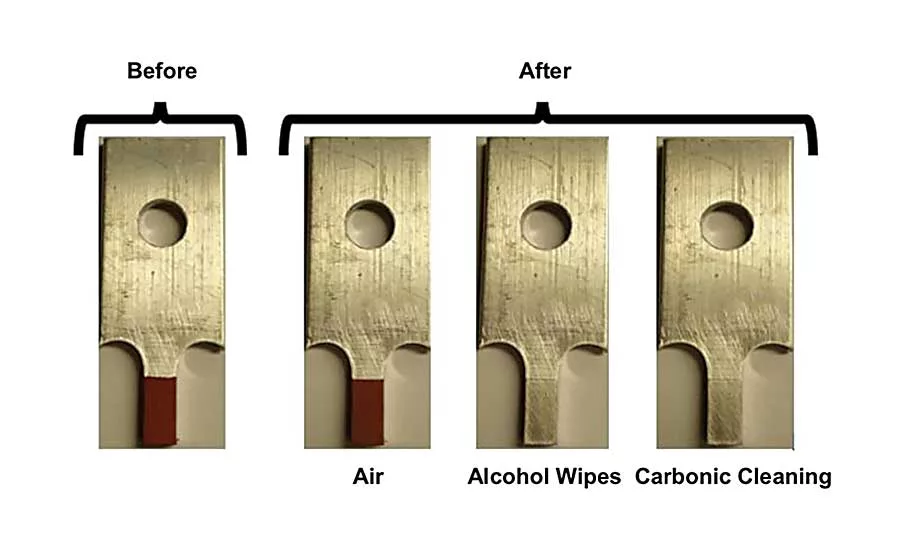
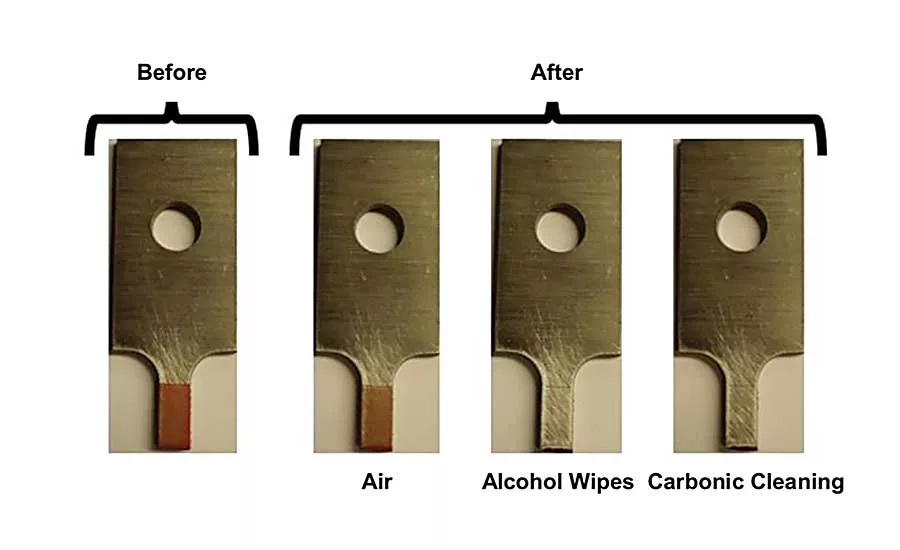
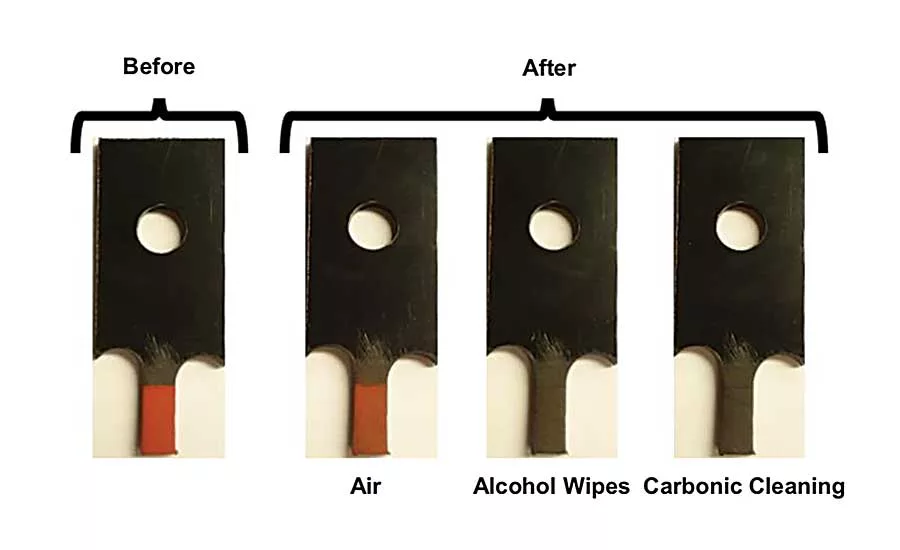
After pretreatment with air, alcohol wipes and carbonic cleaning, chalk contaminants were visibly reduced for all pretreatments on all surfaces. However, only alcohol wipes and carbonic cleaning visibly removed most of the contaminants from the surface. Air left behind most of the chalk. Figure 2 shows chalk contaminants on each material before and after cleaning.
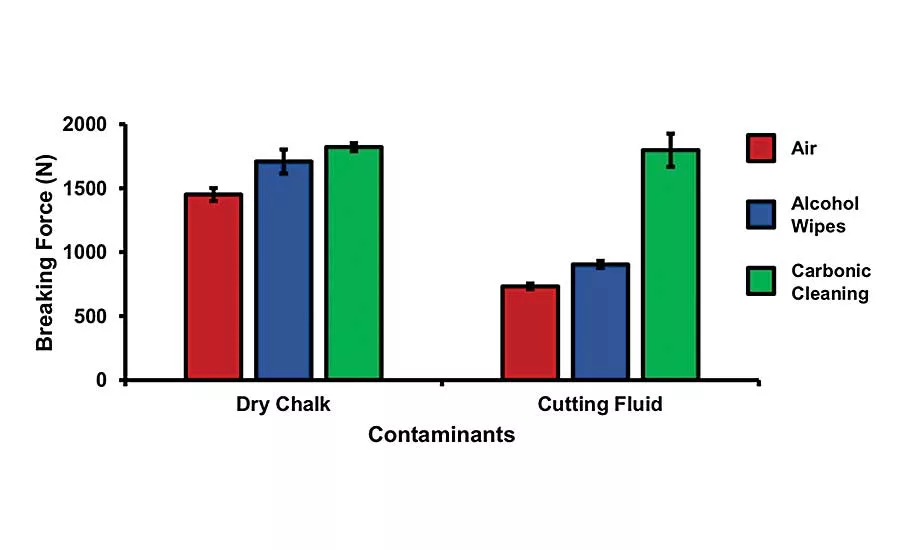
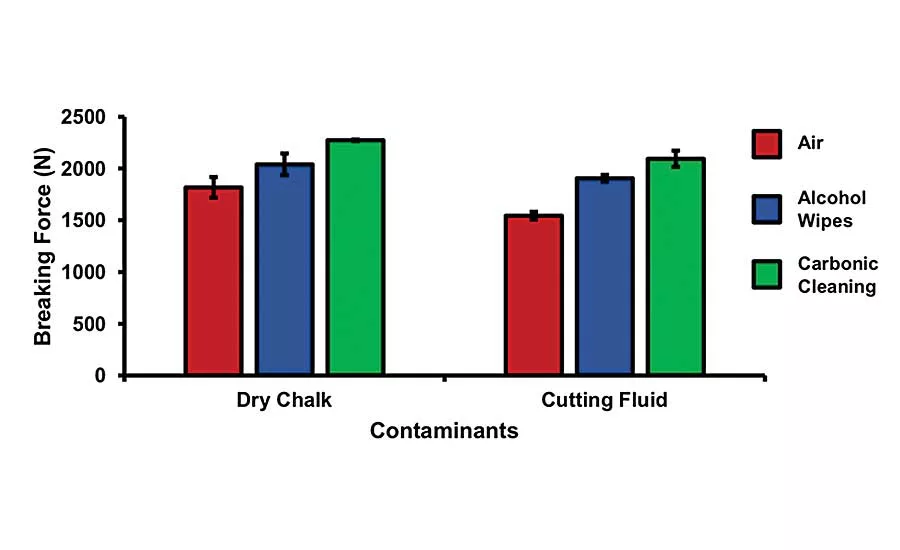
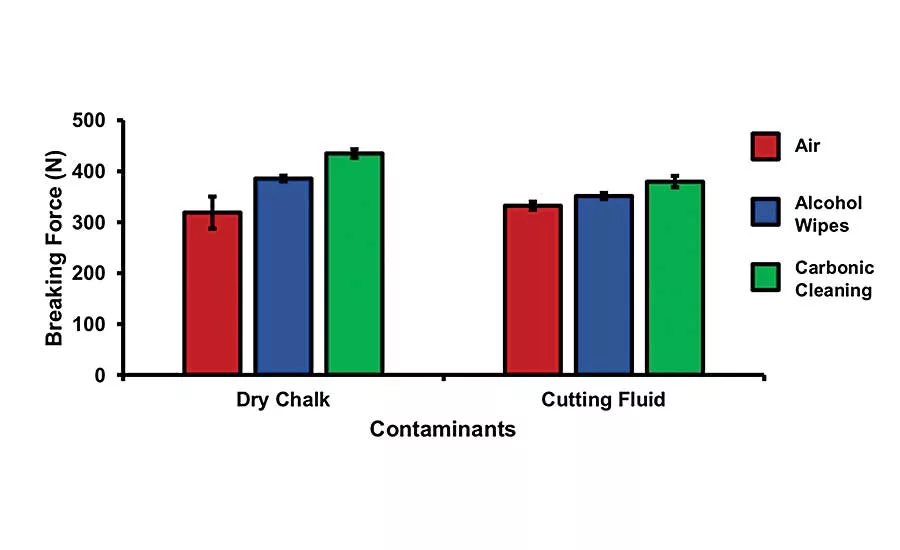
The results indicate that when coupons were cleaned with CO2, more force was needed to break apart the two coupons than when materials were cleaned with air or alcohol for all materials and contaminants. Alcohol wipes recorded the second most force to break apart the coupons for all dry chalk and cutting fluid contaminants. Parts contaminated with cutting fluid took less force to break apart than those contaminated with chalk for all materials and surface pretreatments, except for air on ABS to ABS assemblies.
Parts treated with carbonic cleaning consistently had the highest breaking force, regardless of the materials or contaminants used. (See Figure 3.) This indicates that after carbonic cleaning, common materials in industry such as 6061 aluminum, black ABS and 304 stainless steel form stronger bonds when using epoxy compared to traditional cleaning methods, such as compressed air and alcohol wiping.
For a strong bond to be formed between two surfaces, the surfaces must be clean. This allows the adhesive to make strong bonds between the two surfaces, with no contaminant particles in between.
However, when a surface has contaminants, the contaminants bond to the surface with forces weaker than an adhesive. If these contaminants are not removed before the adhesive is applied, the adhesive will bond to the contaminants and not the surface. Since the contaminants have weak bonds with the surface, these will break first compared to the strong bonds of an adhesive. The more contaminants on a sample, the less surface area for an adhesive to form strong bonds with and the weaker the overall strength of the adhesive.
Cleaning with air left the most contaminants after cleaning, and this was reflected in the results. For all material combinations, coupons cleaned with air required 32 percent less force to break apart for dust-contaminated parts and 74.9 percent less force to break apart for oil-contaminated parts, compared with coupons treated with carbonic cleaning.
Cleaning with alcohol wipes was slightly better. For all material combinations, coupons cleaned with alcohol wipes required 14.1 percent less force to break apart for dust-contaminated parts and 41.9 percent less force to break apart for oil-contaminated parts, compared with coupons treated with carbonic cleaning.
The contaminant affected the breaking force required for all materials and pretreatments. Removing cutting fluid resulted in a much lower breaking force than chalk for all materials when they were cleaned with air or alcohol wipes, but only a small decrease in breaking force when they were pretreated with carbonic cleaning. The breaking force decreased 45.1 percent for parts cleaned with air and 36.9 percent for parts cleaned with alcohol when the contaminant changed from chalk to cutting fluid for all experiments. However, the breaking force for carbonic cleaning only decreased by 10.1 percent when the contaminant changed from chalk to cutting fluid for all experiments.
Carbonic cleaning has demonstrated its efficiency and consistency in cleaning a variety of common materials and contaminants and should be part of your surface preparation arsenal.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




