New Technology for Dispensing Two-Part Materials
Electric vehicle applications are driving demand for automated equipment.
Dispensing two-part adhesives can be a challenge, particularly if the mix ratio is wide or the two components have different viscosities. For a good bond and maximum adhesive performance, the resin and hardener must be precisely metered and thoroughly mixed. But, new dispensing technology makes it easier than ever to dispense acrylics, epoxies, silicones, urethanes and other two-part materials.
Those adhesives have a number of performance properties often not available in single-component alternatives. They provide better storage stability, faster handling and shorter curing times. The disadvantage is a more complex process due to the dispensing parameters required for different mixing ratios and the selection of a suitable static mixer.
“Material is getting higher in thermal conductivity with better sustainability that doesn’t separate in dispensing,” says Tu Pham, an application engineer at Scheugenpflug Inc. USA. “And, there is lower viscosity to improve the dispensing process and production.
“Manufacturers are looking for consistent, precise, sustainable equipment to handle thick materials with faster dispensing,” explains Pham. “The equipment also needs to be user-friendly and low maintenance.”
To address those needs, Scheugenpflug has developed several new products, including the DosP DP803 piston dispenser, and the DispensingCell DC803 and the LiquiPrep LP804 preparation unit.
“Two-component fluids offer a lot of versatility and the ability to have locally mixed material,” adds Sonia Aldridge, product manager at Nordson Asymtek. “That enables manufacturers to have more flexibility with a larger fluid supply that lasts longer than just one 8-hour shift.
“Since we started offering two-component systems seven years ago, we’ve seen a lot of changes in the marketplace,” notes Aldridge. “Lately, we’ve been seeing more demand for precision at the low-volume end as well as at the high-volume end.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
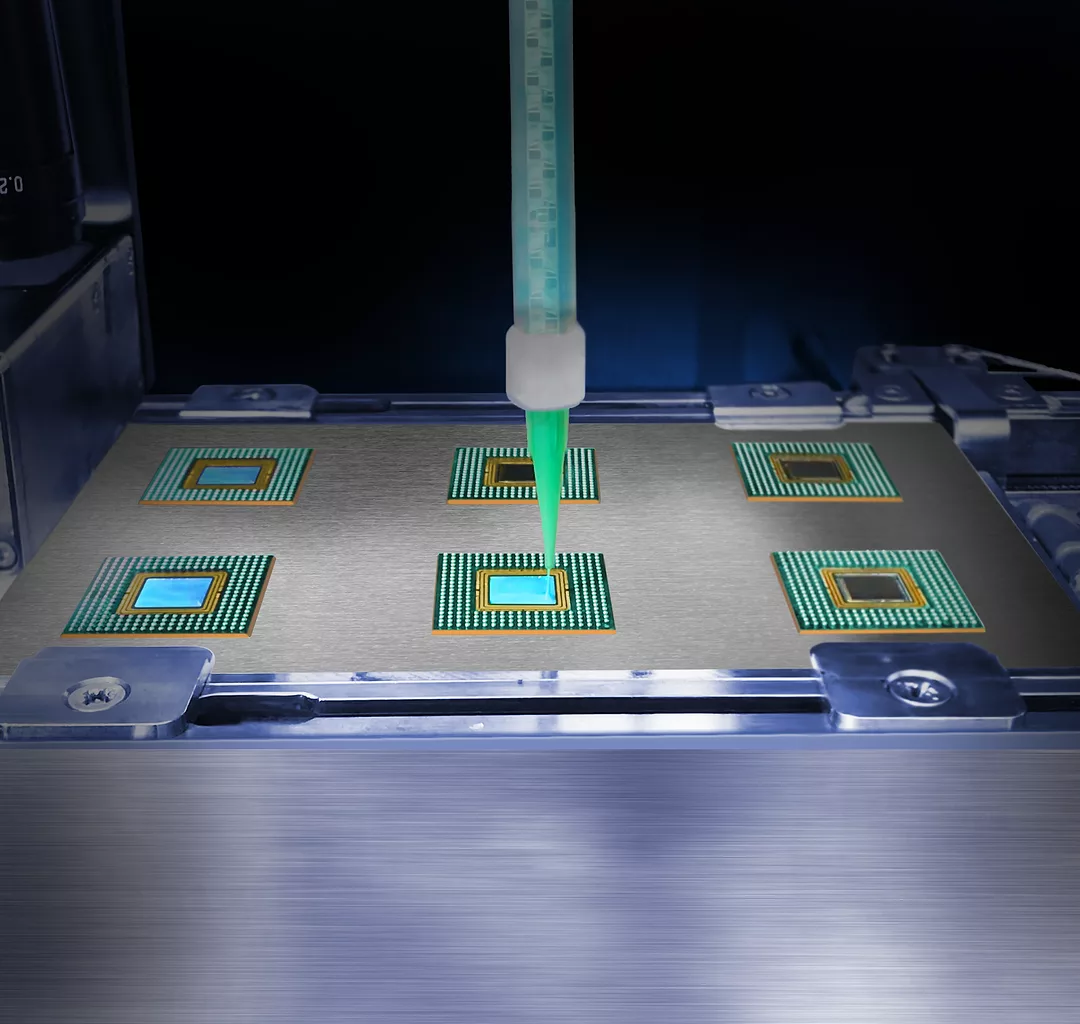
According to Aldridge, there has been growing interest in potting, encapsulation and sealing applications. In particular, she says progressive cavity pumps can meet the requirements for those assembly tasks.
“Progressive cavity pump technology offers benefits that include the highest volumetric accuracy compared to other needle-based dispensing, enabling very small volumes,” explains Aldridge. “Because of a closed-pump design, dispensing is independent of variables like fluid pressure and ambient temperature changes, resulting in high consistency and accuracy. Dispensing is faster during production because no fluid refill cycle is needed.”
Nordson Asymtek recently unveiled the Vortik series of progressive cavity pumps for dispensing one- and two-component fluids. It uses an Automated Ratio Control system for mixing two-component materials. The Vortik line features three families—VPs, VPm and VPg—that are based upon general volume ranges.
“Easy set-up and very low flow rates for two-component fluids result in precise, small deposits,” claims Aldridge. “With a flow rate of 0.4 microliters per second, the VPs pump produces deposits required for precision electronics. The VPm and VPg dispense in flow rates from 3 to 400 microliters per second for one-components—and twice that for two-component materials—and can handle different mix ratios easily, ideal for applications such as encapsulation, potting and sealing.”
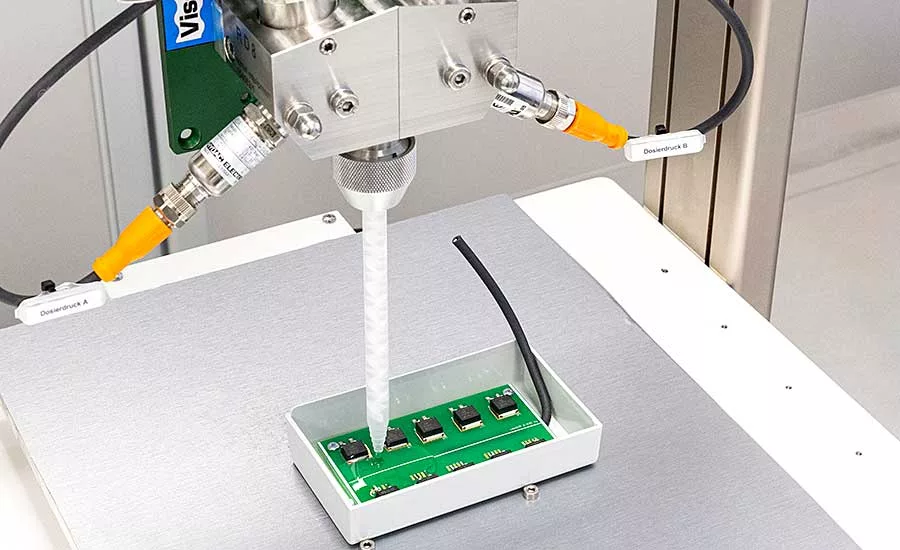
“We’re seeing more demand for highly engineered materials with precise mixing ratios,” adds Patrick Kieselbach, sales manager at ViscoTec-America Inc. “As the amounts get smaller and the mixing ratios get higher, it presents some dispensing challenges.
“For instance, we recently had a request from someone looking to dispense 0.001-milliliter of adhesive mixed at a 5-to-1 ratio,” explains Kieselbach. “Most of those requests are for epoxies used in electronics and medical device applications.”
One of ViscoTec’s newest products is the vipro-DUOMIX. The static-dynamic mixer is designed for compressible, two-component materials with very different viscosities, extreme mixing ratios and high-pressure sensitivity.
“All thermoset materials can present challenges,” adds Fred Krautz, general manager of Fluid Research Corp., an Ellsworth Adhesives company. “Some materials are very simple, as the ratio is 1-to-1 and the viscosities are either matched or very similar.
“The challenges begin to surface when you find materials with wildly different viscosities and wide mix ratios,” Krautz points out. “Throw high filler content into the equation, such as aluminum oxide, quartz and silica, and you are presented with more challenges than to just meter-mix these materials.
“You must also address the highly abrasive nature of the fillers and their propensity to separate or pack out in fluid lines or metering pumps,” says Krautz. “Every material and application needs to be thoroughly understood before determining the correct metering technology.”
Electric Vehicle Applications
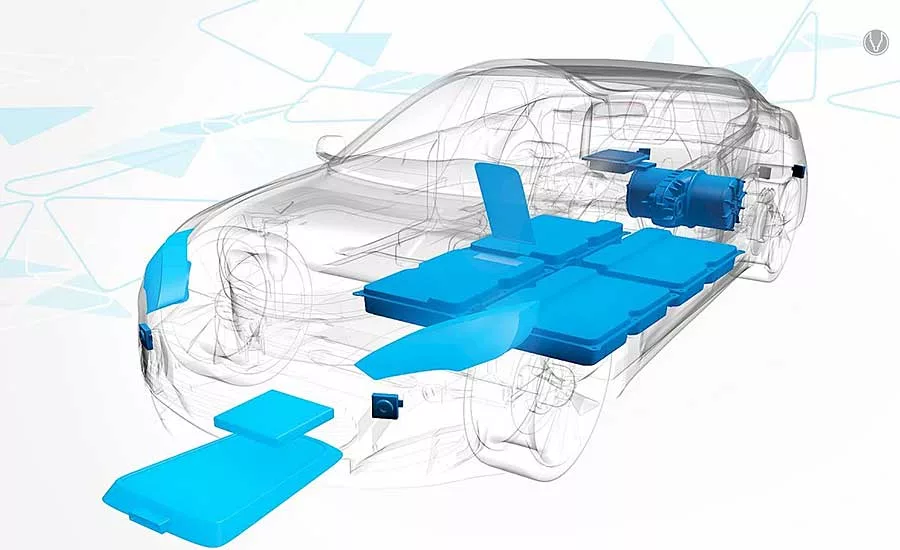
The multibillion-dollar race to develop electric vehicles is good news for suppliers of two-part adhesives and dispensing equipment. That’s because those products are used to assemble many parts of EVs, such as charging modules, interior displays, electric motors, high-voltage batteries, LED headlights and power electronics.
Thermal influences have tremendous effects on battery performance. With automotive engineers scrambling to improve battery range, dissipating heat is becoming more of a challenge.
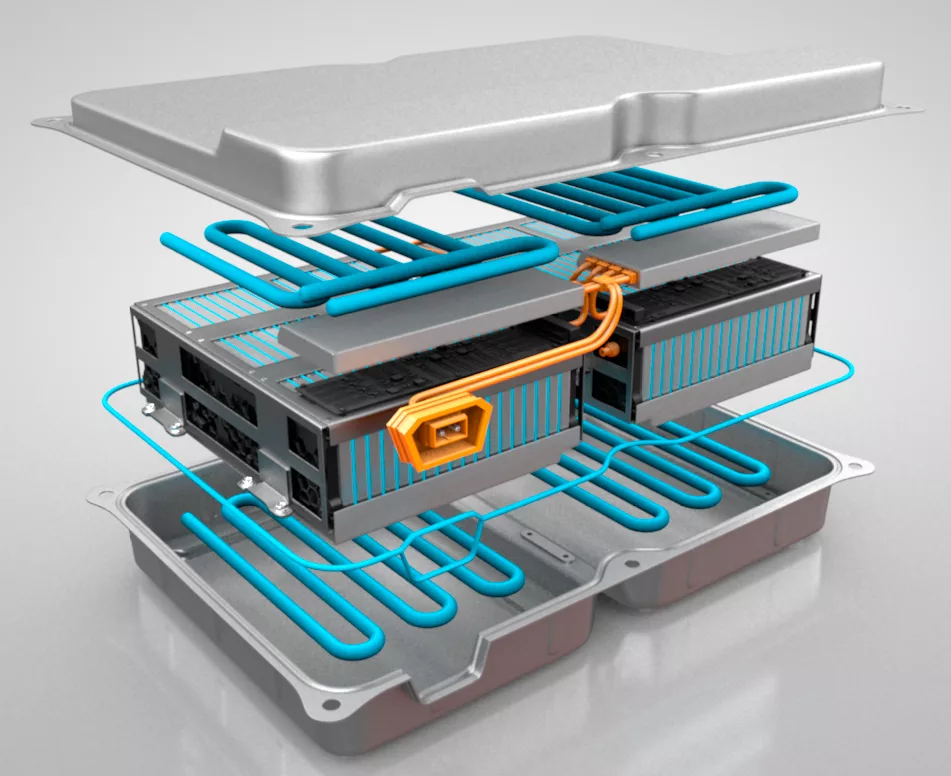
To guarantee an optimum temperature range and prevent overheating, large quantities of thermally conductive potting materials are used in battery packs. They provide reliable heat transfer between high-voltage batteries and housings, through which cooling takes place.
“We have seen an unusually large number of inquiries for highly filled thermal management materials, primarily silicones and thermal greases, associated with the lithium-ion battery industry,” says Krautz.
“The growing electric vehicle market has multiple applications mostly related to chargers, collector plates and battery packs, along with thermal event mitigation materials for battery packs,” explains Krautz. “Some new materials are being introduced that will perform identically to traditional thermosets, but with a focus on weight reduction.”
“Two-part adhesives come into play to help with sealing and releasing heat [via] thermal conductivity,” adds Scheugenpflug’s Pham. “In batteries, silicones are widely used because of their safety, long range of operation temperature, low cure shrinkage, good electrical properties, high-thermal conductivity, and excellent chemical and environmental resistance.
“Thermally conductive materials also protect sensitive electronic components from shocks and vibrations,” notes Pham. “For potting high-voltage batteries, we have developed a new system consisting of the Dos HP dispenser and the PailFeed 200 Abrasive material feeding system.
“It enables dispensing rates of up to 80 milliliters per second, even when using highly abrasive thermally conductive materials,” Pham points out. “The Dos HP is typically mounted to a robotic arm to ensure a sufficiently large traversing range for potting high-voltage batteries. The PailFeed200 Abrasive, which has been designed for 200-liter barrels (55-gallon drums), ensures fast and reliable transfer of heat-conducting material to the dispenser.”
In addition to batteries, many electric motors are assembled with two-part adhesives and dispensers. And, with electric vehicle production volumes starting to ramp, manufacturers are turning to more automated dispensing technology.
“The mechanical fixing of magnets is proving to be a big challenge in relation to the automation of this process, especially since it’s associated with high costs,” says ViscoTec’s Kieselbach. “However, the bonding of magnets in a laminated core provides a solution and offers numerous advantages.
“Noise caused by vibration is prevented, because no mechanical connecting elements are required,” explains Kieselbach. “Contact corrosion is avoided, the components can be processed more quickly, and strength is optimized. Tolerances resulting from the manufacturing process can be compensated.
“One- or two-component acrylic and epoxy adhesives are commonly used,” Kieselbach points out. “The component, preheated by the shrinking process, favors a faster curing of the resin, and therefore optimizes the process time.
“Two-component materials can have an additional positive influence on the entire process duration, thanks to the shorter curing time,” claims Kieselbach. “Further process steps, such as balancing the rotor, can be started immediately whereby long heating sections are ultimately reduced. Depending on the size of the rotor, the quantities of adhesive to be dispensed can vary widely to suit the requirements of the particular application.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







