Ultrasonic Welding of Thermoplastic Composites
Strong and lightweight, thermoplastic composites can be difficult to join.



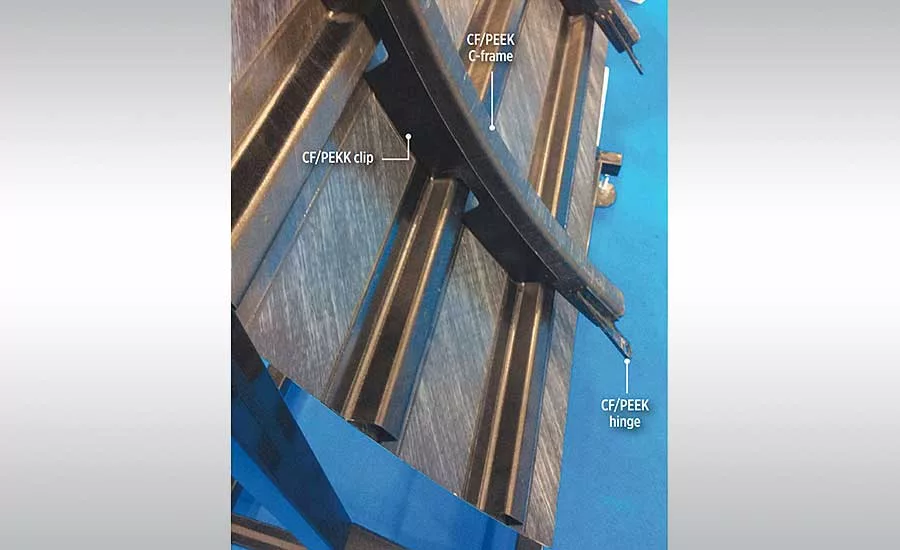


Manufacturing large, monolithic composite parts, such as a car body or an aircraft fuselage, requires a large and complex mold. As a result, the process can be quite costly. Alternatively, such complex parts can be manufactured less expensively by assembling a series of smaller parts using various joining techniques.
Manufacturers have several options for joining such parts. Fasteners are the most common method. Fasteners do not require surface preparation and are easy to inspect. In addition, the parts can be disassembled if necessary. However, fasteners have several drawbacks. One is stress concentration due to the holes in the substrates. They also add significant weight to the structure. And, they’re expensive. Fasteners account for 19 to 42 percent of the total cost of a composite aircraft structure.
Adhesive bonding is another option. The performance of adhesives in terms of strength, fatigue life and stiffness have improved greatly in recent years. The major advantage of adhesives is the ability to bond dissimilar materials. A bonded joint also provides more uniform stress distribution. On the other hand, adhesives require extensive time for surface preparation and curing. And, bonded joints cannot be disassembled.
Hybrid joints using both adhesive and mechanical fasteners offer the best of both worlds. They have good load-bearing capability and fatigue life. But, they also require extensive labor and longer joining time.
Welding is a third option. Thermoplastics can be reformed by applying heat and pressure, which makes them suitable for welding. A study conducted by the Boeing Co. found that welding a composite wing structure required 61 percent less labor than using threaded fasteners.
One way to weld thermoplastics is with resistance welding. In this method, a wire or braid of conductive material is placed in the joint interface and an electric current is passed through it. Heat from resistance melts the surrounding polymers and creates a weld. The wire or braid remains the part of the joint and affects weld strength. The advantage of this technique is its ability to weld large, complex joints. But, the conductive material increases cost.
Another option is induction welding. In this process, an induction coil is moved along the weld line. The coil induces eddy currents in the conductive carbon composite laminate, and the resulting heat melts the polymer.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Advantages and Limitations of Ultrasonics
A third option is ultrasonic welding. This process offers myriad benefits:
- Ultrasonic welding is the fastest joining method and is ideal for automation.
- Filler materials are not required. Spot and seam welds are possible.
- Surface damage is minimal, since the heat is generated at the joint interface rather than the top of the surface.
- It is a clean process. It does not generate fumes or sparks.
Ultrasonic welding has limitations, too:
- The process is limited to overlap and shear joints, and maximum part thickness is limited to around 3 millimeters. It can be difficult for ultrasonic vibrations to penetrate thicker parts.
- Materials with high stiffness, hardness and damping ability can impede the ability to convert vibration into thermal energy.
- Ultrasonic welding works on the principle of transmitting mechanical vibrations to the joint interface, so the process may produce high-pitched audible noise. In addition, due to vibrational cyclic loading, there is an increased risk of the part failing in fatigue.
The characteristics that affect the weldability of a polymer are its molecular structure, melt temperature, flowability, stiffness and chemical makeup. Melt temperature is directly proportional to the energy required for welding. The higher the melt temperature, the more ultrasonic energy is required to weld. Stiffness influences energy transmission. Stiff materials transmit vibrations better than softer ones. Properties like melt temperature and flowability play a greater role when welding dissimilar polymers. If one material has a lower melt temperature than the other, it will melt early, creating a poor bond. For best results, the difference in melt temperature between the two materials should be no more than 22 C, and the two materials should be chemically compatible.
Moisture content also affects weld quality. At 100 C, water absorbed by the plastic will evaporate, creating a porous condition at the joint interface and degrading weld strength. Mold release agents, plasticizers and impact modifiers can also reduce the ability of a resin to transmit vibrations.
On the other hand, fillers and extenders can enhance the ability of some resins to transmit ultrasonic energy by imparting higher rigidity. However, it’s important to control the amount of filler. The use of up to 20 percent filler has shown positive results in transmitting vibrations, but adding more may lead to an insufficient amount of resin at the interface, which reduces weld quality.
Joint Design
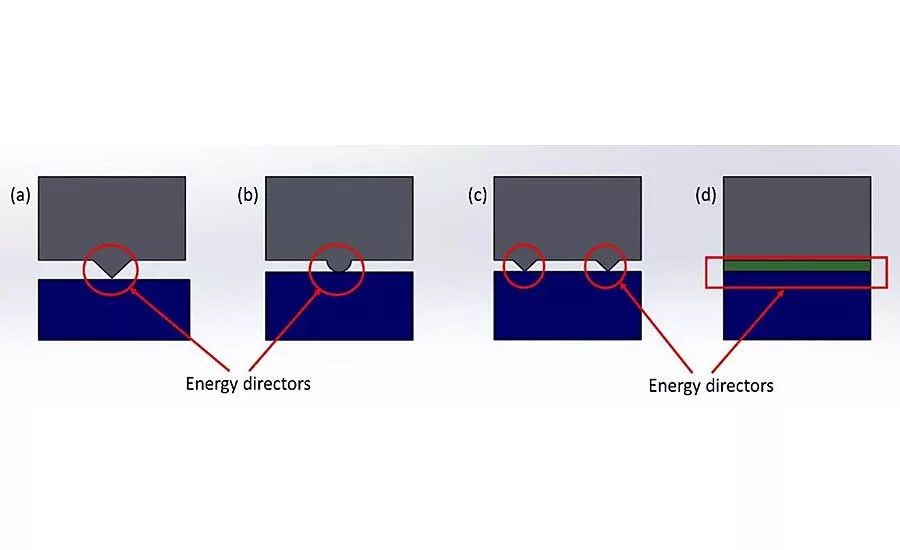
There are two types of joints for ultrasonic welding: energy director joints and shear joints. An energy director (ED) is a protrusion molded into one of the parts. Butt joints and lap joints commonly use energy directors. With shear joints, the direction of vibration transmission is parallel to the welded interface, and heat generation occurs due to the frictional shear force at the interface. Shear joints are used when a strong structural or hermetic seal is required. They are also useful for welding semicrystalline resins.
The ED is an important physical parameter in ultrasonic welding. It helps to increase viscoelastic heating by concentrating energy at the joint interface. The size and shape of the ED can influence weld quality. EDs can be semicircular, triangular or flat. They can also be oriented parallel or perpendicular to the joint. Due to the differences in stiffness between a “neat” polymer and a fiber-reinforced composite, a flat ED is usually sufficient for welding composites.
With the right process parameters, thermoplastic composites can be welded without an ED. However, it’s better to have an ED than not. One study showed that an ED is more important to weld quality than force or vibration time when joining nylon 6 composites. Another study found that, when welding carbon fiber-reinforced PEEK, lap shear strength was 50 percent higher in joints with an ED than those without one.
Ultrasonic Welding Parameters
Ultrasonic welding quality is governed by several parameters, including vibration amplitude; power; input energy; weld time; vertical displacement during welding; applied force before, during and after welding; and hold time.
Weld quality depends most on input energy. Input energy can be calculated by the equation: E = F x f x A x t, where E is input energy (in joules), F is welding force (in newtons), f is the frequency (in hertz), A is the amplitude (in microns), and t is time (in seconds).
Optimum joint strength is closely related to total energy input. For example, a study of fiber-reinforced nylon 6 found that a total energy input of 200 to 1,000 joules increased joint strength, but energy over 1,000 joules decreased strength due to the introduction of pores in the joint.
Welding time is another key parameter. One study involving carbon fiber-reinforced PEEK found that weld quality increased with an increase in weld time from 0.7 to 0.8 second. Longer weld times (1.1 second or more) created cracks and voids at the interface. Ultimately, 0.9 second was found to be the optimum time for good weld quality.
Frequency also plays an important role. For example, one study found that amplitude and time were more important that force when welding glass fiber-reinforced polypropylene.
Thermoplastic to Thermoplastic
Numerous studies have looked at using ultrasonic welding to join thermoplastic composites to other thermoplastic composites. Most have involved polypropylene or nylon reinforced with glass fibers. The consensus is that weld time and amplitude have the most effect on weld quality.
ED geometry also has a significant effect on weld quality. For example, one study looked at ultrasonic welding of carbon fiber-reinforced polyetherimide. The researchers found that weld strength increased as the volume of the ED increased—up to a point. After a certain volume threshold, weld strength decreased.
Another study looked at ultrasonic welding of carbon fiber-reinforced nylon 66. The researchers found that lap joints with panels up to 4 millimeters thick could be welded without an energy director. A weld strength of 5.2 kilonewtons was obtained at a welding time of 2.1 seconds and a pressure of 0.15 megapascal.
Another study examined ultrasonic welding of carbon fiber-reinforced PEEK using a flat ED 0.45 millimeter thick. The researchers discovered that weld strength increased with weld time. But, after an optimum time, further increases in weld time resulted in large cracks and voids, and weld strength was significantly reduced.
One study looked at ultrasonic welding of a so-called “green” composite. The researchers used ultrasonic welding to join polylactic acid reinforced with bamboo fibers. The researchers learned that maximum weld strength occurred with a welding time of 3 seconds, a hold time of 9 seconds, and welding pressure of 3 bar.
Another study looked at ultrasonic welding of glass fiber-reinforced polyamide using a shear joint. The researchers obtained maximum joint strength with a weld time of 0.6 second, a constant weld pressure of 4 bar, and hold time of 0.55 second.
Difficult-to-join plastics might benefit from preheating prior to welding. For example, one study looked at ultrasonic welding of carbon fiber-reinforced polyamide 66. The researchers found that parts that had been preheated at 125 C prior to welding performed 30 percent better in tensile and fatigue tests than parts that were not heated. Preheating reduced decomposition of the composites, and there was a noticeable reduction in the temperature gradient.
Thermoplastic Composites to Other Materials
Numerous studies have looked at welding thermoplastic composites to other materials, such as thermoset composites, aluminum and steel.
Since ultrasonic welding depends on melting each substrate, welding thermoset composites to each other is not feasible. However, it is possible to weld a thermoset composite to a thermoplastic film, such as PEEK, polysulfone, polyphenylene sulfide, polystyrene, polyetherimide and polyvinyl butyral. Processing temperatures are a major factor in how well such welds can be produced. Care must be taken to prevent thermal degradation of the thermoset composite during welding. Short weld times are ideal.
Researchers have also investigated ultrasonic welding of metals to thermoplastics. In this application, the vibrations are applied parallel to the parts, rather than perpendicular. For example, one study welded aluminum to pure ABS and achieved a lap shear strength of 2.3 megapascals.
Editor’s note: The following people also contributed to this article: Goram Gohel, research associate, Nanyang Technological University; Kah Fai Leong, Ph.D., associate professor of Mechanical and Aerospace Engineering, Nanyang Technological University; and Aminul Islam, Ph.D., associate professor of mechanical engineering, Technical University of Denmark.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





