Low-Pressure Molding Controls Stress on Wire Assemblies
Hot-melt molding is the quick and efficient way to encapsulate and protect electrical components.

Hot-melt polyamide adhesives are delivered in granular form. Photo courtesy Henkel Corp.
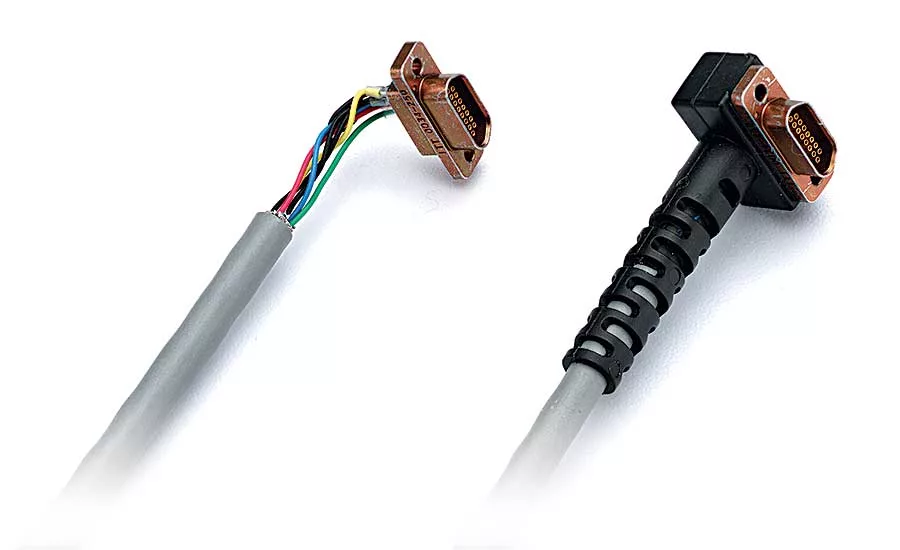
These images show a connector before (left) and after (right) application of a hot-melt polyamide material for strain relief. Photo courtesy Henkel Corp.
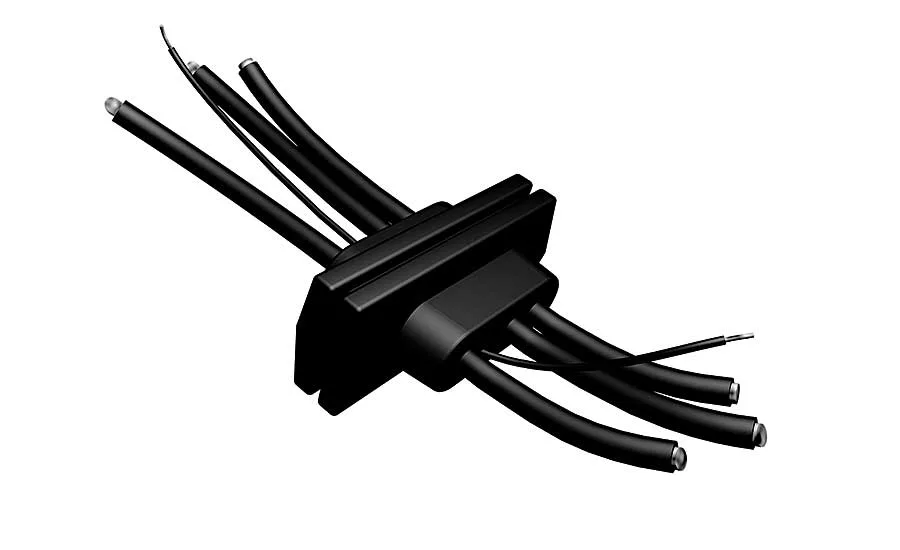
Bushing and grommets made from LPM hot-melts can replace similar parts made from rubber. Photo courtesy Henkel Corp.

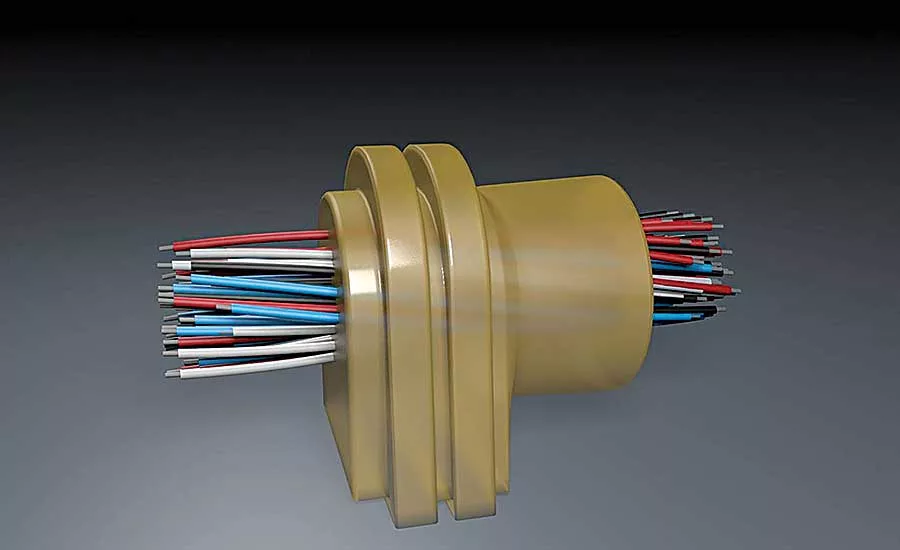
LPM hot-melts form an adhesive bond with the entire component being encapsulated, becoming part of the component’s three-dimensional form and creating a watertight, chemical-resistant seal. Photo courtesy Henkel Corp.
Polyamide hot-melts offer excellent thermal cycling performance and temperature resistance. Photo courtesy Henkel Corp.
Every electrically-powered machine is filled with wires, connectors and delicate electronics, such as circuit boards and sensors. These parts are subjected to stress from constant vibration, physical strain, abrasion and impacts. These stresses can damage parts and leave them useless without some level of protection. Parts are also exposed to humidity, moisture and environmental contaminants that can compromise their effective operation.
To protect components from damage, many manufacturers are turning to low-pressure molding (LPM), also known as hot-melt molding, a process that combines the speed and simplicity of injection molding with the strength and durability of casting. It is used to seal assemblies, relieve stress and strain during use, and completely pot and encapsulate sensitive electrical or fiber optic components.
In injection molding, thermoplastic materials are melted at high temperatures then forced into a metal mold at very high pressures until the materials cool and harden. Injection molding is typically used to create high volumes of stand-alone parts. The thermoplastic forms around any component incorporated into the mold but does not adhere to the components or create a permanent bond.
Using adhesive technology, LPM creates a permanent bond with component parts. In LPM, a hot-melt polyamide adhesive in granular form is heated to temperatures between 180 and 240 C. These adhesives have no true melting point; instead, they have relatively wide softening and glass transition ranges. Once sufficiently softened, the adhesive’s viscosity hovers around 3,000 centipoise and the material is ready to be injected. The manufacturer places the component to be sealed into a specially- designed mold and the molding material is injected into the cavity, enclosing and bonding to the component. Injection pressures for polyamide LPM range from just 25 to 500 psi, much lower than the 1,500 to 15,000 psi pressures required for injection molding. This makes the process gentle enough for the most fragile parts.
LPM molding materials cool rapidly, 10 to 50 seconds within the room temperature mold set. The adhesive’s connection to the substrate is built during the cooling process. The newly encased and bonded component can be removed from the mold and used immediately.
LPM Materials and Equipment
LPM hot-melt adhesives are single-component, solvent-free polyamides that are solid at room temperature. Derived from natural fatty acid feedstocks obtained from renewable resources, such as soy, rapeseed and sunflowers, they are green and sustainable. Since scrap can be re-melted and reused, the LPM process reduces waste.
LPM adhesives offer a UL 94-V0 safety rating, are self-extinguishing, and will not outgas or release toxic fumes during the molding process. They are non-toxic and recyclable, contain no metallic fillers, and can act as thermal and electrical insulators.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Polyamides are harder and tougher than other hot-melt systems, displaying performance characteristics similar to plastics. Rather than forming a thin film that bonds two substrates together, LPM hot-melts form an adhesive bond with the entire component being encapsulated, becoming part of the component’s three-dimensional form and creating a water-tight, chemical-resistant seal. Because of all these advantages, LPM hot-melts can be used to completely replace thermoplastic housings.
Polyamide hot-melts offer other advantages. Many materials are UV resistant, improving performance in outdoor applications, for example, solar equipment. They offer excellent thermal cycling performance and temperature resistance, operating effectively in extreme cold (-40 C) and heat (150 C). Formulations are available with varying degrees of hardness, abrasion and shock resistance, and clarity and optical transparency. These materials offer good adhesion to PVC and other difficult-to-bond materials. They can be overprinted for marking and labeling and will accept the application of pressure-sensitive labels.
Automated molding machines can output 20,000 to 1,000,000 parts per year. Equipment runs from $20,000 for manual systems to $100,000 for larger automated systems. Systems operate as follows: first, hot-melt pellets are softened in a tank; second, a gear pump creates pressure that forces the melted material through the heated hose and the injection heads into the aluminum mold cavities; third, the material cools and hardens in the cavity; fourth, the mold set is separated to release the molded part.
While the material costs of hot-melt molding tend to be higher than those of injection molding materials, other savings make up for material costs. Dispensing equipment and associated mold sets (normally made of steel) for injection molding are substantially more expensive than the equipment and mold sets (normally made of aluminum) used for hot-melt molding. Because aluminum is excellent at removing heat, LPM cycle times are extremely short. Processing pressures are much lower, and a hot-melt-molded part is ready to demold in as little as 10 seconds.As there is no chemical curing process, solidification occurs at room temperature, saving energy and eliminating heat distortion after molding.
Design Considerations
Mold sets are not off-the-shelf parts; rather, they are custom-designed and prototyped so the molded components achieve the exact form required. For assistance with mold set design, manufacturers should turn to their equipment partners in the molding process.
Mold sets for LPM are similar to injection molding forms and are designed to easily eject parts and allow air and heat to escape. Typically made of aluminum rather than steel, each mold features air vents at the highest point in the upper half of the mold. To allow for fastest processing speed, the molds feature release points that allow easy ejection of the molded part either mechanically or with operator assistance. Ejection is easiest when release points are located on solid parts like connectors rather than on areas made primarily of molding material.
Successful hot-melt molding requires parts to be completely encapsulated in the LPM material, making them impermeable to moisture and environmental contaminants. Parts should be centered in the mold to facilitate encapsulation and minimize bending during and after the cool down process. For components such as grommets that must allow bending of the cables, engineers should design the mold specifically for the part, keeping the bend away from the sealing area.
Typical Applications
There is a range of applications where LPM can replace other assembly methods to speed processing and improve end-product reliability. While LPM is not the answer to all encapsulation challenges, it is especially effective for fragile connectors such as soldered or crimped joints and circuit boards.
For potting connectors and switches, the LPM material over-molds the connector and the entire cable. The hot-melt protects the connector’s contacts from water, oil and other contaminants, relieves strain and stress on the cable and improves product aesthetics. LPM is more reliable than sealing with heat shrink tubing or injection molding, as the molding material forms a lasting bond with the connector or switch.
Controls and sensors can be directly over-molded using LPM without damaging sensitive electronics. In a single processing step, LPM can take the place of housings, casings and junction boxes that must also be potted to ensure the protection of the device.
Bushings and grommets made of LPM hot-melts are often used in cable harnesses to replace rubber bushings that hold wires in position and provide strain relief. LPM bushings provide a cord grip for the cables and can be simply and quickly positioned on very complicated cable harnesses. Rather than being drawn onto complex cable harnesses like a rubber bushing, LPM bushings are manufactured-in-place in a targeted location, with the hot-melt adhering to the cables. The connection between the adhesive and the cable is watertight.
LPM materials are also used for environmental protection of antennas, batteries and wire coils used in a range of outdoor applications. Over-molding protects these metal parts from weather, moisture and environmental contaminants.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





