New Technology for Micro-Dispensing
Noncontact jetting offers distinct advantages over needle-based technology for micro-dispensing applications.
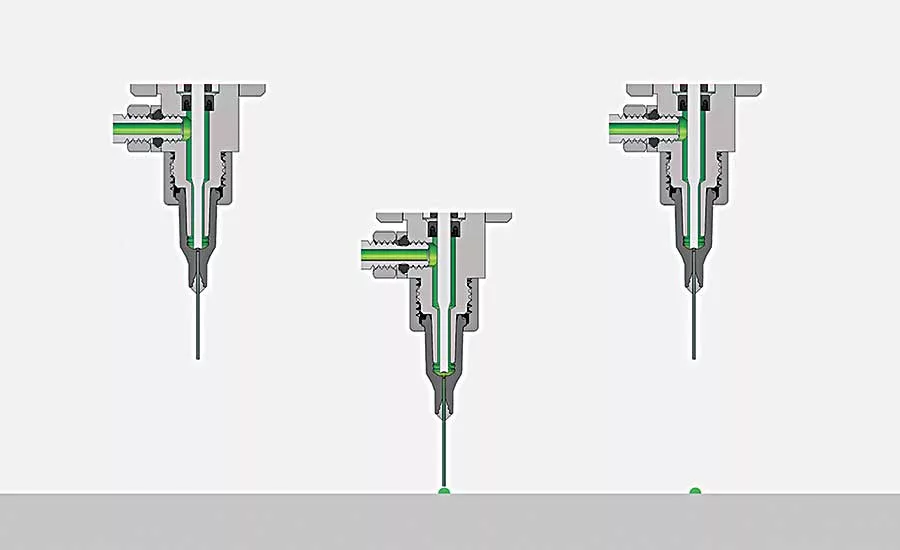
In contact dispensing, the fluid drop forms at the exit of a nozzle and is deposited on the substrate by contact while the drop is still on the nozzle. Illustration courtesy Nordson EFD

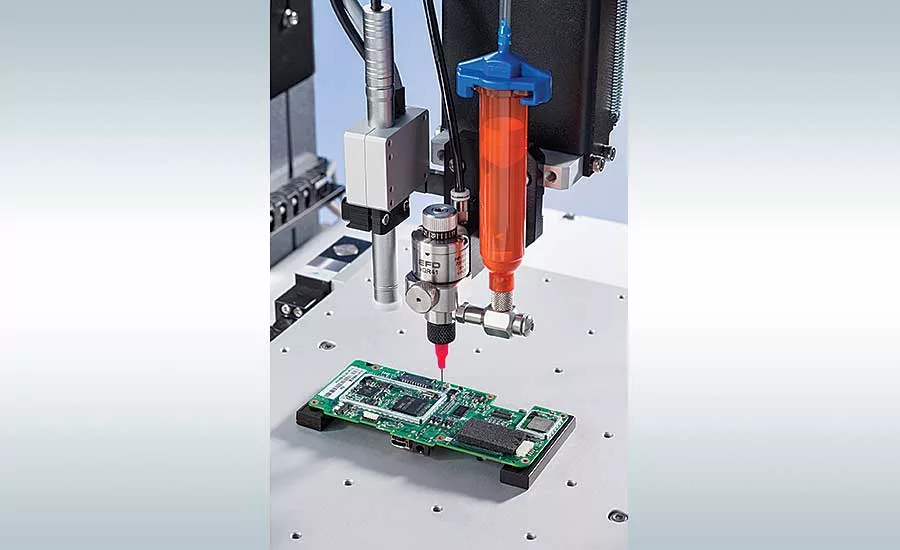
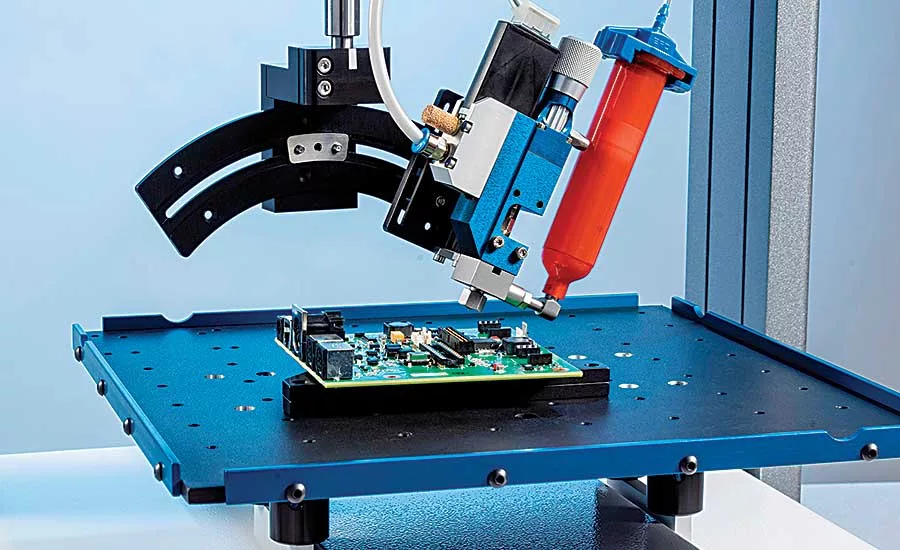
This needle valve can dispense dots of fluid just 150 microns in diameter. Photo courtesy Nordson EFD
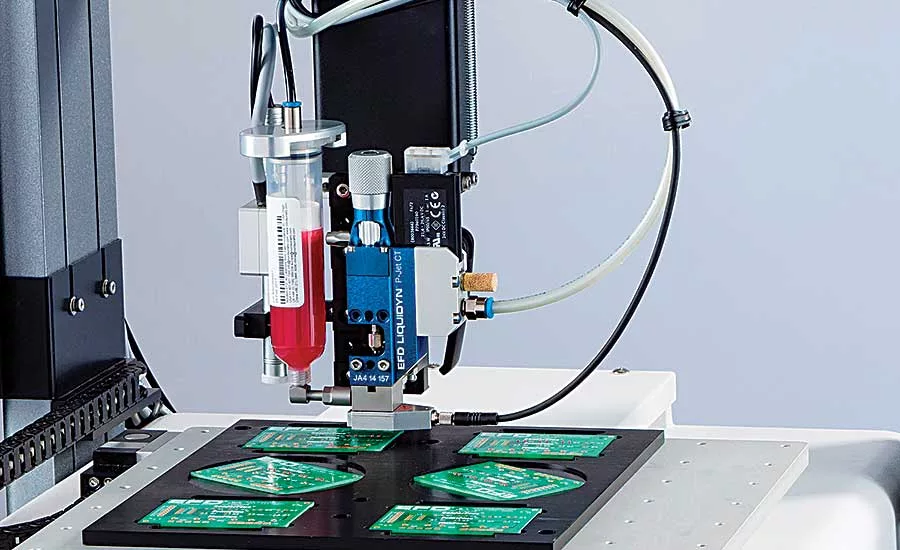
The benefits of contact dispensing are the versatility to dispense virtually any type of assembly fluid; easier and shorter time to set up and program; and reduced risk of creating stray droplets on the substrate. Photo courtesy Nordson EFD
Because the needle must move up and down to contact the substrate, contact dispensing is slower than jet dispensing. Contact dispensing typically maxes out at approximately 300 deposits per minute. Photo courtesy Nordson EFD
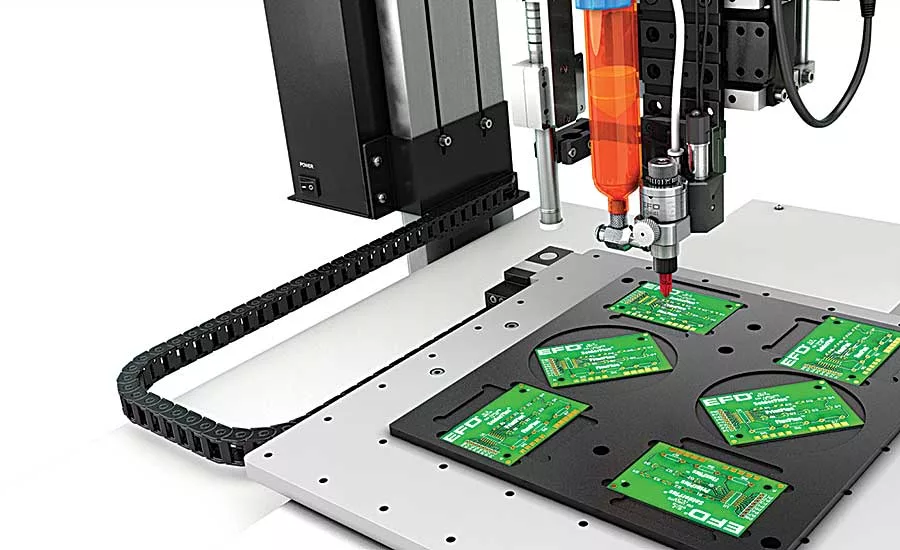
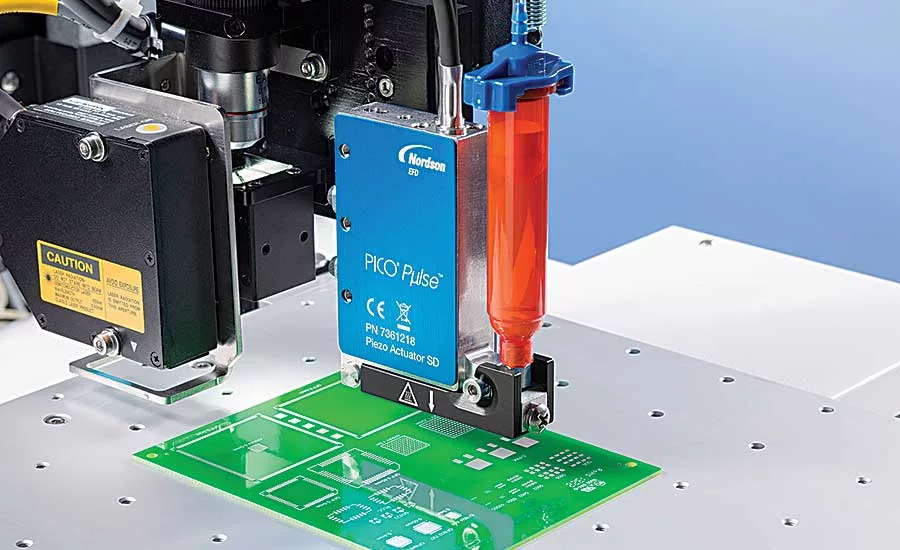
A noncontact pneumatic jet valve dispenses adhesive in an electronics assembly application. Photo courtesy Nordson EFD
One benefit of jetting is that fluids can be dispensed from any direction, including horizontal and upside down. Photo courtesy Nordson EFD
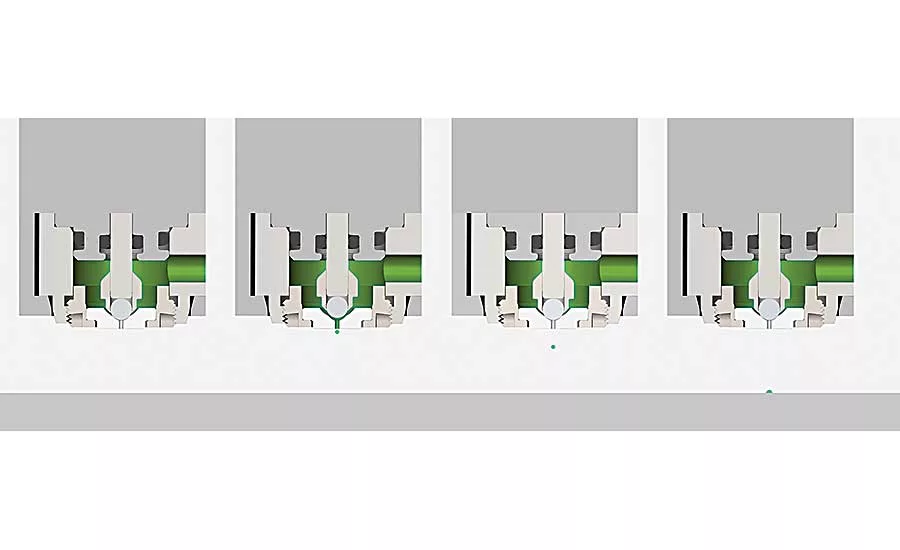
High-speed jetting is made possible by piezoelectric technology, which can achieve extremely fast open-and-close cycles that eject, or “jet,” fluids onto a substrate. Jet valves can dispense fluids at speeds at up to 1,000 hertz. Illustration courtesy Nordson EFD

The continuing miniaturization of consumer electronics, medical devices and even automotive components presents challenges for manufacturing, particularly electronics assembly. Surface mount technology, for example, is the dominant process for assembling a wide range of electronic devices. The need to manufacture smaller and more complex assemblies with dense multilayer circuitry and mixed technology boards, as well as the increasing range and mix of surface-mount component sizes and types, poses challenges for surface mount process engineers.
Critical to surface mount assembly is the need to deposit very small and precise amounts of fluid—such as adhesives and silicones—to the tiny microelectronics and other minuscule parts, to keep these surface-mounted devices in place before and during the soldering process. These fluids also provide the added benefits of mechanical strength, thermal conductivity, dielectric strength and chemical inertness throughout the life of the assembly.
The tiny amounts of adhesive and silicone must be dispensed reliably and accurately in terms of both dosage and placement. The precise positioning and quantity of these fluids is critical to a product’s assembly, function, quality, appearance and viability.
This technique of depositing tiny volumes of liquid media—called micro-dispensing—is not isolated to surface mount assembly, but spans a multitude of assembly applications in a diverse range of industries. Micro-dispensing may be necessary for oils, grease, lacquers and a multitude of other media. Micro-dispensing is necessary for sealing the laminated glass composites of smart TVs and touch-screen computer displays, dispensing silicone phosphor in LED assemblies, securing components of compact digital cameras, making tiny deposits of sensitive fluids for assembling biomedical assays and lab-on-a-chip materials, and providing lubrication for the assembly of vehicle bearings, transmissions and engine parts.
To support the need for higher throughput, micro-dispensing technology has been developed for both automated inline assembly systems as well as stand-alone production cells. Micro-dispensing technologies deliver discrete, highly precise microdots of fluid onto substrates within extremely short cycle times—rates of up to 1,000 cycles per second—and with infallible repeatability.
More Than a Dot
A dispensed microdot should not be thought of as being a single dot, independent from the next. This is seldom the case. In most applications, a series of small micro-deposits are being put down dot-to-dot. These dots often stitch together, blending seamlessly to make a continuous line or pattern. Any shape or solid can be created on a substrate by stitching dots with micro-dispensing. Multiple microdots can also be stacked to form larger dots.
Micro-dots are 300 to 400 microns in diameter, which is roughly the thickness of five to six human hairs. Within these parameters, real-world applications typically require many different size dot diameters to accommodate the different size components that populate a substrate. Larger components, such as those on surface mount assemblies, may require multiple dots to be dispensed at a single placement site.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Given the requirements, more advanced micro-dispensing technologies can deliver deposit tolerances that are within 1 percent of project specification for size, height and shape of the microdots.
Parameters for Micro-Dispensing
Evaluating technological options in micro-dispensing, understanding how they work and their strongest and weakest attributes, is essential in determining the benefits of implementing this new technology into the production environment. The key is selecting a micro-dispensing method that most closely meets the requirements of a specific production process.
Initially, several critical areas must be examined before micro-dispensing methods can realistically be assessed. These are the substrates, fluid properties and requirements for micro-dispensing.
The physical characteristics of the substrate—the material onto which the fluids will be applied—strongly influence the selection of micro-dispensing technology. Cycle times for dot deposition and throughput rates are regulated to some extent by the surface topography of the substrate.
Dispensing of fluids onto hard-to-access areas, uneven or irregularly shaped surfaces, or delicate substrates are key factors that must be carefully assessed. The need to dispense in such areas will determine how much, if any, vertical, or Z axis, movement is needed for the micro-dispensing system to traverse over uneven surfaces.
As the trend toward miniaturization progresses, substrates are becoming more crowded and uneven. Such is the case with substrates used in electronic wafers, thin-film electronics and printed circuit board assembly.
The variety of fluids and fluid viscosities that can be micro-dispensed spans a considerable range—encompassing epoxies, adhesives, silicones, greases, oils, flux, lacquers, solder paste, weak acids, esters and weak alkalis.
Regardless, the fluid to be dispensed must readily flow through the dispensing heads. Viscosity is the resistance of a fluid to flow, and is one of the primary rheologic properties used to determine if a fluid is dispensable.
Understanding the thixotropic properties of the fluid is also critical for successful micro-dispensing. Thixotropy is the tendency of a fluid to become less viscous when subjected to an applied stress—and to return to its original viscosity when that stress is removed. Why is that important? Once the fluid reaches the substrate, it must have the ability to restructure and recover to keep it from spreading and contaminating other components on the substrate.
Other rheological properties that must be considered for micro-dispensing include the material’s density and weight, whether or not it has abrasive fillers, and whether it is safe to dispense or combustible. The fluid’s properties can also be modified by the dispensing process itself. For example, heating the air within the dispensing system can change the viscosity of the fluid, as can the fluid pressure and line speed. How the fluid is stored can also influence rheology. Is it kept in cold storage? How is it warmed? The properties of a fluid change as temperatures change and as the material itself ages.
Requirements for micro-dispensing are as varied as the differences in production environments. Many factors must be assessed. Will micro-dispensing be used in a high-volume production process? If so, will it be used in a regular shop-floor environment or a clean room? Or, will the system be used in a high-mix, low-volume environment? Perhaps it will be needed to produce prototypes. Are these processes semiautomatic or fully automatic? How skilled are the operators?
Then, more specific process questions need to be assessed. These include the production rate; cycle times; and how quickly parts can be fed and secured for dispensing. Will the dispensing system be mounted on a robot? Or will the system be stationary, with the parts moving beneath it?
Jetting vs. Contact Micro-Dispensing
There are two basic types of micro-dispensing techniques: classic, needle-based, contact dispensing and noncontact jet dispensing. Although contact dispensing is still the predominant technology, it is slower than jetting technology, particularly when dispensing on irregular substrates. While the best method is ultimately determined by the material and application, high-speed jetting technology is gaining traction over needle-based contact dispensing for many automated dispensing processes.
In contact dispensing, the fluid drop forms at the exit of a nozzle and is deposited on the substrate by contact while the drop is still on the nozzle.
Contact dispensing frequently relies on the time-pressure method. The amount of fluid dispensed depends greatly on the time the valve is open and amount of air pressure applied to the fluid reservoir. The amount of fluid dispensed may vary from deposit to deposit, for example, if the shop air pressure fluctuates.
Contact dispensing can also rely on a volumetric method. Here, the volume of fluid dispensed remains constant. However, there can be repeatability issues when fluid gets sucked back into the dispense tip and dispensed with the next deposit.
The benefits of contact dispensing are the versatility to dispense virtually any type of assembly fluid; easier and shorter time to set up and program; and reduced risk of creating stray droplets on the substrate.
Contact dispensing also has disadvantages, such as:
- slow dispensing rates due to Z-axis movement, typically up to about 300 deposits per minute.
- the substrate has to be touched to dispense the fluid, which can potentially damage the substrate.
- the dispensed fluid is not always precisely in the expected place.
- fluid deposit amounts are difficult to reproduce.
- residual material can adhere to the tip, which can affect repeatability.
High-speed jetting is noncontact—the jet valve never contacts the product or substrate surface. As a result, it can be used in a wider variety of applications that otherwise would require a Z-axis system with height-sensing and positioning functionality. These features also provide advantages in dispensing speed and agility, dot capability and quality, maintenance, throughput, and cost of ownership.
High-speed jetting is made possible by piezoelectric technology, which can achieve extremely fast open-and-close cycles that eject, or “jet,” fluids onto a substrate. Jet valves can dispense fluids at speeds at up to 1,000 hertz.
Piezoelectric technology works like this: When pressure is applied to certain materials—such as layered structures of specialized lead zirconate titanate (PZT) ceramic stacks interleaved with electrodes—it creates voltage. Conversely, when voltage is applied to PZT, the material changes its shape. In the case of piezoelectric jet valves, voltage is applied to a piezoelectric actuator inside the valve. The voltage causes a bulk change in the ceramic’s length, allowing the actuators to be used for fast, high-force, real-time position control at the nanoscale level.
The benefits of jetting include:
- Highly precise, repeatable deposits, independent of part topography or tolerances.
- Continuous dispensing speeds of up to 1,000 deposits per second.
- Dispensing from any direction, including horizontal and upside down.
- Deposit tolerances as small as ±1 percent.
- No damage to the substrate or dispensing tip, since there is no contact with the substrate.
- Laser-based light barriers can count every deposit jetted—adding a level of process verification and quality control not possible with contact dispensing.
- Jet valves can create patterns not possible with needle dispensing.
The disadvantages of jet dispensing include:
- Larger deposits when compared to needle contact dispensing—dots as small as 0.3 millimeter in diameter vs. 0.05 millimeter in diameter with contact dispensing.
- Some fluids, such as certain particle-filled and highly abrasive fluids, cannot be jetted.
- Possibility for satellites or splashing can be greater than with contact dispensing, requiring time to adjust dispensing parameters.
- Additional training of operators may be necessary, due to more sophisticated programming requirements.
Professional Support
Because so many factors can impact a micro-dispensing process, it is important to consult an experienced fluid application specialist who knows the specifics and priorities influencing micro-dispensing for different applications. Consulting with an application specialist early in a project will ensure that the most optimal process has been put into place. This will help you have achieve your desired throughput, improve process control, and reduce rework, rejects and fluid waste.
For more information, call Nordson EFD at 800-556-3483 or visit www.nordsonefd.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






