What You Should Know About Curing Lamps
The right lamp is crucial for optimal curing of adhesives


UV-curing adhesives are often the first choice for fast and efficient bonding of components. Able to cure within seconds, these adhesives allow high throughputs to be achieved in serial production.
UV-curing adhesives are well established in the consumer electronics industry. Within seconds, they can bond components of miniature speakers, seal displays, or encapsulate microswitches. The adhesives are also used in the automotive and electrical industries, where they enable fast bonding processes. For example, in electric motor assembly, the adhesives are used to bond the stator to the housing.
What makes UV-curing adhesives so special is their curing mechanism. The adhesives contain a photoinitiator, a chemical compound that breaks down into functional groups through absorption of UV light, thus initiating polymerization. In the curing reaction, the monomers in the adhesive combine to form a polymer, resulting in a tightly networked structure. A light pulse of less than 1 second may be sufficient to fully cure the adhesive and permanently bond components.
Today, high-performance LED lamps are primarily used for curing these adhesives. Such lamps are highly efficient, save on energy, and have become well established in various other areas of lighting. The typical lifetime of LED curing lamps often exceeds 20,000 hours. That is 20 times longer than that of conventional lamps. While some other types of lamps must be preheated for up to 20 minutes, LEDs reach their full luminosity in milliseconds. The narrow emission spectrum of LEDs, coupled with their high intensities, enables engineers to fully optimize the bonding process for speed, quality and the materials to be bonded.
For engineers to benefit from the advantages of UV-curing adhesives and high-performance LED lamps, some important factors must be considered.
Making a Match
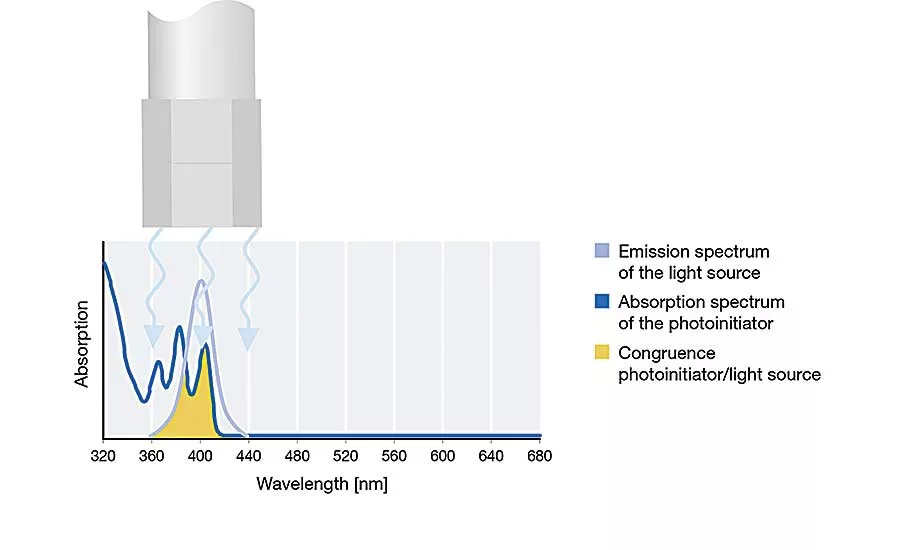
For a light-curing reaction to occur, it is important that the wavelength spectrum of the curing lamp overlaps the absorption spectrum of the photoinitiator.
Depending on the chemical compound, photoinitiators have a typical absorption spectrum that ends at 370 to 480 nanometers. To prevent uncontrolled or inadvertent curing, the absorption spectra are usually chosen so that daylight cannot cure the adhesive. If by chance the adhesive comes in contact with daylight, it is engineered to cure very slowly. To match the absorption spectra of the adhesives, LED curing lamps emit light with a wavelength of 365, 400 or 460 nanometers.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
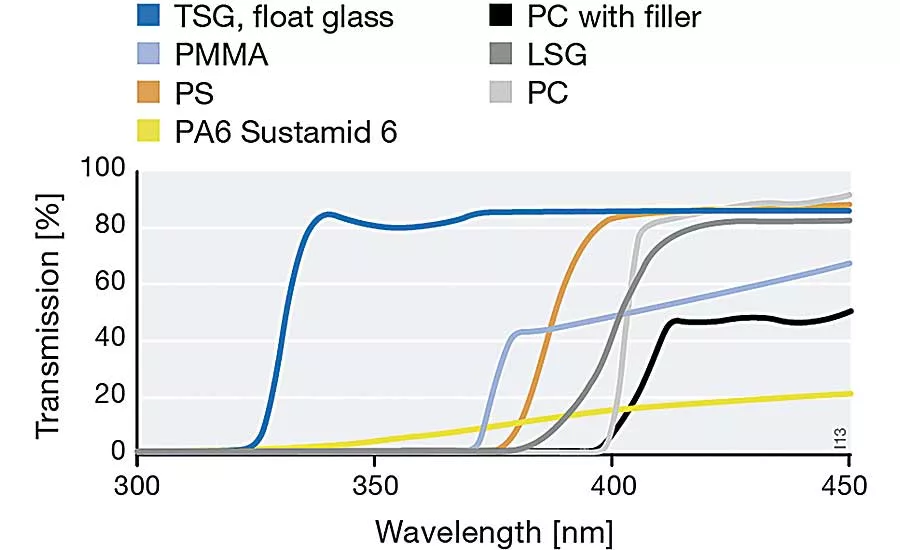
The materials to be bonded are another consideration. To ensure that light energy reaches the adhesive, at least one of the components to be bonded must be translucent within the adhesive’s absorption range.
An example of this would be displays of smartphones or tablets. These devices are usually provided with a clear cover for protection. These protective display covers can be made of glass or a plastic, such as polymethyl methacrylate (PMMA) or polycarbonate. While glass is translucent to light starting at a wavelength of 325 nanometers, PMMA and polycarbonate actually block the light completely in this wavelength range. With polycarbonate, for example, light transmission is only possible from a wavelength of 400 nanometers. Therefore, if a UV light source with a wavelength of 365 nanometers was used to cure adhesive to bond polycarbonate parts, no polymerization would take place, because the light would not reach the adhesive.
As a result, engineers need to know the component’s transmission spectrum to select the ideal LED lamp. This can be measured with a spectrometer.
Influence of Light Intensity
The curing process is also influenced by the intensity of the lamp. Commercially available LED lamps for adhesive curing have an intensity of up to 12,000 milliwatts per square centimeter (mW/cm²).
The major advantage of such high intensities is that they help reduce process times—even for the most difficult bonding tasks, such as when there’s a long distance between the light source and components to be bonded. High intensities also come in handy when thick layers of adhesive must be cured quickly or when the adhesive is between partially transparent components.
These are not the only advantages of high-intensity lamps. The lamp’s lifetime can be increased beyond the manufacturer’s specifications if full LED intensity is not required and curing takes place at lower intensities. By presetting the power, the intensity for LED lamps can be continuously adjusted between 0 and 100 percent.
When selecting an intensity level, it’s important to look at the overall process. It’s not always beneficial to use particularly high intensities, since they may, in some cases, lead to improper curing.
Engineers must consider the working distance, the transmittance of the components, and the thickness of the adhesive. For example, the intensity reaching the component to be bonded depends on the distance between the light source and component. The smaller the working distance, the narrower the light intensity profile or the higher the intensity.
This effect is even more significant for spot lamps than for area lamps. With a spot lamp, a change in distance of just 2 millimeters can make a clear difference. As a general rule of thumb, if the working distance is doubled, the intensity decreases by a factor of four.
Size Matters
The industry distinguishes between two lamp types: spot lamps and area lamps. Spot lamps are used for punctiform or linear bonding, as is often the case in the production of microelectronics. Area lamps are chosen for batch exposure of large surfaces, such as displays or a large number of components at the same time (sealing microswitches, for example). So, depending on the application, different lamps may serve the purpose best.
Area lamps enable simultaneous exposure of large surfaces or continuous exposure in long production lines. When designing production lines, it is advisable to provide for area lamps that can be arrayed modularly in different ways without creating shadows, which can occur if the housing is larger than the exposed area.
The goal should always be to expose the entire surface to be bonded with the same intensity. When large areas are exposed, it’s crucial to ensure stress-free curing of the adhesive to prevent warpage. Only a homogeneous exposure can ensure that the adhesive cures evenly and completely in all areas and achieves the properties required for the application.
Lower-quality lamps often have an inhomogeneous exposure profile due to cheap optics and LEDs, so that light intensity at the center of the bulb is high, but drops off at the edges. The consequences are poor adhesive properties or even component failure.
Spot lamps are usually chosen when surfaces of only a few square millimeters must be cured. Most spot lamps use focusing optics that can be swapped out by the user. Thus, spot sizes of different diameters and intensities can be realized, depending on what is best suited for the specific application. Spot lamps are usually cooled passively, but some lamps are equipped with a maintenance-free, water-based cooling system.
Quality Control
Minimal contamination, erroneous parameter changes or the failure of an LED can affect the intensity of LED lamps. To ensure homogeneous exposure and high bonding quality, the intensity of the various lamp heads must be checked regularly. Spectrometers can be used for this purpose.
UV-curing adhesives, in combination with powerful lamp technology, enable fast curing processes, provided that all parameters have been properly tuned. For optimally designed processes, it’s essential to look at the overall system, including the adhesive, the curing lamp (wavelength, intensity and type), the components, and the production line itself. In addition, engineers should choose a lamp type that can accommodate changes in product design or production volume.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




