Assembling Thermoplastic Composites
Joining thermoplastic composites—either to each other or to other materials—can be challenging.

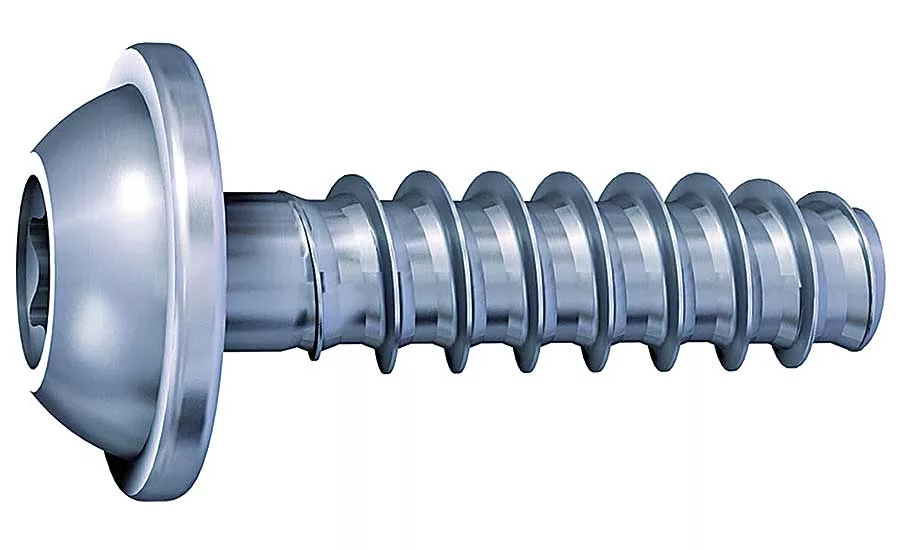
The new FLOWpoint Delta PT screw combines the attributes of two proven fastener designs, the Delta PT screw for plastics assembly and the FDS flow-drilling screw for sheet-metal assembly. Photo courtesy Semblex Corp.
The best option for fastening plastic containing glass, talc or other filler is typically a thread-forming screw, like the Delta PT. Photo courtesy Semblex Corp.

Threaded inserts are another option for fastening thermoplastic composites. However, the recommended hole size may have to be increased, depending on the filler content of the material. Photo courtesy SPIROL International Corp.

Ultrasonic welders are more than capable of welding filled plastic. In fact, 10 to 20 percent filler can actually help the process by making the material stiffer. Photo courtesy Branson Ultrasonics


Plastics and polymer composites are essential to a wide range of safety and performance parts in cars today. In fact, the use of plastic and polymer composites in light vehicles has increased from less than 20 pounds per vehicle in 1960 to 334 pounds per car in 2015.
A material such as nylon 66 with 33 percent glass fiber reinforcement is used in myriad automotive assemblies, including manifolds, engine covers, carbon canisters, engine mounts, shift levers and radiator tanks.
Unfortunately, the fillers that add strength, stiffness and heat resistance to plastic parts give engineers extra things to think about when planning the assembly process.
Plastic Welding
There are lots of technologies for welding plastic parts: ultrasonics, vibration, spin, hot-plate, infrared and laser. They all can join plastics reinforced with glass fibers, talc, mica or other fillers. Which method to use depends on the plastic; the type and amount of filler; the size and shape of the parts; and the application requirements.
Regardless of process, filled materials typically need “more time, more pressure and more energy,” says Jason Barton, national sales and marketing manager at Dukane Corp. “Semicrystalline materials tend to need quite a bit more.”
That can be an issue when using ultrasonic or vibration welding. Too much amplitude can crack or weaken distal areas of the parts.
Part design is another issue. When welding plastics that contain fillers, it’s a good idea to increase the amount of material at the joint interface. “Usually, you need more weld surface with a filled material than you would with a virgin material,” says Barton.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Whenever possible, engineers would prefer to use ultrasonics to weld plastic parts, due to its speed and economy.
“We weld filled plastics all the time,” says Sophie Morneau, Emerson global director of application development at Branson Ultrasonics. “In fact, 10 to 20 percent filler can actually help ultrasonic welding by making the material stiffer, which helps transmit vibration to the weld joint. The softer the material, the more it will absorb vibration.”
On the other hand, too much filler can adversely affect the weld. “If you have too much fiber, you won’t have good mixing of the plastic at the weld interface, so achieving a hermetic seal can be an issue,” explains Morneau. “With filler content above 30 percent, you may start to see issues.”
Another consideration is that fillers, especially glass fiber, can be abrasive. Ultrasonic horns may need a protective coating to prevent premature wear.
When parts are too big, too complex or too tough for ultrasonic welding, other processes come to the fore. One of those is vibration welding. In fact, some evidence suggests that the vibrations might help intertwine the fibers at the weld interface and thereby increase joint strength.
When using vibration welding to join filled materials, the weld bead—the area of the part that gets melted during the process—should be wider and taller than normal, advises Kevin Buckley, Emerson technical applications manager at Branson Ultrasonics. “If the walls of the part are 2 millimeters thick, you should make the weld bead 2.5 millimeters,” he says. “If it’s equal to the wall thickness, you can expect 90 percent of the parent material strength.”
Flash containment is critical when vibration welding filled materials. “With vibration welding, the material that gets displaced from the joint has very little residual heat,” says Buckley. “When you add fillers, that flash cools off even faster. So, you might have to oversize the volume of the flash trap area.”
Sometimes, welding processes can be used in conjunction with each other. For example, infrared emitters can be used to preheat filled materials prior to vibration welding.
“It’s slower than conventional vibration welding, but it’s faster than hot-plate welding,” says Barton. “It also reduces flash and particulate generation and creates a stronger bond.”
Laser welding is another option for joining filled materials—as long as the laser doesn’t have to travel too far through the transmissive part. “If you’re welding a nylon part with 30 percent glass, that laser is going to bounce off some of those fibers,” says Buckley. “Weld times are going to be longer, and you’re going to have to increase the light intensity.”
Threaded Fasteners
If the plastic parts must be disassembled, engineers have little choice but to use threaded fasteners for assembly. Fortunately, numerous screws have been designed specifically for fastening plastics, and the presence of glass fibers or other fillers isn’t much of an issue.
“Fastening glass-filled thermoplastics is pretty cut-and-dried,” says Terry Tripp, strategic account manager and engineering product specialist at fastener manufacturer Semblex Corp. “With some exceptions, the best option for fastening plastic containing glass, talc or other filler is typically a thread-forming screw.
“It’s not what the material is made of, but how stiff it is. Stiffness will give you an indication of how tolerant the material will be to thread forming. Once you get above a flexural modulus of 1.4 million to 1.6 million psi, you’re looking at thread-cutting screws.”
One of the most common thread-forming screws for plastics is the Delta PT, which was developed by German fastener manufacturer EJOT and licensed to a number of North American producers, including Semblex. The screw is used in a variety of automotive applications involving both filled and unfilled plastics, including headlamp casings, motor covers, intake manifolds and throttle valves.
The flank geometry of the Delta PT screw reduces radial stress on the boss. The flank starts with a 30-degree angle that quickly backs off into a 20-degree angle. This permits unimpeded flow of the plastic during installation.
“The threads gently move the plastic…into the root of the thread, which allows you to get high amounts of flank contact,” explains Tripp.
The fastener’s multi-angled thread profile and cored recess maximize engagement with the plastic. Fasteners with a flat root can cause material to jam, which can concentrate stress in the plastic and lead to cracking. The cored root eliminates stress concentrations and provides nearly 100-percent flank engagement.
The head of the Delta PT has a large bearing surface, which distributes pressure over a wide area of the boss. It also enhances joint stability by reducing creep and increasing break-loose torque. The increased minor diameter and large cross sectional area of the Delta PT boost torsional and tensile strength, so the fastener can be used in thermoset and glass-filled thermoplastic materials.
Regardless of what type of fastener they use for plastic, engineers are well-advised to put the brakes on driver speed.
“With any fastener for plastic, it’s important that you do not install it at too high a speed,” warns Tripp. “You don’t want to generate heat, which will soften the plastic and reduce the drive-to-strip ratio.”
Threaded Inserts
Threaded inserts are another option for fastening thermoplastic composites. With inserts, parts can be safely and securely fastened using bolts, which means they can also be easily disassembled over and over again. When fastening with screws driven directly into plastic, there is a risk of creating crossed or stripped threads every time the parts are rejoined.
An additional benefit is high load-carrying capability. “Inserts are generally twice the diameter of a screw, which increases the shear surface fourfold,” says Christie L. Jones, market development manager at SPIROL International Corp.
The considerations for specifying and installing threaded inserts in thermoplastic composites are similar to those for homogeneous thermoplastics.
There are many types of insert. Some are installed during molding. Others are pressed in. Expansion inserts are pressed into the plastic and expand when the mating screw is installed. Self-tapping inserts driven into a hole like a screw. Other inserts are installed with a heated tool or an ultrasonic tool. Which to choose depends on the material.
For example, self-tapping inserts are available in thread-forming or thread-cutting versions, depending on the ductility of the plastic. Thread-forming versions are best for ductile plastics, says Jones. Their coarse threads prevent reaming out the hole. Thread-cutting versions are better for brittle materials.
If the insert will be installed with heat or ultrasonics, a big consideration is the heat deflection temperature of the plastic. “You want to be able to install the insert without heating the plastic so much that you end up with flash spewing out of the hole,” explains Jones. “On the other hand, you don’t want to heat the plastic so little that you end up cold-pressing the insert. The goal is to maximize the displaced plastic within the knurls, grooves and undercuts of the insert.
“The size of the insert and how quickly the plastic reaches the softening temperature will also affect cycle time.”
Hole size is another consideration. If the plastic contains glass or mineral fillers, the recommended hole size may have to be increased. “Our rule of thumb is that if the filler content is equal to or greater than 15 percent, increase the size of the hole by 0.003 inch. If the filler content is equal to or greater than 35 percent, increase the size of the hole by 0.006 inch.”
Other general considerations that can affect the performance of a threaded insert are the configuration of the hole (straight vs. tapered), the wall thickness, and whether the holes are molded or drilled.
Best of Both Worlds
Due to its high strength and low weight, carbon fiber-reinforced plastic (CFRP) is increasingly being used in aerospace, automotive and sporting goods applications.
Until recently, engineers had three options to use threaded fasteners in conjunction with CFRP. They could embed studs or nuts in the material during layup; they could bond studs or nuts to the material after curing; or they could drill holes in the material and use conventional nuts, bolts, break-stem rivets or rivet nuts.
Now, EJOT has just introduced another option: the FLOWpoint Delta PT screw. This fastener combines the attributes of two of EJOT’s proven fastener designs, the Delta PT screw for plastics assembly and the FDS flow-drilling screw for sheet-metal assembly.
The FLOWpoint Delta PT is a self-piercing and self-tapping screw that penetrates both the clamped and mating material without a pilot hole. The thread geometry of the Delta PT screw was modified slightly to form a strong female thread in CFRP that permits disassembly and reassembly of the screw. Similarly, the tip of the FDS screw was changed to permit better penetration of CFRP.
“CFRP is typically a thin material. You don’t have big, long bosses with lots of room for thread engagement,” says Eric Breidenbaugh, FDS product line manager for Semblex, which is licensed to produce the new fastener. “The FLOWpoint Delta PT has more threads per inch, which works better when you’re dealing with thin materials.”
The fastener is designed to join CFRP to aluminum or steel. The CFRP could be the top material or the bottom. The CFRP must be a minimum thickness of 2 to 4 millimeters, depending on the material. The metal sheet must be a minimum thickness of 1 to 2 millimeters. “With anything less than that, you just won’t get good thread engagement,” says Breidenbaugh.
The FLOWpoint Delta PT is installed like a flow-drilling screw, with a combination of axial pressure and high rotational speed. The fastener penetrates the layers, extrudes a short boss, forms its own threads, and applies clamping force between the sheets. The installation process has six distinct steps: heating, penetration, extrusion forming, thread forming, screwdriving and tightening.
The initial driver speed is approximately 2,000 rpm, compared with 5,000 to 8,000 rpm for a flow-drilling screw in aluminum. “You want to get good forming, but you don’t want to burn the plastic or tear the material up,” says Breidenbaugh.
Axial pressure is also lower. Whereas a flow-drilling screw might be installed with 2,000 newtons of downward force, the FLOWpoint Delta PT screw is installed with 300 to 800 newtons of force.
“There’s so much variation with CFRP, every application needs to be tested,” cautions Breidenbaugh. “There are no standard guidelines yet.”
The FLOWpoint Delta PT screw can be produced with most common internal and external drive recesses and head geometries. It is available in stainless steel, steel, aluminum. One challenge with installing fasteners in CFRP is galvanic corrosion, so engineers should carefully choose the fastener material, plating and coating.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






