Resistance Projection Welding
For joining dissimilar materials, resistance projection welding offers cost-saving options
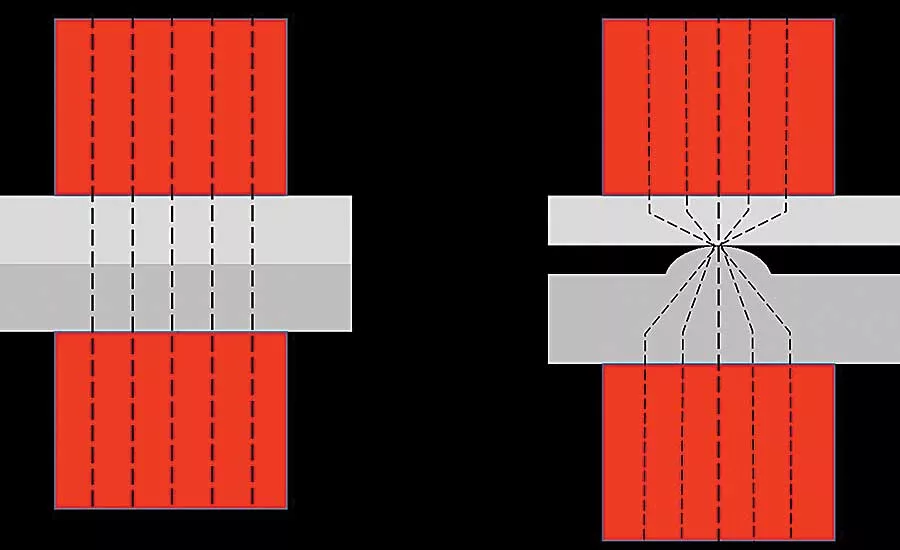
In traditional resistance welding (left), energy flows through two pieces of metal directly from one electrode to another. In contrast, in resistance projection welding, energy is channeled through one or more projections. Illustration courtesy WJM Technologies

Girish P. Kelkar, Ph.D. (left), consults with a welding engineer at an automotive assembly plant in China. Photo courtesy WJM Technologies
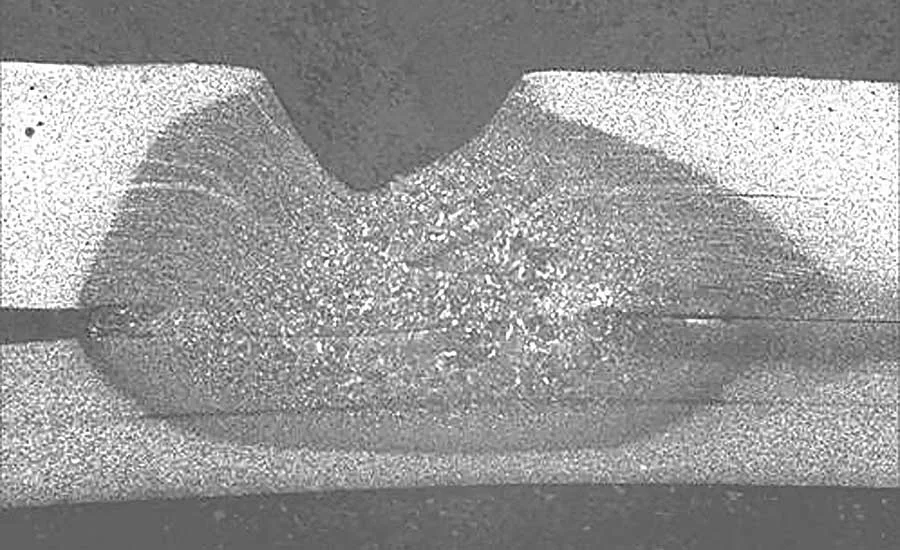
Projection welds can form in different ways. In an embossed projection weld a fused nugget forms.

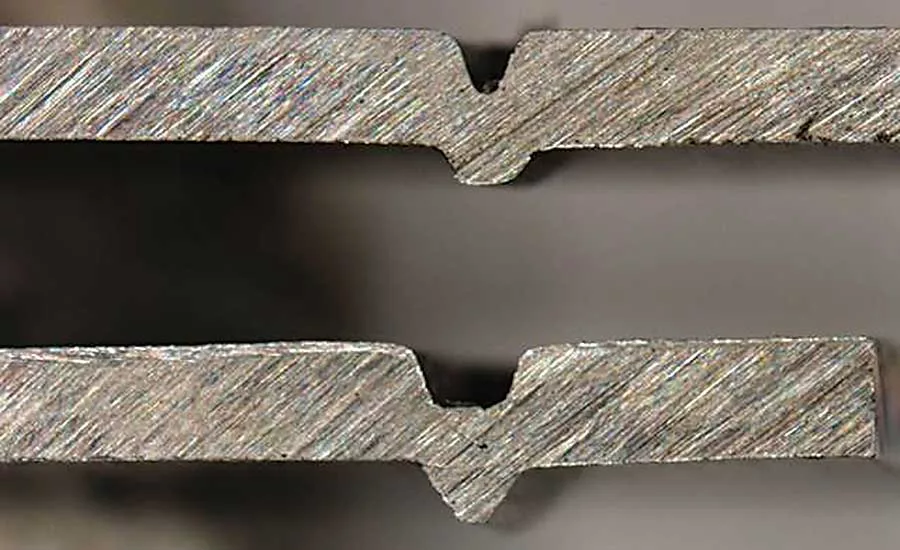
In an annular projection weld, solidstate bonding develops. Photos courtesy AET Integration Inc.
Stamping is used to create projections in relatively thin materials like sheet metal or foil

Machining and coining are used for thicker metal. Photos courtesy Arplas USA
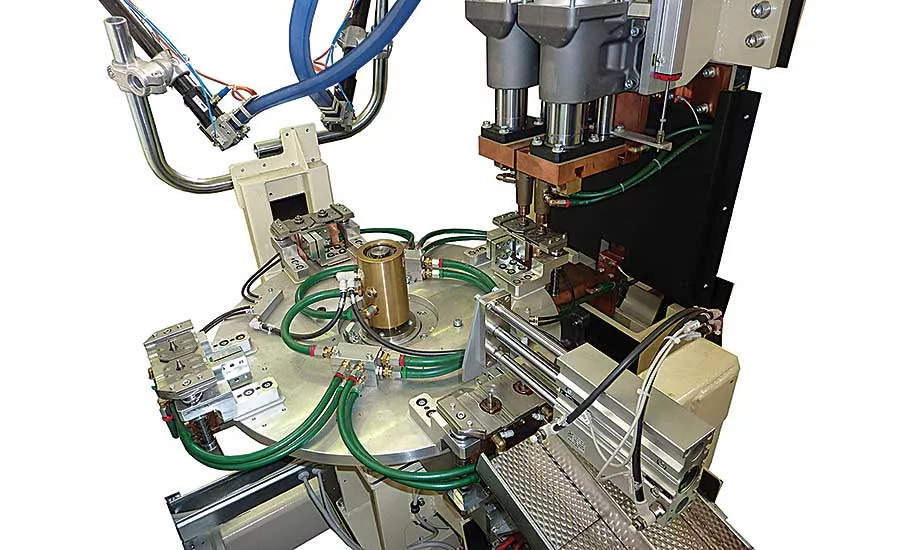
Fast cycle times mean that the resistance projection welding process can be integrated into automated assembly systems. Photo courtesy GEM Srl
Arcs and sparks are commonly used to dramatically depict welding in television commercials, photographs and other images. But in resistance projection welding (RPW), such flashes of light indicate poor welding.
“That is done for effect only,” explains Allen M. Agin, the Midwest regional sales manager for Weld Systems Integrators Inc. “The sparks you see are molten material being thrown out of the weld area. ... You want to keep that expulsion to a minimum.”
What is dramatic about RPW is the speed with which it takes place, which can be as fast as a few milliseconds. The weld can be made so fast that the welded materials are cool enough to hold immediately afterward, Agin notes.
The key to RPW is that energy is focused through a dimple or other projection on one of the pieces being welded together. The projection side of one piece is mated against the other piece, and the two pieces are placed between two electrodes. As energy is applied through the electrodes, the projection softens, as does the flat metal opposing the projection. Simultaneously, the electrodes apply force, pushing the collapsing projection into the other piece, which closes the gap between the two pieces and creates a weld nugget.
In contrast, in conventional resistance welding, energy is not diverted to a focused point but instead flows straight across both pieces of metal from one electrode to the other, creating a larger weld area and larger nugget.
“The main benefit of RPW over regular resistance welding is the ability to focus the welding heat at a specific location,” explains Girish P. Kelkar, Ph.D., the founder of welding consulting firm WJM Technologies. “If executed properly, it may lead to less distortion and more consistent welding.”
A long-established welding process, RPW is commonly used to weld either parts of different sizes, such as flanges to sheet metal, or parts with different material properties, such as copper to steel.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
RPW creates heat balance at the weld interface of dissimilar materials so that both parts get equally hot at the same time, notes Kelkar.
Projections used in RPW fall into four basic categories: stamped, machined, coined and corner. Stamping is used to create projections in relatively thin materials like sheet metal or foil, Kelkar notes. Machining and coining are used for thicker metal. With corner projections, an edge of one part is mated against an edge of the other part, using the natural shape of the parts to form a projection.
When welding material with different properties, the projection is usually placed in the more conductive metal. “If, for example, you’re welding copper to steel, you would put a projection in the copper,” Kelkar says.
Weird Combinations
Executed with both manually operated free-standing machines and automated systems, RPW has widespread applications, including in manufacturing automobiles, aircraft, air bags, air conditioners, hot water tanks, batteries and even medical devices.
In air conditioners and hot water tanks, for example, ring-shaped projections are used to create hermetic joints to prevent leaks, says Agin, who has worked in the resistance welding industry for 45 years.
Some of the “weirdest combinations ever possible” for RPW are found in medical devices, Kelkar says. “You might be welding titanium to stainless steel,” he relates. “You might be welding MP35 to platinum. ... You might be welding a gold ribbon to titanium. You could be welding anything to anything in medical.”
What’s more, the projections used in medical devices can be as small as one-thousandth of an inch, and the wires, contacts and other elements being welded are so small that operators need to use microscopes to position them, says Kelkar.
Reducing Weight and Cost
Altogether, RPW accounts for 20 to 25 percent of resistance welding applications in manufacturing, Kelkar estimates.
For example, the technology has limitations in automotive assembly. “Bigger weld guns are still necessary to weld vehicles together, especially in structural areas and in safety areas,” says Scott Muschong, the director of Arplas USA, a developer of high-tech welding technology owned by AL-S Technology BV in the Netherlands. “Once the geometry welds are set, then we can... pepper the welds in between.”
While only 80 percent as strong as traditional resistance welds, projection welds contribute significantly to reducing the weight and production costs of automobiles, explains Muschong.
“We’re reducing our flange size by 75 percent in some cases,” Muschong reports, describing The ArpLas System. “We can weld flanges as small as four millimeters in steel and nine millimeters in aluminum vs. 15 to 20 millimeters with traditional welding.”
One visible example of where smaller flanges are making a difference is in the daylight opening of the Mercedes-Benz M-class SUVs. Smaller flanges reduce the amount of steel around the windows, which in turn, reduces the blind spot. “It looks like it’s all window,” Muschong observes.
Muschong also touted the “blemish-free surface” that The ArpLas System leaves on the outward-facing A and B surfaces of automobiles. “You virtually cannot see the spot weld,” he says. Consequently, welds can be covered with just paint. This eliminates the need for hiding welds with cosmetic pieces of rubber, plastic and felt, which increase weight and cost.
Because RPW focuses energy at projections, it requires less energy and time than traditional resistance welding.
The electrodes, in turn, run cooler because less heat is conducted to the outer surfaces of the welded material, explains Marc Auger, the director of sales for Arplas USA. This creates cost savings by increasing the useful life of electrodes and reducing downtime to replace them.
Cooler electrodes lead to additional benefits. The ArpLas System for steel, for example, is air-cooled rather than water-cooled, Muschong says. As a consequence, the weld guns are less bulky, allowing them to sneak into slim and narrow locations on vehicles like the “bird’s beaks” on the rear quarter panel of a car, where the taillights are located.
While The ArpLas System for aluminum is water-cooled, it is not cooled with water all the way to the electrode tips.
“With our [aluminum] system, our tips are connected dry,” explains Auger. “When we replace them, you don’t have to shut the water cooling system down. You’re not risking getting the operator wet or getting water into the [work] cell.”
Another energy-saving feature of The ArpLas System is that the electrodes use low pressure to follow up collapsing projections. “In steel, it’s 200 pounds vs. 900 pounds with a traditional weld gun,” Muschong says. “And [it’s] 400 pounds in aluminum.”
The trade-off with lower pressure is that The ArpLas System may be unable to pull together two pieces of metal that do not fit together perfectly, especially contoured pieces.
“With a traditional weld gun, since you’ve got 900 pounds of pressure, nine times out of 10 you can pull those two pieces together and weld [them],” Muschong says. “It’s difficult for us to do that. ... We’ve been criticized for that [even though] that’s really not why weld guns were invented.”
Scurrying to Fasten Aluminum
Projection welding also plays a key role in incorporating lightweight materials like aluminum and hot-stamped boron steel into automobiles.
“Everyone is scurrying to try to figure out how to fasten aluminum together,” Muschong says. “It’s a very difficult material to weld.”
Ford, for example, is primarily using self-piercing rivets for the truck bed of its new F-150, as well as newly patented welding technology, Auger notes. General Motors is applying pretreatments to the surface of aluminum to have a consistent and stable oxide layer, he adds. General Motors is also using adaptive weld controllers to monitor parameters to ensure that welds are repeatable and consistent, and it has developed a proprietary shape for its welding tips to cut through aluminum’s oxide layer.
Tesla is employing The ArpLas System for a joint in its aluminum-body Model X. “With our system,” Auger says, “the projection focuses the weld energy in a very small location. From a consistency, repeatability and reliability [standpoint], we’re not finding the same issues.... We don’t need an adaptive system.”
In a more ambitious use of its system, Arplas participated in a two-year research project funded by the U.S. Department of Energy that demonstrated that the mass of a car door module could be reduced by 42.5 percent. In that project, which was led by Magna International Inc., slightly more than half of the weight savings resulted from the extensive use of aluminum and polymers.
“They started with a Chrysler 200 steel door, and they redesigned it in aluminum,” Auger explains. “The aluminum door not only had to fit the existing vehicle, but [it also] had to meet all the crash test, visibility, and other functional requirements of the steel door.”
Auger estimates that The ArpLas System was used for nearly 100 welds in the redesigned door—joining aluminum sheet to aluminum sheet, aluminum extrusions and aluminum castings.
Like Welding Banana to Glass
To compensate for the loss of strength that results from reducing weight, automobile manufacturers are reinforcing the structure of vehicles by employing hot-stamped boron steel, which presents its own welding challenges.
“It’s a miserable thing to try to weld,” Weld Systems Integrators’ Agin says of hot-stamped boron steel, which has a hardness rating of around 1,500 megapascals (MPa).
“It’s a very hard material. We’re also starting to see the next generation of material, which may be as high as 2,100 MPa. It would make it even worse.”
Welding to boron steel becomes even more difficult if it is coated in aluminum silicon because the coating needs to be burned off by the projection before it welds to the facing material.
Especially tricky is welding fasteners like nuts and bolts to coated and uncoated boron steel. Because they are considerably softer than 1,500-MPa-stamped boron steel, fasteners can become deformed and their threads damaged by the long weld times required for boron steel.
“It’s like trying to put banana to glass,” Agin likes to say.
Weld Systems Integrators’ solution is to use capacitor discharge (CD) weld controls, as well as fasteners with three to five dimples. CD controls can deliver a high peak current in 3 milliseconds, resulting in typical weld times of 10 milliseconds compared with 100 to 160 milliseconds for alternating current and midfrequency direct current welding processes. In addition, energy is focused at all of the dimples simultaneously.
“Shorter weld times ... allow for much higher currents and higher weld force without damaging the nut or threads,” according to an article Agin co-wrote for the August 2016 issue of The Fabricator. “This process can produce higher-than-normal pushout and torque values at a level consistent with automotive requirements.”
Changing Market
While Agin and Kelkar do not envision RPW’s applications expanding, Agin sees RPW being refined for use with newer, harder materials. And Kelkar notes that RPW equipment is undergoing improvements.
“People are making newer power supplies, better heads, better electrodes and better controls,” Kelkar says.
For example, Arplas has developed a series RWP welder. Instead of having electrodes on both sides of the material being welded, the electrodes are placed on the same side, and the current passes from one projection to the next.
“We do have some systems in Caterpillar that are welding very large components with a series welder,” Muschong says. “We don’t need to reach around the back side. We can approach it all from the same side.”
As for market growth, Muschong and Auger say that AL-S Technology’s sales to Asia are outpacing its sales to the North and South America and to Europe.
Not only are international companies like General Motors employing The ArpLas System at their manufacturing facilities in Asia, but so are companies domestic to Asia, especially China.
“The quality demands and expectations of the Chinese consumers are extremely high,” Auger stresses. “[They] are looking for the shorter flanges and the better surface quality that our system offers.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




