Adhesive Bonding vs. Ultrasonic Welding for Assembly of Medical Devices
In the fight against COVID-19, it is vital for manufacturers to employ assembly technologies that can easily scale up when demand for medical devices and personal protective equipment (PPE) rapidly escalates.
Currently, adhesive bonding and ultrasonic welding are widely used for assembling safe, reliable thermoplastic medical devices and medical-grade textiles. Which to choose depends on several considerations. These considerations fall into two broad categories:
- The ability to operate with the speed and flexibility to meet production goals and be easily scaled-up when demand increases.
- The ability join a variety of materials and accommodate small, often complex part geometries.
Safety syringes or auto-disable syringes are commonly assembled using ultrasonic welding or adhesives and will play a vital role in safely immunizing millions of people and protecting healthcare providers. Adhesives and ultrasonic welding are also used to assemble diagnostic test kits, strips, collection swabs and biocontainment enclosures. Ultrasonic welding and adhesive tapes are quickly replacing traditional needle-and-thread assembly for nonwoven textiles used for PPE, such as face masks, gowns and surgical drapes.
Since adhesives and ultrasonic welding are permanent joining methods, it is important to also consider whether the device will need to be disassembled to allow for maintenance, repair or internal parts replacement. To allow for disassembly, a product design likely needs to incorporate either mechanical fasteners or snap-fit components, as opposed to permanent assembly methods like adhesives or ultrasonic welding.
Flexibility
Of the two assembly methods considered here, adhesives often provide more flexibility in the assembly process. Adhesives can create bonds between components in a wide range of materials and shapes. Adhesives are often good for high-mix production or prototype production.
Adhesive processing methods come with constraints, however. The first involves the optimization and maintenance of the dispensing equipment. The applicator must be kept relatively clean, and the adhesive must be applied with consistency and care. When the number of adhesive dispensers increases (for scaling up production), it becomes more challenging to ensure process control. Assembly managers must make certain that adhesives are flowing smoothly, cure times are consistent, and bond strength is reliable. This often requires the periodic purging and cleaning of dispensing systems and applicators, which can lead to waste, production delays or equipment repairs. Process documentation and data collection can also present challenges.
It’s also important to remember that adhesives are consumables. Every bond represents an incremental production cost that rises in direct proportion to output. If production ramps up rapidly or new product variations are introduced, production costs will likely escalate accordingly.
Production Volume and Scalability
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
If production volumes increase rapidly, the benefits of ultrasonic welding become apparent.
Using ultrasonic welding requires some upfront investment in capital equipment (the welding system) and product-specific tooling, which is needed to precisely hold the various plastic components in place during welding. This one-time investment can then be effectively and rapidly scaled up using existing equipment, processes and procedures. Whether a manufacturer is welding 1,000 or 1,000,000 devices, there are no incremental consumable or assembly costs.
Manufacturers with production volumes ranging from tens of thousands per year to millions per year can often realize a clear return on investment using ultrasonic welding. Manufacturers planning high-volume production from the outset often choose ultrasonic welding. With ultrasonic welding, once a product design is finalized, weld tooling can be completed and high-volume production can begin.
Cycle Time
A key consideration for plastics assembly is cycle time. Adhesive assembly requires curing time for each assembly. The most basic adhesive assembly process may consist of a relatively simple fixture, a handheld adhesive dispenser and a clamp or fixture to hold it steady during the curing process.
Higher-volume adhesive assembly methods often involve automation, but the need to hold the assembly during dispensing and curing remains. Robotic dispensing tends to be flexible, as robots can be reprogrammed to incorporate fixture changes, respond to changes to adhesive chemistries, or adapt to the assembly of different parts with different geometries. However, all adhesive assembly methods require dispensing and curing time.
By contrast, ultrasonic welding typically provides a permanent, welded bond in 1 second or less. As soon as the welded part is removed from the weld fixture, the weld cycle is complete, and the next step in manufacturing can begin as a new part is loaded immediately to start the next cycle. Ultrasonic processes also allow for some products to be welded two at a time or in groups.
Materials
Material selection is an important variable in selecting an assembly process. In general, it is more difficult to bond dissimilar materials—rubber to plastics or plastics to metals—making mechanical fasteners, snap-fits or adhesives good considerations.
Generally, adhesives offer more options for bonding dissimilar plastics. There are some exceptions, as some polymers may react chemically or degrade in the presence of certain solvents or adhesives.
For ultrasonic welding, similar or identical thermoplastic polymers tend to weld better than dissimilar polymers. However, some dissimilar polymers may also be welded if they have similar glass transmission temperatures and melt flow indexes. Also, amorphous polymers tend to weld better than semi-crystalline polymers, since they have more gradual melt curves and more predictable melt flows between parts, which help to create more consistent bonds. Amorphous materials that weld very well include ABS, polystyrene and polycarbonate.
Semi-crystalline polymers are more challenging to weld because these materials tend to melt and solidify more abruptly. These characteristics can make achieving a consistent melt and melt flow more difficult, making it correspondingly more difficult to get a consistent bond. Polyethylene, polypropylene and nylon are examples of semi-crystalline materials that are more challenging to weld.
Geometry
Adhesive bonding allows for considerable variation in the geometry of parts.
Part geometry imposes a few more challenges when it comes to ultrasonic welding, since the structure of the part itself must adequately transmit the ultrasonic vibrations from the horn, or sonotrode, to the weld joint. Some part geometry or shapes will inherently do this better than others. An example of an easy-to-weld shape would be a cube with walls that are rigid enough to direct energy straight to the weld joint, such as those used in some lateral flow devices for rapid diagnostic testing. A more difficult shape to weld would be a sphere, since one half would tend to flex under load and therefore not transmit the energy as efficiently.
Easy-to-weld parts tend to have these characteristics:
- Relatively flat surfaces (limited contours) so that good horn contact can be achieved.
- Surface area on the top of the part over the weld joint area.
- Side walls with enough rigidity to transmit energy to the weld joint.
- A properly designed weld joint.
Every part is unique, so the most efficient first step in the design process is to speak with a knowledgeable professional who can help evaluate the design and consider your assembly needs.
Design for Manufacturing
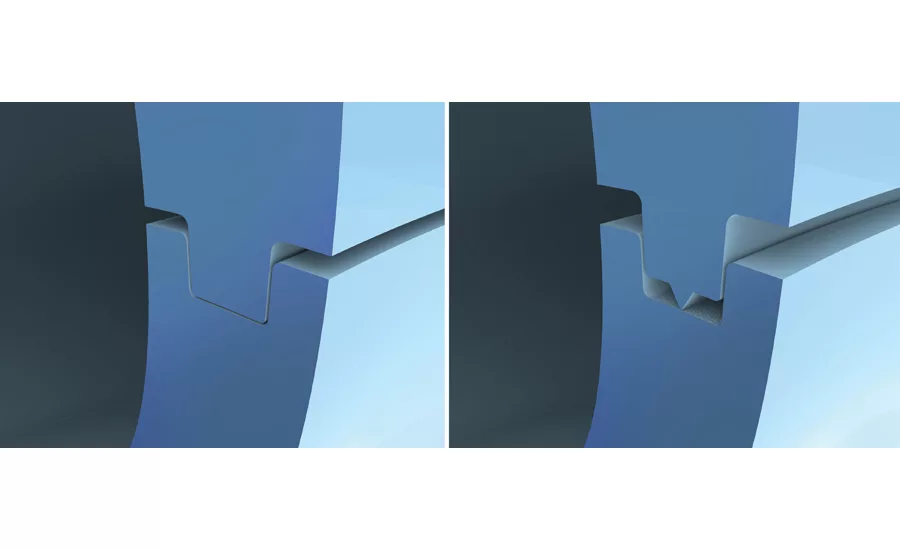
Incorporating rapid product volume scale-up capabilities into your manufacturing processes can greatly improve your company’s responsiveness to challenging market demands, such as those related to COVID-19. A key consideration could be to make design choices that keep your assembly options open to both adhesive and ultrasonic welding methods. Perhaps the easiest way to do this is to design a simple tongue-and-groove joint into the mating surfaces of the assembly. This type of joint offers an inherent alignment feature—the groove—that’s ideal for capturing adhesive and aligning the tongue of the mating surface. Coincidentally, it also produces a strong ultrasonic weld.
Should production needs or volumes change, it is a straightforward process to convert a tongue-and-groove part from adhesive assembly to assembly using ultrasonic welding. All that is required is the addition of an “energy director”—a small bead of sacrificial weld material—to the bottom of the existing tongue. Typically, this can be done with a modest “steel safe” change to the mold. Then, during the weld process, the energy director on the tongue melts neatly into the groove, resulting in a very precise, high-strength weld joint that offers good sealing properties.
Pros and Cons of Adhesive Bonding
| Pros | Cons |
|---|---|
| Flexibility in part design | Adhesive is a consumable |
| Can adhere dissimilar materials | Cure time adds to cycle time |
| Low capital expense | Equipment maintenance; limited data capture |
| Works with a variety of part sizes and geometries | Parts must be clamped while curing; UV curing equipment requires transmissive surface for exposure to UV light |
| Great for low-volume production and prototyping Requires chemical compatibility; certain plastics will degrade | Device volume scale-up can be challenging; cure time considerations for production line expansions |
Pros and Cons of Ultrasonic Welding
| Pros | Cons |
|---|---|
| No consumables | Requires capital investment |
| High-volume production capabilities | Specific joint design (energy director) required |
| Easy setup and data capture | Vibratory energy can impact delicate components |
| High-strength seals, often stronger than parent material | Typically requires dedicated tooling |
| Minimal equipment maintenance | Limited to certain part geometries and contours |
| Easier scale-up; automation-friendly | Noise, depending on frequency and part size |
Tarick Walton
Global Product Manager for Ultrasonics
Branson Welding and Assembly at Emerson
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





