Fasteners for Automotive Lightweighting
Hybrid welding-fastener processes join self-piercing riveting as the best technologies for automotive lightweighting.
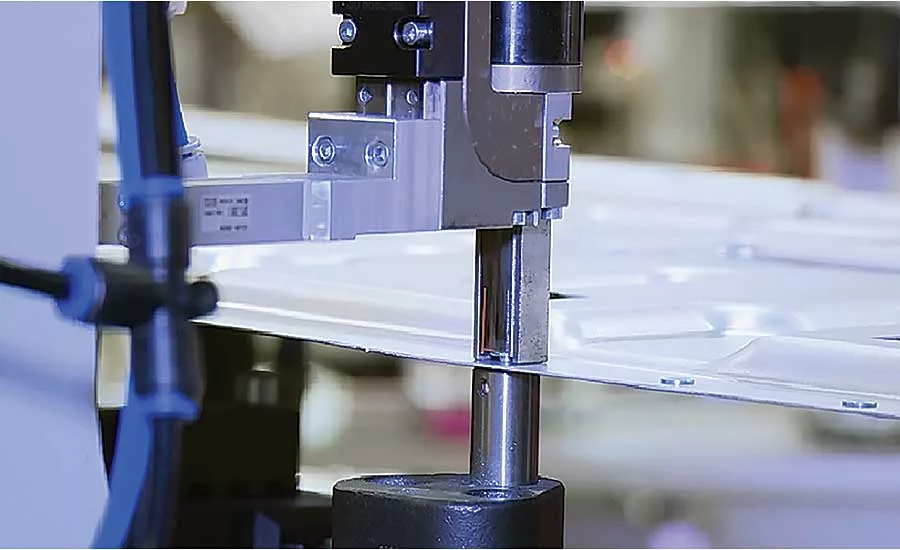
Volkswagen uses the Flexweld resistance element welding system at its Emden, Germany, plant to help assemble the lightweight Passat B8 sedan. Photo courtesy Arnold Umformtechnik GmbH
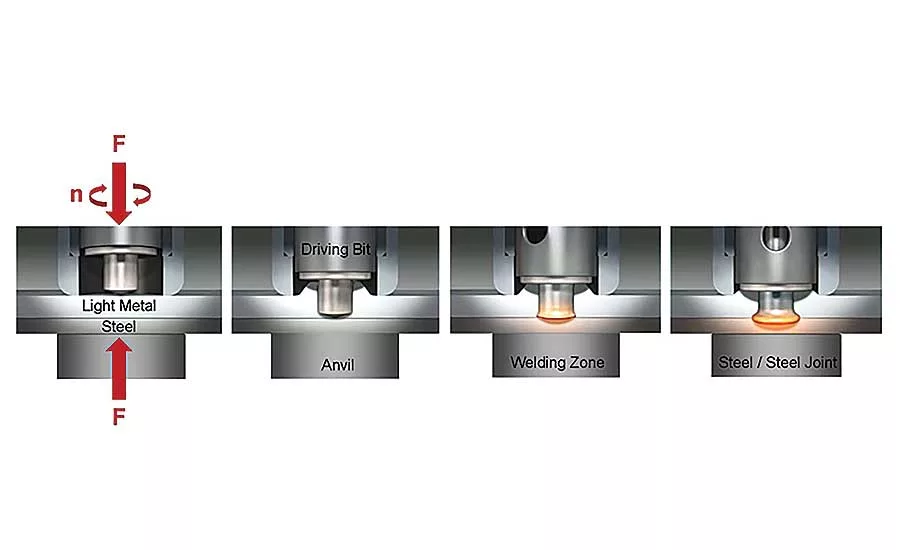
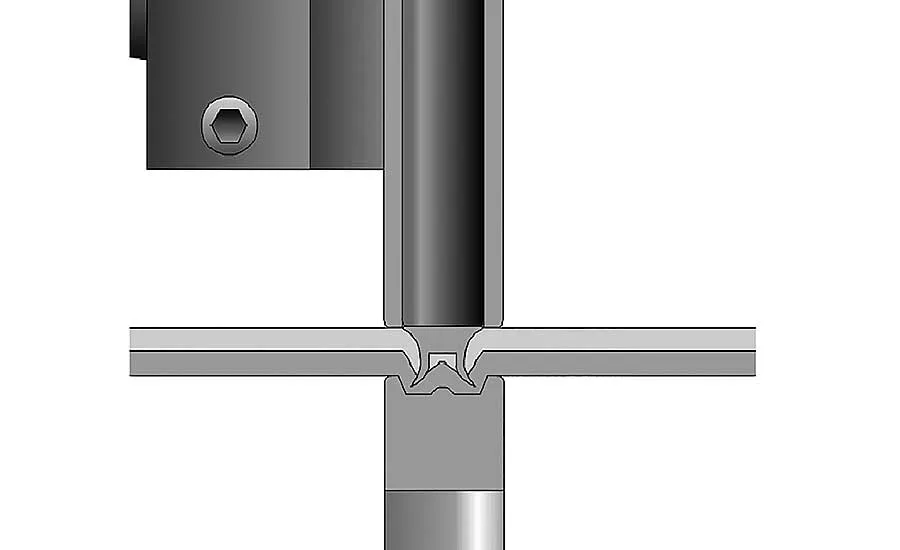
In the Ejoweld process, the fastening element penetrates the top sheet and generates enough heat to clean the lower sheet surface for welding. When additional axial load is applied, the element tip and bottom steel soften. This leads to tip deformation and shank upset to create a strong weld at the material interface. Graphic courtesy EJOT Holding GmbH & Co. KG
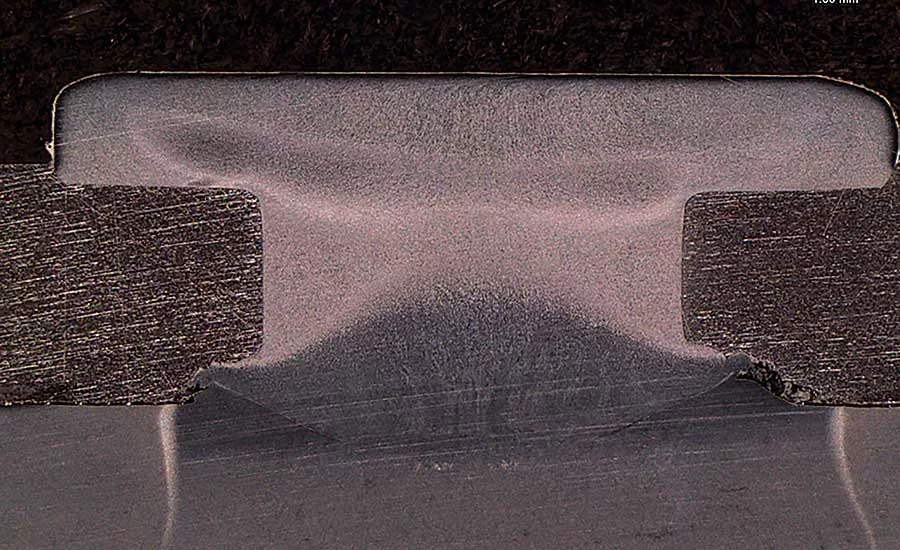
This cutaway shows how an installed Rivet Weld element joins thin aluminum and steel sheets. Photo courtesy Optimal Process Technologies LLC
Stanley’s SPR system joins two or more layers of aluminum or steel, having similar or varying thicknesses, with a total stack height up to 6 millimeters (all steel) or 10 millimeters (all aluminum). Photo courtesy Stanley Engineered Fastening
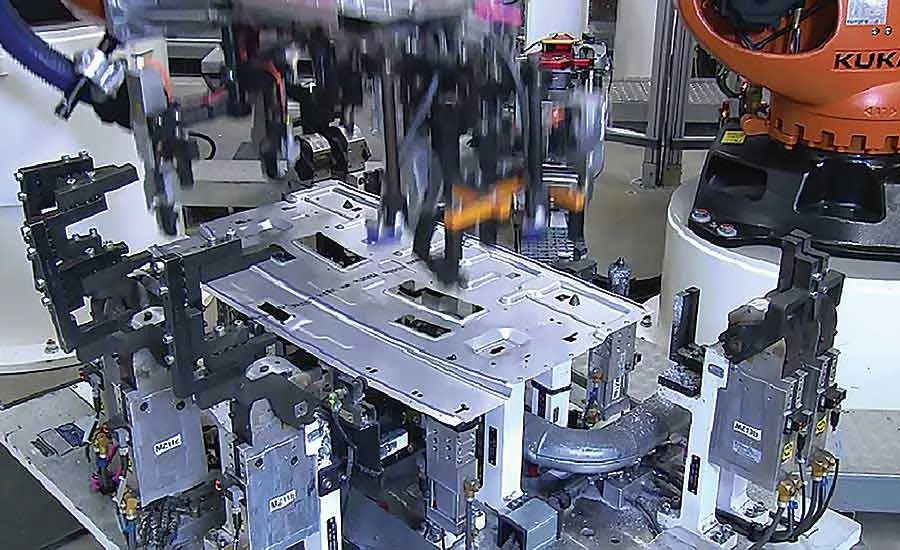
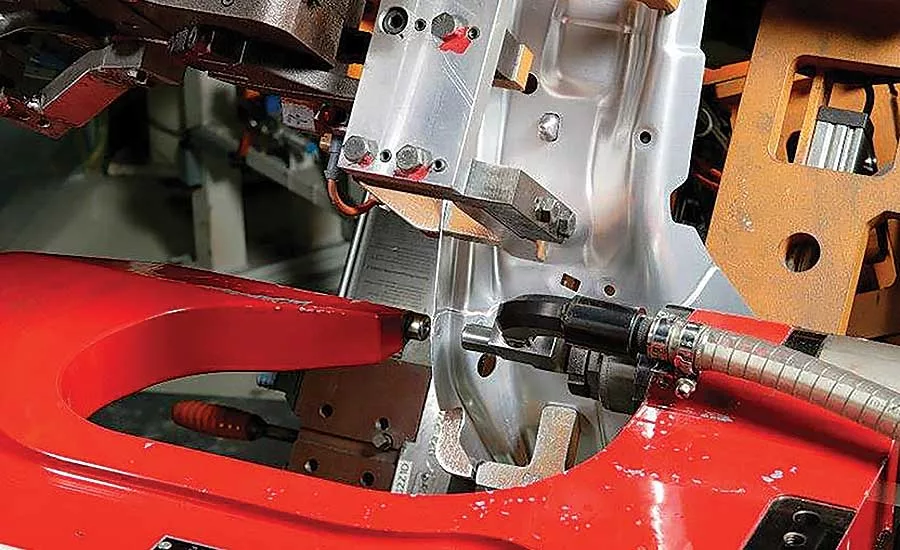
A robot at Volkswagen’s Emden, Germany, plant aligns an aluminum component containing installed Flexweld elements with two steel edge plates positioned in a holding station. Photo courtesy Arnold Umformtechnik GmbH
A self-piercing rivet pierces the top layer, then forces the sheet material into the lower die and radially expands into the bottom layer to form an interlock. Graphic courtesy Stanley Engineered Fastening.
U.S. automakers are wrestling with the challenge of reducing vehicle weight to meet the 2025 CAFE (Corporate Average Fuel Economy) mandate, which requires new cars and trucks to achieve 55 miles per gallon. Meeting that challenge will require the latest advances in materials and fastening methods.
Although steel remains the dominant assembly material in vehicles, manufacturers are increasingly turning to aluminum, magnesium, advanced high-strength steel, carbon-fiber composites and plastic. These lightweight materials are used in body, chassis and interior applications, as well as for power train components.
To join these materials, automakers use a variety of technologies. Clinching, flow-drilling screws for metal, and thread-forming screws for plastic have proven to be effective at joining dissimilar or thin materials, and maintaining joint strength while lessening weight. The Cadillac C6—one of the latest examples of lightweight vehicles—features an aluminum-intensive architecture that incorporates some of these fastening methods, along with various type of welding (laser, arc, spot) and structural adhesives.
Other vehicles are built using different fastening technologies. The Audi Q7 and Porshe 911 utilize the Ejoweld process during body-in-white assembly. On the Volkswagen Passat B8 limousine, the parcel shelf is installed using Flexweld technology. And Honda, Jaguar, Mercedes, BMW and America’s Big Three automakers rely on self-piercing riveting to join a wide range of parts.
The main appeal of these cutting-edge technologies, of course, is their ability to reduce vehicle weight. However, they also offer other important benefits to automakers, such as reducing the number of fasteners, increasing production and lessening energy consumption.
Ejoweld
Long-time fastener supplier EJOT Holding GmbH & Co. KG began developing the Ejoweld friction-weld-based assembly system back in 2002. Laurence Claus, founder and president of NNI Training and Consulting—and technical consultant for EJOT Fastening Systems LP—says the system took 10 years to develop in Germany, and was first adopted by Audi AG in 2012.
“Audi thoroughly tested the technology for several years before using it in production of the Audi 7 starting in January 2016,” explains Claus. “Ejoweld is used during the body-in-white assembly stage to build strong, lightweight vehicle frames.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The system offers automotive OEMs several benefits, according to Claus. First, it creates a high-strength joint between a top thin sheet (or multiple stack) of aluminum or magnesium (up to 4 millimeters) and a bottom thin sheet (2 millimeters maximum) of mild-, high- or ultra-high-strength steel (up to 1,800 megapascals [MPa]). Ejoweld is a fully automated process with a short joining cycle time (about 1 second), making it cost-effective for high-volume applications.
Claus says the system can also be used on applications where an adhesive is applied between the sheets. It is relatively compact, enables real-time process monitoring, and creates no sparks or flash and very little noise. Heat generation is localized.
System components include an automated feeder, a robot-mounted setting tool and a controller. Either of two types of fastening elements join the sheets together. The CFF (composition friction fastener) is the element for standard, high-strength joints. The SRE (smaller flange element) has a lower head profile and develops a lower protrusion joint. Both types are threadless, with a thin head, solid shank and a shallow pointed tip. Shank and tip lengths may vary to accommodate different stack variations.
Fastener installation is a four-step process that occurs after the sheets are clamped together by the installation head of the setting tool, and the element is fed to and properly positioned at a preprogrammed location. Step one involves spinning the element (up to 8,000 rpm) and applying an axial load so the element penetrates the top sheet. When a CFF is used, displaced material flows upward to mound around the top of the penetration. The SRE, in contrast, is shaped so that the head embeds itself in the up-flowing material, creating a lower profile joint.
Next, the rotating speed of the element is increased so it generates enough heat to clean and prepare the lower sheet surface for welding. In step three, friction at the element tip and steel interface generates localized heating, softening both materials. Finally, axial load is increased and held, thereby upsetting the tip and lower portion of the shank to create a weld that securely bonds both sheets at their interface.
Claus cites only two limitations with the technology. One is the installation equipment must access both sides of the stack. Another is the head of the installed element protrudes above the plane of the top sheet.
“Next year, Audi AG plans to use Ejoweld for body-in-white work on the A8, and Porsche AG will do the same on its Porsche 911,” concludes Claus. “In addition, several Tier 1s are investigating using the technology to build car seats, and a couple of U.S. automakers are testing the technology.”
Flexweld
Volkswagen operates several state-of-the-art plants worldwide, including one in Emden, Germany. There, a team of workers and robots produce approximately 450 lightweight Passat B8 sedans every day. One assembly process of note used at the body-in-white stage is the Flexweld resistance element welding system, developed jointly by fastener manufacturer Arnold Umformtechnik GmbH (AUG) and Volkswagen from 2009 to 2014.
“Flexweld offers two important benefits,” explains Vitalij Janzen, product, process and system development specialist at AUG. “The first is it lets the OEM use existing spot welding equipment. Another is the system joins non-steel materials to steel in varying thicknesses.”
The Flexweld system consists of a bowl feeder, an installation machine (C-frame or stamping die) and a proprietary steel (20MnB4) fastener known as an element. Chris Norton, director of North American sales at Arnold BlueFastening Systems, says the element is 1-inch thick, features a 7.8-millimeter head and comes in six different lengths (1.4, 1.7, 2.1, 2.5, 2.9 and 3.5 millimeters) for insertion in an aluminum, magnesium or composite sheet 0.7 to 3.1 millimeters thick. The element is available untreated or treated with one of four zinc-based finishes.
At the Emden plant, Flexweld is used in a workstation near the main assembly line. After a worker loads elements into the bowl feeder, a stationary robot positions an aluminum component (the vehicle’s parcel shelf) within the installation tool. A single element is fed and punched into one side of the component at a preset position. The element is held in place during part transportation by a slight splay. Several more elements are then installed on each side of the component.
Next, the robot grabs the component and aligns it with two steel edge plates positioned in a holding station. The component and plates are clamped together before some of the elements are spot welded to the steel with a conventional welding gun. After this, a different robot moves the component to a stationary welding gun that welds the remaining elements to the plates. Finally, the component is moved to the main body assembly line and fitted into the car body.
Norton says it takes about 2 seconds for each element to be installed and 1 more second for the element to be welded to steel. Each element installation does create an aluminum slug, which is captured from below and transported for recycling. Adhesive or sealant can be applied to the component after element installation but before welding to increase strength and stiffness.
“What is really unique about Flexweld is it lets manufacturers weld immediately after element installation or much later,” notes Norton. “Several Tier 1s are using a stamping die version of Flexweld to install elements in aluminum components and storing them for later delivery to automakers. Other North American and Asian OEMs and those that produce electric vehicles are also interested in this technology.”
Rivet Weld
In 2014, University of Michigan mechanical engineering professor S. Jack Hu developed the Rivet Weld (RW) joining technology in partnership with a local automotive OEM. One year later, Hu licensed the technology separately to the OEM and Optimal Process Technologies LLC through the school’s Tech Transfer division.
RW combines the advantages of self-piercing riveting and resistance spot welding in a single step to join dissimilar materials, primarily aluminum and high- or ultra-high-strength boron steel. Dan Radomski, COO of Optimal Process Technologies, says the system provides robust and reliable joining of dissimilar materials in the same class. It has a takt time of less than 1 second, making it suitable for highly automated body-in-white frame assembly.
The RW system consists of an automated feeder and a C-frame installation and welding machine. Dual-pronged hollow rivets made of steel are fed to the machine and then temporarily held perpendicular to the top sheet of the stack. As axial pressure is applied to the rivet, an electrode current is sent through the rivet and both materials to warm and soften them.
Within milliseconds, the rivet penetrates the top layer and contacts the
bottom layer. Material at the joint interface then quickly collects and fills the hollow rivet to form an “encapsulated nugget” and a super-strong weld, according to Radomski. Joints are flush on both sides of the stack.
“In our lab, we have demonstrated very accurate control of the weld melt temperature and the precise temperature of each layer to ensure a perfect bond when joining sheets, a sheet to a tube structure, or a sheet to a casting,” explains Radomski. “Now, we are demonstrating to two U.S. automotive OEM partners how this technology helps achieve body-in-white lightweighting.”
Both manufacturers want to switch from steel to aluminum roofs, but still join high-strength steel (HSS) to the vehicle’s A, B and C pillars. A third OEM wants to explore joining the HSS A pillar to an aluminum shock tower casting, and an HSS B pillar to an aluminum rocker. Radomski says that several Asian and European OEMs are also in discussions with Optimal about how the process can help them.
Self-Piercing Riveting
Compared to Ejoweld, Flexweld or Rivet Weld, self-piercing riveting (SPR) has a much longer track record of being used for automotive lightweighting. SPR became commercialized in the 1980s when riveting equipment was made portable and manufacturers could use the process to assemble large-scale products.
Automakers have used SPR as an effective alternative to aluminum resistance spot welding since the mid-1990s for several reasons, notes Matthew Smith, senior product manager at Stanley Engineered Fastening. The technology achieves the results and quality of spot welding without many of the risks, such as toxic fumes, sparks and noise. In addition, SPR consumes much less energy than spot welding (1.5 amps vs. 50,000 to create a weld).
Stanley’s SPR system joins two or more layers of aluminum or steel, having similar or varying thicknesses, with a total stack height up to 6 millimeters (all steel) or 10 millimeters (all aluminum). The materials can be similar or dissimilar.
According to Smith, allowable maximum strength ratings for the top and bottom layers are 1,700 MPa and 600 MPa, respectively. However, the bottom layer may be thinner, equal to or thicker. In general, it’s at least one-third of the stack’s total thickness.
The steel rivets that join the sheets measure 2.8 to 14 millimeters long and 3 or 5 millimeters wide. Narrower rivets are for thin sheets, and wider ones for structural applications. Smith says the rivets provide the same tensile and peel strength as spot welds, but with twice the fatigue life. In addition, the rivets do not generate heat, thereby eliminating problems associated with spot welding of pure aluminum and aluminum alloys that melt below 600 C.
System components include an automated feeder, a servo-driven rivet setter, a plunger and a lower die mounted in a C-frame press large enough to allow access into the areas to be riveted. The lower die is a solid cylinder with a cavity whose volume is similar to the material being displaced by the rivet.
Assembly begins with a worker loading the feeder, followed by the setter and die clamping the sheets together. After the rivet is fed to the setter, the plunger drives the rivet at a force and controlled distance to pierce the top layer. The rivet then forces the sheet material into the lower die and radially expands into the bottom layer to form an interlock. Joined sheets have a flush top surface and a bottom surface with a button formed by the lower die. Assembly process time is 1 to 4 seconds, depending on the travel time of the plunger.
“The rivet speeds and force requirements of applications using our SPR system have increased somewhat over the years,” notes Smith. “Rivets can be fed and inserted at a speed of up to 300 millimeters per second, with as much as 80 kilonewtons of force.”
Currently, Honda, Jaguar, Mercedes, BMW and America’s Big Three use the Stanley SPR system to join a wide range of parts. Smith points out, though, that many automakers in Asia and Eastern Europe are investigating the process, as well as several manufacturers of electric vehicles.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





