Industrial Fastening – Metal Stitching
Metal stitchers can join a wide range of materials including aluminum, copper, brass, plastics, cold rolled steel, hot rolled steel, fabrics, leather, rubber, and galvanized steel.

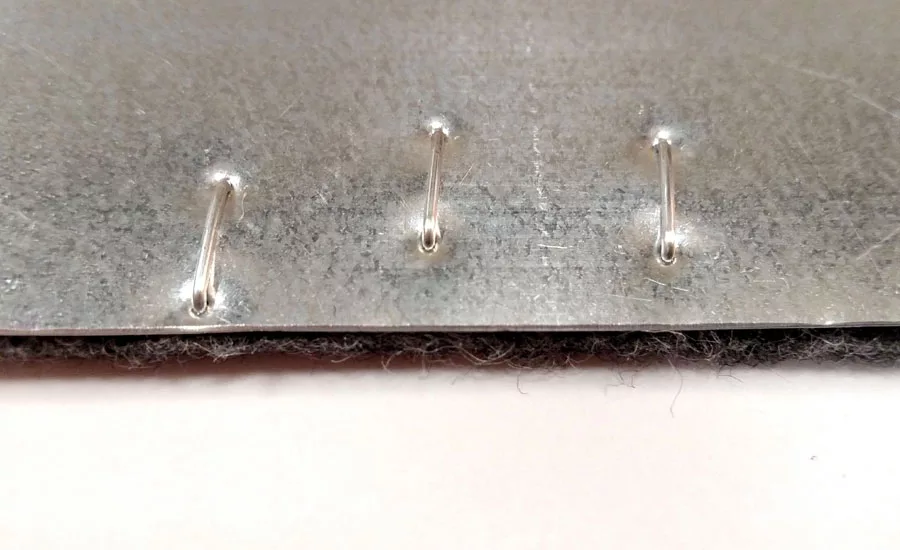
Galvanized sheet metal folded and stitched for secure assembly.
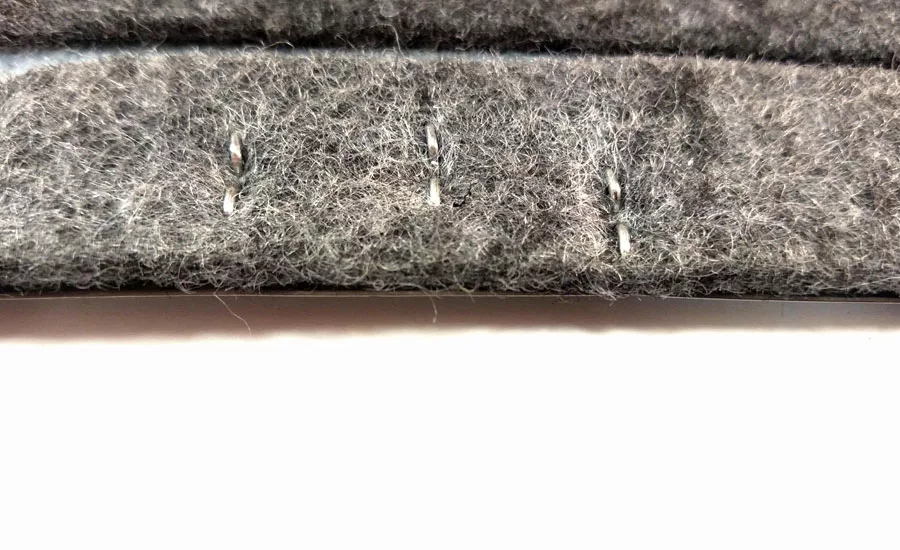
Felt stitched to metal substrate, clinched side.
Felt stitched to metal substrate, crown side.

Stitch through plastic ring – 5/16” thick

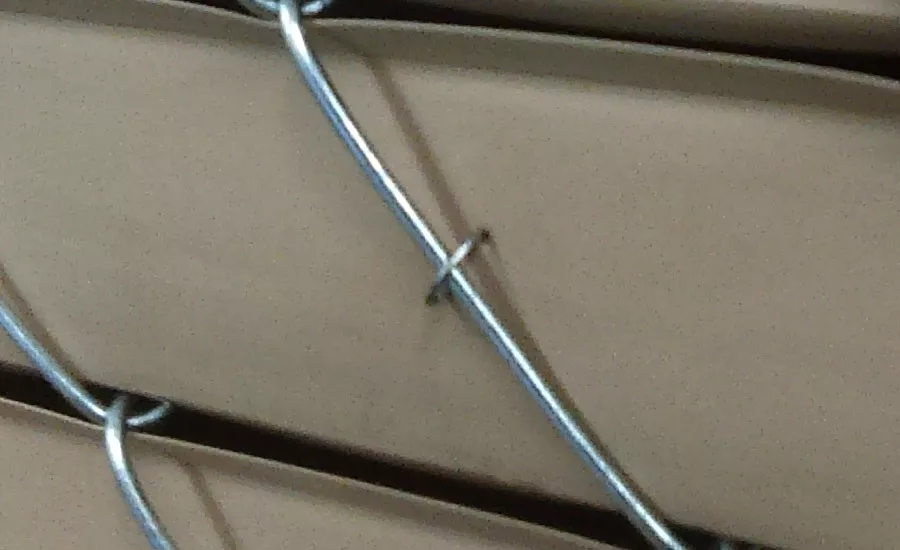
Hog-tie style staple installed onto bungee cord.

Hog-tie style staple installed onto bungee cord.



Most areas of manufacturing have had steady paces of technological innovation over the past 50 years. Material assembly and material joining is one area, however, that has not kept pace. It is one of the few segments of manufacturing that has advanced slowly, if at all, relying on just a handful of assembly techniques for decades. Luckily, new material assembly techniques have begun to crop up in recent years, giving the sector a much-needed infusion of innovation. Conventional wisdom assumes that when assembling materials there are only five fastening methods, but smart manufacturers are increasingly turning to a sixth method called wire stitching. Each method has its own pros and cons. Let’s begin with the “conventional” five:
- Mechanical (hardware) Assembly – Using various different types of hardware or fasteners (bolts, nuts, screws, etc.) and predrilled holes in the material to assemble multiple parts together.
- Welding – Fusing two or more pieces of metal (similar type of metal) together to essentially become one.
- Riveting – Inserting a small metal component and plastically deforming each end to hold the material in place.
- Adhesive Bonding – Applying glue to material to hold pieces together.
- Brazing – Using a filler metal that is melted to a certain temperature which will bond the two components together.
All of these methods have significant limitations to the user.
4Welding and brazing require the material to be brought to a very high temperature, which risks damaging, or at a minimum, severely marring, the substrates involved. There are also severe limitations to the type of materials that can be welded or brazed.
4Riveting and mechanical assembly require the material be prepared with predrilled holes or other surface preparation, followed by time-consuming insertion of the rivets before final assembly.
4Adhesive bonding requires the user to test one of the many varieties of adhesives available for each application to ensure good bonding and long-term reliability of the bond. Adhesives also have the additional downside that they will over time weaken or lose their strength especially when exposed to the elements.
Metal stitching is a lesser known but highly beneficial approach to material assembly. Metal stitching is the same process as paper stitching (also known as stapling) but it uses equipment and wire sufficiently strong to penetrate metal and other materials. The difference between stitching and stapling is that stitching uses wire from a coil and stapling uses preformed staples. The net result of either process is a staple.
Speed, Flexibility, and Easy Prep
Wire stitchers feed accurately measured lengths of wire directly from a coil into the stitching head mechanism which forms the wire lengths into the shape of a staple. The stitcher drives the stitches through the material at great speed. Legs of the stitches penetrate the material and are clinched as the stitch crowns are forced securely against the top surface of the assembly. There is no requirement to prepare the material in any way or create perforations. Speeds of up to five staples per second are possible and one spool of wire can produce hundreds of thousands of staples without the need to reload. The wire feeding mechanism is able to pull wire of varying lengths so that any length of staple can be generated.
In addition to their speed, wire stitchers provide a huge flexibility advantage. Given that materials can come in many odd or unwieldy shapes and sizes, the machines in traditional joining techniques often won’t work because it’s difficult to fit the materials into the machines. When that happens, manufacturers are faced with less than ideal options: they can come up with entirely new processes or put cost and effort into customizing their existing machines. Stitching offers an advantage because users can quickly customize and fixture the work holding area. One example of customization is a West Coast industrial garage door manufacturer that needed to place a staple to affix privacy slats inside a chain link fence. This manufacturer had a modified stapling system installed to allow “round” staples to be made so the staples could encapsulate the mesh of the fence and still secure the plastic slate. This method dramatically reduced the installation time of the slats allowing the manufacturer to produce fence rolls at a much greater rate. Stitching can greatly reduce the labor and material cost for many fastening and joining applications by significantly reducing material and substrate prep time. Metal stitchers can join a wide range of materials including aluminum, copper, brass, plastics, cold rolled steel, hot rolled steel, fabrics, leather, rubber, galvanized steel, carpet, wood and many more materials. No other method of material joining can as quickly and easily fasten so many materials in such a flexible and efficient manner.
Ready for Robotics and Beyond
Wire stitching is also a process that readily lends itself to robotics and automation. Stitching heads are self-contained and can be mounted on robotic arms or at stations where material passes into the stitching area. Stitchers can be inverted or mounted at angles to avoid the need to rotate or orient materials as they pass through the stitching area.
While the advantages of wire stitching are many, it does have its drawbacks for certain use cases. It’s up to the manufacturer to weigh wire stitching benefits and drawbacks against those of the more traditional material joining methods.
Wire Stitching Advantages
- Generally not as strong as welding or brazing for steel to steel applications.
- Limitation of material thickness. Typically materials that are thicker than 3/8 of an inch are not good candidates for stitching, but it depends on the types of material. Thick, dense materials like steel or ceramics work better for stitching if they are thinner sizes.
- Clinched end of staple can show up on the back side of materials depending on material type or wire used.
- Joints cannot be easily disassembled.
Wire Stitching Advantages
- Easy to stitch metallic materials (similar and dissimilar) that are not readily welded.
- Efficient joining of metallic to non-metallic materials, great for reducing weight of metal assemblies.
- Requires no time-consuming preparation, such as pre-punching, drilling, tapping, critical hole alignment for riveting, or cleaning work (before or after) as with welding and adhesives.
- Lends itself well to automation. Stitching heads can be mounted to robot arms or other automation fixtures and tools to enable stitching in any location or in multiple locations.
- Quickly and accurately vary the length of the wire draw of the stitching head to adjust for different thickness of work.
- Configure to “stab stitch” or staple with no back clinch that allows for stitching even when there is no room to get behind the substrate.
- Can attach round or odd shaped parts to flat materials tightly.
- High shear and tensile strength.
- Not sensitive to heat or cold.
- Extremely low cost process that can be done at high speed and with minimal operator training.
- Can use stainless steel wire when corrosion resistance is required.
- High resistance to joint fatigue and vibration. The tight joint, produced by wire making its own hole and effective clinching action (plastic deformation of the staple) restricts movement of parts and leads to extremely long joint life.
- Requires only visual inspection to determine if the materials are fastened properly.
- Does not require material temperature be elevated, keeps shape and material stable throughout the manufacturing process.
- Extremely short cycle time, as low as one cycle per three seconds.
- Variable sizes of staples (crown sizes).
- A wide range of commercially available wire to be used on the stitching machine.
- No backing material needed during assembly process.
- Stitcher does not negatively affect the surrounding material including paint and other aesthetic details.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




