Automatic Cut, Strip and Crimp Machines
Advanced servo technology ensures quick machine setup, precise wire processing and high production.
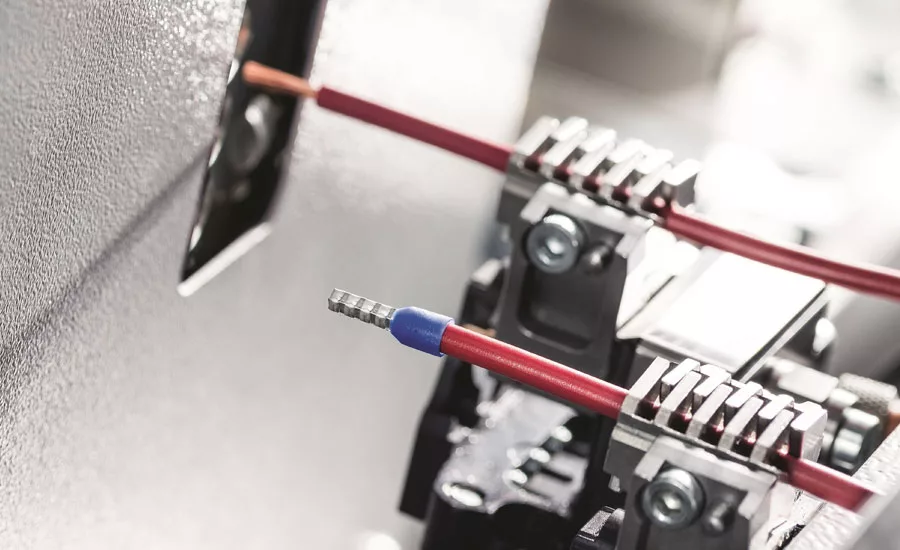
Up to five sizes of ferrules can be terminated at one time by the CM 1/5 GS module, when used with the Zeta 630 machine. Photo courtesy Komax Corp.

Harness manufacturers can integrate the CrimpCenter 36 S machine with up to six processing stations (three for crimping). The machine handles 26 to 12 AWG wire and feeds it at up to 26.3 fps. Photo courtesy Schleuniger Inc.
Every worker and piece of equipment must multitask if a company is to be successful. This is the business philosophy of most wire harness manufacturers, particularly those that are small, like Manufacturing Resource Group (MRG).
When the company began assembling wire harnesses in 1988, workers at its Norwood, MA, and Tecate, Mexico, locations did a lot of wire cutting by hand. Occasionally, they used a few pieces of basic wire processing equipment to cut and prep wire of all lengths and thicknesses. In 1998, MRG bought its first piece of equipment from
Schleuniger Inc., a jacket stripping machine. The company has since purchased 30 additional Schleuniger machines, all of which are still in good working order.
Two of the units are CrimpCenter 36 S fully automated cut, strip and crimp (CSC) machines. Joe Prior, president of MRG, says these machines have helped reduce setup times by 50 percent and increased processing speeds by 25 to 30 percent. He also likes the machine’s ability to store wireprocessing programs on a cloud network for easy access and quick recall by the Massachusetts and Mexico facilities.
MRG’s positive experience with CSC machines is not unique. Harness makers of all sizes are fully aware of these machines’ main benefits—quick setup, precise wire processing and high production—and use them to their advantage on a daily basis.
BETTER THAN BEFORE
When Artos Engineering Co. introduced the first CSC machine in the early 1930s, it was only able to process a handful of different wire sizes and lengths. John Olsen II, president of Artos since 2005, says the company developed this machine for the Western Telegraph Co., to help it more quickly process wire for the radios it manufactured.
The CSC machine featured three pairs of fixed-position blades to cut and strip the wire, usually 18 to 14 AWG. All setup changes were done mechanically by adjusting cams and moving blade spacers. Equally important, the machine automatically placed terminals at the end of each wire, eliminating the need for workers to wrap stripped wire ends around small metal posts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Today’s CSC machines are a world away from that first model. For starters, they handle a much wider range of wire (30 to 10 AWG, depending on series), and use servomotors for all wire movements to increase processing precision and speed. The machines also feature advanced HMIs, which allow the operator to quickly change wire parameters and processing speed, access real-time crimp force monitoring data, and easily integrate the CSC with other assembly machines via plant management software (MES, ERP, etc.).
Another major change is that modern CSC machines offer much faster changeover, thanks to quick-change guides and blades, and processspecific technologies. For example, Artos’ Sencor system senses the conductor within the wire and automatically sets blades at the proper stripping diameter. This technology reduces wire waste, shortens setup time and monitors blade wear. Schleuniger has a ToolingShuttle system that allows operators to change out the CSC’s crimp applicator in 30 to 40 seconds, rather than 5 or 6 minutes.
“It’s often the case that harness makers are more concerned about a machine’s setup and changeover time than production rate,” says Rob Boyd, senior product manager at Schleuniger. “Those companies still run batches of 1,000 or more pieces, but more often they’ll process 50 to 250 pieces and then need to switch to wire of a different width or length, or with a different insulation.”
CSC machines are standalone models that feature a blade block within which holds one set of cutting blades and two sets of stripping blades (one for each end of the wire). Blade types are V, rotary, radius and custom die. Occasionally, such as when the wire requires a long strip length, cutting blades are also used for stripping.
The M600 from Schaefer Megomat USA cuts, strips and crimps up to 6,200 single- conductor wires (28 to 12 AWG) per hour. It handles single- anddouble insulated wire and can be set up with two, three or four stations. WireStar 20 software ensures accuracy and repeatability at optimum speed, and a 22-inchwide touch screen display allows for easy programming and quick retrieval of production data. The machine’s conductor quality sensor system dynamically monitors every wire during the stripping process for any conductor defects.
CSC machines process the ends of two different wires simultaneously (i.e., the trailing end of wire A and leading end of wire B) to optimize productivity. After a wire is cut and stripped, it is automatically placed into a terminal that is crimped with a press. The finished wire is then deposited into a collection tray for retrieval. Cycle time is 0.5 to 2 seconds.
Equipment suppliers offer a wide range of secondary process stations that integrate with CSC machines. These operations may be performed either before or after crimping.
“Depending on the station, it may weather seal the connector or twist two wires together and insert them into a single terminal,” says Glenn Dawson, regional sales manager at Komax Corp. “Other options include fluxing, tinning or soldering wire; placing an insulating sleeve over one or more wire; marking the wire (laser, ink-jet, hot-stamp); and having it ultrasonic or resistance welded.”
Dawson says that manufacturers of electrical control cabinets often integrate their CSC machines with one of these welding stations. There, exposed conductor strands are compacted into a slug, which is then inserted into a terminal block.
In 2015, Komax introduced the Zeta 630 to specifically help control cabinet makers quicken wire processing. The machine processes 24 to 10 AWG wire, and its automatic selector loads up to 36 different wires. As many as five sizes of ferrules can be terminated simultaneously with the optional CM 1/5 GS module. Other modules perform MIL-spec crimping, ink-jet marking and wire-end solidifying, splicing or welding.
THE TURNOVER CHALLENGE
“A crimp-to-crimp process free of human touch is what manufacturers really want,” claims Rick Osterbrink, engineer at Schaefer Megomat. “Machines are constantly evolving and improving, but it’s happening slowly, and we’re still a bit away from nohuman- touch equipment. Harness makers know this, and work with the reality that some operator involvement will be required for the foreseeable future.”
Paradoxically, several harness manufacturers are faced with the problem of operators quitting their positions after only a short time— leaving the companies without experienced, trained people who know how to optimize the performance of each CSC machine. Suppliers estimate the turnover rate to be between 15 and 20 percent annually.
“The operator’s skill level is crucial to the CSC machine’s performance level,” says Boyd. “You don’t just pull someone off the street and make the person a CSC machine operator. He or she must receive the proper training.”
All suppliers provide on-site operator training for each CSC machine they install. Boyd says that Schleuniger provides at least three days of training and a fourth day when the application demands it. If training of additional or new operators is required later, the supplier provides it online.
Erich Moeri, customer care manager at Komax, says his company offers three to five days of training. On the last day, the supplier’s technical representative tests the trainees to see how well they oversee the actual machines used in the plant to process actual wire used in harnesses.
Equipment maintenance is also covered during training. Moeri says this is essential, because machine operators are often required to perform daily, weekly and monthly maintenance duties. In addition, Komax offers each of its customers a maintenance agreement, whereby the supplier’s tech specialists perform the more complex maintenance tasks related to wear components on a biannual basis.
The Artos Cr.11 is a robust machine that requires minimal maintenance. Designed for high- and low-volume applications, it processes 30 to 12 AWG wire from 1 inch to 325 feet long, and makes strips up to 1.26 inches long. The machine’s termination units are programmable and able to crimp open- and closed-barrel terminals. A quick-change cart system is standard. Optional modules perform window, or mid-wire, stripping, ink-jet or hotstamp marking, label application and long-wire coiling.
Schleuniger’s compact CrimpCenter 36 S machine can be integrated with up to six processing stations (three for crimping). It handles 26 to 12 AWG wire, features a user-friendly touchscreen and EASY operating software, and integrates with existing networks via TCP/IP. The machine feeds wire at up to 26.3 fps, and quickly saves and retrieves all wire, crimp and seal data. Processing capabilities, besides crimp to crimp, include crimp to seal; seal to seal (both sides sealing); double crimp (two or three terminals); double crimp with a crimp or seal (two terminals), or twist or tin (one terminal); and twist or tin to crimp or seal.
Not all CSC machines have the same wire processing capabilities, and not all capabilities are equally important to harness manufacturers. One of the increasingly important capabilities, according to Osterbrink, is removing bad wire leads.
“Sensors enable the machine to spot a bad lead early during wire processing and destroy it,” explains Osterbrink. “The lead or terminal is cut off at that point, and the remaining wire is deposited in an area separate from the good wires.”
Another current (and likely future) challenge for CSC machines is accurately processing smaller gauge, shorter and aluminum wire. With no end in sight to product miniaturization, consumer electronics manufacturers will continue to need very short and thin (36 to 46 AWG) wire. Automakers, meanwhile, increasingly use harnesses made of all three types of wire to lessen vehicle weight.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





