Assembling Magnesium Parts
Magnesium is strong and lightweight, but it poses problems for fastening and joining.
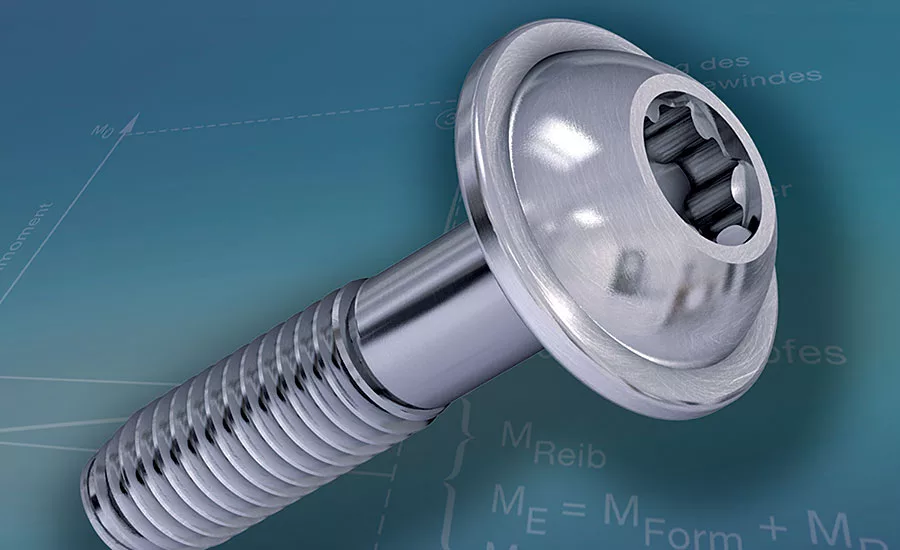
The ALtracs Plus thread-forming screw has a unique thread geometry that provides greater shear area between threads, resulting in higher pull-out and strip-out performance. Photo courtesy EJOT

The Magtite 2000 fastener has a trilobular shaft with radiused threads instead of angled ones. Photo courtesy Research Engineering & Manufacturing Inc.

Fiat Chrysler Automobiles is using magnesium for the rear liftgate of the 2017 Pacifica minivan. Photo courtesy FCA
General Motors recently introduced a new thermal-forming process and corrosion resistance treatment that will enable the automaker to use magnesium sheet metal for rear deck lids, body panels and other parts. Photo courtesy General Motors Co.
Efforts to reduce vehicle weight have mostly focused on aluminum, plastics and composites, but another lightweight material is also getting attention: magnesium. The ninth most abundant element in the universe, magnesium is as strong as steel, but 33 percent lighter than aluminum, 60 percent lighter than titanium, and 75 percent lighter than steel.
Worldwide demand for magnesium is growing steadily at a rate of 3 percent annually, driven primarily by the automotive industry. According to market research firm Ducker Worldwide, the average light vehicle contains some 10 pounds of magnesium, and that amount could triple by 2025.
Automakers are using magnesium for a variety of components, including instrument panel frames, seat frames, steering wheels, gearbox and air bag housings, closures, brackets, front-end carriers, engine cradles, engine blocks and even structural components. Fiat Chrysler Automobiles is using magnesium for the rear liftgate of its 2017 Pacifica minivan. General Motors recently introduced a new thermal-forming process and corrosion resistance treatment that will enable the automaker to use magnesium sheet metal for rear deck lids, body panels and other parts.
Using magnesium in automotive applications can provide more than just weight savings. Because the material is amenable to die casting, sand casting and similar production methods, it gives engineers the opportunity to reduce costs through part consolidation.
Automakers aren’t the only manufacturers taking advantage of magnesium’s strength and light weight. In the aerospace industry, magnesium can be found in the thrust reversers of airliners and the transmission casings of helicopters. It’s also used in missiles.
Electronics assemblers like the strength, durability and light weight of magnesium, too. Magnesium also dissipates heat and shields against electromagnetic and radio frequency interference. The housings for cameras, cell phones, laptops and portable media players are commonly made from magnesium.
Magnesium parts can be found in sporting goods, such as golf clubs, bicycle frames and in-line skates, as well as household goods, such as vacuums, power tools, chain saws and lawn mowers.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“We’re seeing more and more applications for fastening magnesium,” says Terry Tripp, engineering product specialist at Semblex Corp.
For all its benefits, however, magnesium is a challenging material for thermal, chemical and mechanical joining methods.
Welding magnesium requires low and controlled power input. In addition, because the metal has a high affinity for oxygen, shielding gases are needed.
Extensive surface preparation is necessary for adhesive bonding. At a minimum, magnesium parts must be degreased prior to bonding, and they may also have to be etched with chromic acid. Etching changes the physical and chemical properties of the metal’s surface to improve adhesion.
Magnesium is less ductile than steel or aluminum, so fasteners that work with those metals may be inappropriate for magnesium parts. And, due to its low electronegative potential, magnesium is susceptible to galvanic corrosion.
Fastening Magnesium
Magnesium is brittle. Thread-cutting screws are not an option, because the threads will break off. Self-clinching fasteners aren’t viable either, since the metal will not readily flow into the fasteners’ recesses. (Heating the metal prior to installation can help, however.)
Thread-forming screws for steel parts feature closely spaced threads that have a 60-degree flank angle. Such fasteners are too aggressive for magnesium parts, says Tripp. The metal will gall and seize in the threads.
A related problem is that a steel screw is much stronger than magnesium. Under clamp load, magnesium can slowly flow away from the fastener, causing the joint to loosen over time.
As a result, engineers should design magnesium parts to provide more thread engagement than comparable steel parts. As a rule of thumb, the length of thread engagement in a steel part typically needs to be only 0.75 to 0.87 times the diameter of the fastener. In contrast, the length of thread engagement in a magnesium part should be 2 to 2.5 times the diameter of the fastener. If the hole can’t be made deeper, it can be made smaller in diameter, so that a greater portion of each thread is engaged.
Galvanic corrosion is another concern when fastening magnesium parts. When magnesium contacts other metals in the presence of an electrolyte, such as road salt, severe galvanic corrosion can occur. To keep that from happening, the mating parts must be made of galvanically compatible metals; plated with galvanically compatible metals, such as zinc; or coated with an electrically insulating material, such as nylon. Ferrous alloys, titanium alloys, and nonferrous alloys containing nickel or copper have poor galvanic compatibility with magnesium.
In addition, engineers can design the joint to limit exposure to electrolytes. For example, screws should be driven into blind holes instead of through holes, so the tip of the fastener is not exposed to the environment. Clearance should be provided around the fastener head to permit drainage. The fastener can also be paired with a washer made of aluminum or a nonconductive material.
Assemblers can drill and tap holes in magnesium castings. However, the porosity of castings can be an issue during drilling, and special lubricants are usually needed to prevent galling.
Thread-forming screws are perhaps the most efficient means of fastening magnesium parts. These screws eliminate the cost of drilling, tapping, cleaning and inspecting holes, and they give designers more flexibility than nut-and-bolt assemblies.
Several thread-forming screws have been designed specifically for magnesium parts.
One example is the Mag-Form screw from Acument Global Technologies Inc. It has a pentagonal shank profile, widely spaced threads, and a broad, 105-degree flank angle. When driven into magnesium, a compressive action forms strong threads with minimal debris generation. The large flank angle allows the fastener to be inserted and removed multiple times without damaging the threads.
“The Mag-Form fastener moves the material out and compresses it,” says Tripp.
Because they produce minimal debris during installation, Mag-Form fasteners are ideal for critical applications, such as steering components and air bag modules.
Another option is the ALtracs Plus thread-forming screw from EJOT. The fastener has a unique thread geometry that provides greater shear area between threads, resulting in higher pull-out and strip-out performance.
The threads have a 33-degree asymmetrical flank angle (a 22-degree load flank angle and an 11-degree back flank angle). This minimizes the amount of material the threads displace, says Tripp. Flank root support gives stability to the thread in high clamp-load conditions without hindering material flow during thread forming.
A round body shape provides greater thread engagement than multilobular fasteners, which improves clamp retention and ensures long-term joint strength.
The thread-forming zone consists of a tapered, noncircular point with thread-forming relief flats. The taper helps assemblers align the screw in the hole and decreases the amount of force and torque needed to start the thread-forming process. The flat areas in the thread provide relief during thread-forming, which reduces drive torque.
The ALtracs Plus is interchangeable with machine screws. As a result, the fastener can be used in existing tapped machine screw threads of the same size, or alternately, a machine screw of the same size can be used in the thread formed by an ALtracs Plus fastener, eliminating any field service concerns.
A third thread-forming screw for magnesium is the Magtite 2000 from Research Engineering & Manufacturing Inc. This fastener has a trilobular shaft with radiused threads instead of angled ones. The trilobular shape provides low thread-forming torque and high failure torque. The rounded thread creates a clean, uniform internal thread by compressing the magnesium rather than displacing it. This minimizes debris creation and allows the screw to be removed and reinstalled multiple times.
As a variation, Nitto Seiko offers the Magtite CP. Nitto applies a polymer coating to the bottom half of the fastener that captures even the small amount of chips that might be created during the thread-forming process. This can be critical for electronics assembly applications, where even minute metal particles could cause a short circuit.
If high-strength threads are needed, threaded inserts can be pressed or shrunk into magnesium, but screwed-in inserts are preferred. One example is the MaggCert from Acument. The exterior surface of this tubular insert features Mag-Form threads, while the interior surface has standard machine screw threads in its interior surface. Available in sizes M4, M5, M6, M8 and M10, the insert is driven into a drilled or formed hole using a screwdriver with a Torx Plus bit.
Riveting and Forming
Break-stem rivets, impact rivets and rivet-nuts are also options for assembling magnesium parts, as long as galvanic corrosion issues are addressed. Self-piercing rivets have even been used to join steel and magnesium panels, though the magnesium needs to be heated to improve its formability and prevent cracking.
Orbital and radial forming have been tried with magnesium with varying levels of success.
“We have not seen a big push for this material in [orbital and radial] forming applications,” says Charles A. Rupprecht, vice president and general manager of BalTec Corp. “This is mainly due to the fact that magnesium tends to bend very easily and is softer than, say, cast aluminum. Thus, when forming a magnesium die cast part a ‘squashing,’ over-forming effect tends to occur that can cause problems for the finished form.”
“The alloy composition is critical,” adds J. Todd Hutson, senior applications engineer at Orbitform. “Regular grades of magnesium basically crumble instead of forming. [Formable alloys are available], but even then, you need to take great care in moving the material as little as possible.”
For example, the magnesium alloy AM50 (4.9 percent aluminum, 0.45 percent manganese and 0.2 percent zinc) is formable, says Hutson, while the harder alloy AZ91D (9.7 percent aluminum, 0.15 percent manganese and 1 percent zinc) is not.
Researchers at Fiat Chrysler Automobiles (FCA) are working on a new forming technique—upset protrusion joining—that promises to solve the problem.
Upset protrusion joining is similar to the process of heat-staking plastic parts, says Stephen Logan, senior technical specialist for lightweight metals and manufacturing projects at FCA. In that process, a boss on the base part is inserted through a hole in a mating part. Then, using a heated tool and pressure, the end of the boss is formed into a mushroom-shaped head that mechanically locks the two parts together.
Upset protrusion joining was developed as a way to join magnesium parts to dissimilar metal substrates. In this case, a protrusion on the cast magnesium part is formed to capture a part made of steel or aluminum. The forming tool is an electrode that heats the magnesium part through electrical resistance. The key process parameters are force, time and electrical current.
So far, FCA engineers have tested the technique on both bare and pretreated magnesium coupons, and bare and coated steel and aluminum test coupons.
“Good, robust joints were achieved in all of the configurations evaluated,” says Logan. “From a corrosion standpoint, certain combinations (for example, magnesium to coated aluminum) are considered more viable than others due primarily to electrogalvanic compatibility between the materials.”
The upset protrusion joining process is still the development stage, so FCA isn’t currently using the technique in production. “Most development work to date has focused on the ability to support automotive body and chassis applications, since these are typically some of the most demanding applications from a corrosion standpoint,” says Logan.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





