Hydraulic Options for High-Force Pressing
When the pressing application requires a force of 10 tons or more, manufacturers can count on hydraulic, hydropneumatic and pneumohydraulic presses
Some assembly technologies evolve too fast or too slow, while others change at a pace that’s just right. Hydraulic presses belong in the latter category, according to some suppliers, and that’s a good thing.
“The biggest area of growth for hydraulic press technology lies in the controls system,” notes Josh Dixon, director of sales and marketing at Beckwood Press Co. “Automotive, aerospace and medical manufacturers want and need advancements in operator control, press-data acquisition, process monitoring, quality control and maintenance scheduling. These benefits nicely complement the hydraulic press’s ability to generate high force over a small area and equally throughout the stroke.”
All of these capabilities are important to companies with hydraulic pressing applications, especially those that require 10 tons or more of force. Beckwood has been engineering hydraulic and other presses since 1976, including machines that exceed 5,000 tons of force.
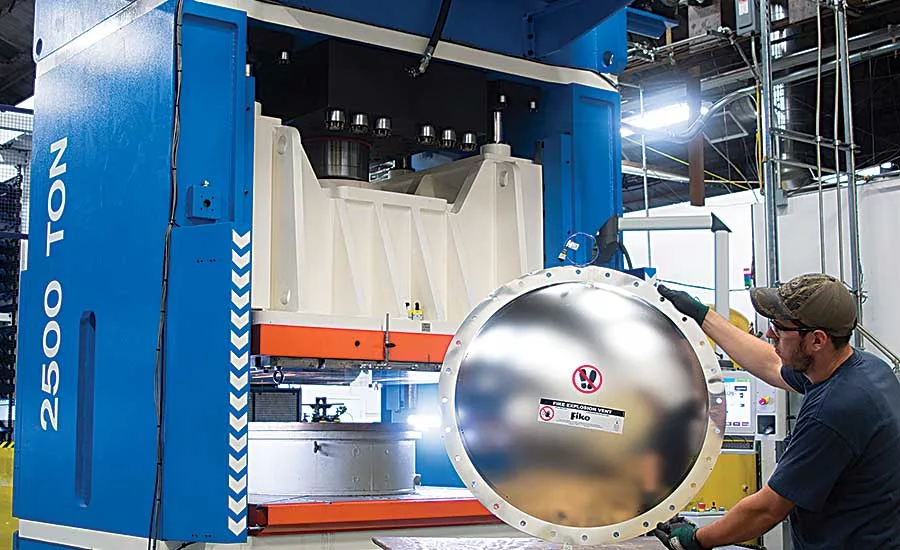
One regular user of a high-force Beckwood press is Fike Corp., a global supplier of fire protection, pressure relief, over-pressure protection and pressure activation devices. Fike currently runs five Beckwood machines, including a 2,500-ton gib-guided press that holds an American Society of Mechanical Engineers third-party test lab certification. Stainless steel is the most common material used for these products, but Fike also uses other high-performance alloys based on performance needs such as corrosion resistance, cycle life and temperature.
Because Fike’s products are used for life safety, they require high accuracy and precision. The company likes that pressure and force accuracy on the 2,500-ton press can be controlled within ±1 percent, and position can be controlled within ±0.002 inch.
Besides hydraulic, two other types of presses are equally popular for high-force applications. Hydropneumatic presses combine the speed, efficiency and low cost of pneumatic presses with the output force of hydraulic presses. Pneumohydraulic cylinders, which are integrated into presses, are powered by compressed air and convert pneumatic energy into hydraulic power.
Not only are all three types powerful enough to reliably use for processes such as press-fitting, clinching, crimping, swaging, staking, impact riveting, flaring and punching. They are also versatile enough to meet any high-force challenges that manufacturers face on a daily basis.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Pure Power
Hydraulic presses have been used on assembly lines for a long time. Since Joseph Bramah patented the first hydraulic press in 1795, it has assembled products for industries as diverse as appliances, rail systems, marine transport, automotive, aerospace, agriculture, energy storage and consumer electronics.
A hydraulic press features an electrically driven hydraulic power unit and a hydraulic cylinder that moves the press ram. Maximum force is determined by the cylinder’s bore size and the operating pressure. Press force is consistent throughout the entire stroke range, and, the stroke is smooth because hydraulic oil is not compressible. Ram speed is limited by the flow and oil volume restrictions of the hydraulic power package and circuit.
Traditionally, manufacturers have selected hydraulic presses for high-force applications that require quick setup and changeover, and much repetitive pressing. In recent years, though, these presses have evolved and now offer advanced control and sensing devices, plus improved seals, pumps, hoses and couplings that increase reliability, and minimize leaks and maintenance.
“Large hydraulic systems can be set up with one central pump feeding multiple cylinders or presses,” notes Troy Waldherr, North American sales manager at TOX-Pressotechnik LLC. “For example, three 10-ton presses can be placed in a row and actuated simultaneously to crimp something that needs a high force, like a hose end onto a hose or a ferrule. The key is making sure the system has the correct size hydraulic pump and reservoir.”
A hydraulic press may be equipped with a large cylinder capable of generating thousands of tons of force. Waldherr says Tier 1 suppliers regularly use presses that generate up to 3,000 tons of force to stamp metal sheets into large, flawless pieces.
On the downside, hydraulic presses are not very energy efficient, nor are they suitable for applications, such as medical device assembly, that cannot tolerate contamination from hydraulic fluid. These presses are less accurate than other press technologies. Hard stops are often needed to control ram position.
In addition, the presses are loud, inevitably leak, and require maintenance that can be somewhat costly due to system complexity. The presses also require the use of devices to monitor oil pressure and efficiency, and their hydraulic power unit generates a fair amount of heat.
Beckwood makes standard and custom hydraulic presses, including the DJ Series of benchtop presses with capacities up to 55 tons. End-users are manufacturers in the aerospace, automotive, construction equipment, electronics, heavy machinery, medical device, plastics, lighting, transportation, waste management and mining industries.
The presses are designed for assembly, punching, trimming, blanking, clamping, crimping, joining and stamping applications. They come in traditional and unique configurations, including two- and four-post, gib-guided, C-frame, multi-post, side-acting and tilting.
In 2015, Beckwood built a custom 50-ton press for a Tier 1 supplier to insert bearings into a large part. The machine’s cycle time ranges from 4 to 5 seconds, with an additional 30 seconds for the operator to remove a finished part and insert an unfinished one.
“The press features a high-speed motion controller that ensures precision to ±0.002 inch, compared to ±0.04 inch by the previous press,” explains Dixon. “Our press also has a built-in quality-inspection feature that indicates if the part is within the required specifications. Depending on the outcome, ‘Go’ or ‘No Go’ flashes on the HMI.”
Greenerd Press & Machine Co. Inc. has been designing and building custom hydraulic presses for several decades. In 2014, Greenerd developed a 100-ton press for an aerospace company to join stacks of composite material infused with resin.
The press delivers an adjustable force of 0.4 to 100 tons, in 0.1-ton increments. It also features an adjustable stroke to a maximum of 14 inches, a 10-hp motor and a 10.5-inch Panelview electronic press control HMI.
Hydropneumatic
A variation on the pneumatic press, the hydropneumatic, or air-over-oil, press uses both pneumatic and hydraulic power to drive the ram. The press consists of a hydraulic cylinder, an air-over-oil intensifier and an oil reservoir.
Upon activation, a hydropneumatic press is initially driven only by compressed air. At this stage, known as fast approach, the ram descends rapidly with low force. When resistance is encountered, the intensifier is automatically energized by a directional control valve, hydraulic power takes over and the full force of the press is applied. At the end of the cycle, the ram retracts rapidly.
For high-force applications requiring short power strokes, a hydropneumatic press may be more cost-effective than a pneumatic press. However, the opposite is true for high-force applications requiring power strokes of 2 inches or more. Typically, the power stroke of a hydropneumatic press is about one-fifth of the total stroke. Some split-design systems can achieve power strokes of more than 4 inches.
Another benefit of hydropneumatic presses is they require less-expensive piping systems and components because compressed air is its primary power source. A chamber within the hydraulic cylinder contains a preset amount of fluid, eliminating the need to refill it.
Hydropneumatic presses are lighter, more compact and more energy efficient than hydraulic presses. On the downside, hydropneumatic presses cost more upfront and are not as precise as pneumatic presses.
“Regardless of which hydropneumatic press or cylinder is used, it’s a good practice to always use secondary guidance in the tooling to protect the cylinder rod against side-loading,” notes Dave Zabrosky, North American sales manager at Schmidt Technology Corp. “Without this guidance, the lone bushing where the ram protrudes will wear over time, allowing oil to enter into the air chamber.”
Manufacturers in many industries use presses equipped with hydropneumatic HyperCyl cylinders from Aries Engineering Inc. Available in six series, these self-contained cylinders generate up to 200 tons of output force using 100-psi shop air. The 200-ton cylinder features a 12-inch bore ID and 1-inch thick walls.
The cylinders run cleanly and quietly, and feature seals rated for 20 million cycles before recommended replacement. Cylinder speed is up to 12 inches per second fast approach, and 2 inches per second under high pressure. Force distance monitoring is performed by the IntelliCyl system featuring a linear transducer and load cell.
“The biggest users of our cylinders are automotive, appliance and munitions manufacturers for the defense department,” explains Mike Brieschke, vice president of sales at Aries. “Automotive applications include inserting SPAC-nuts, piercing steel and plastic fascias, along with bushings and ball joint assemblies. For appliances, the cylinders pierce holes in dishwasher tubs for bearing insertion. As for munitions, we help assemble more than 2 billion rounds annually.”
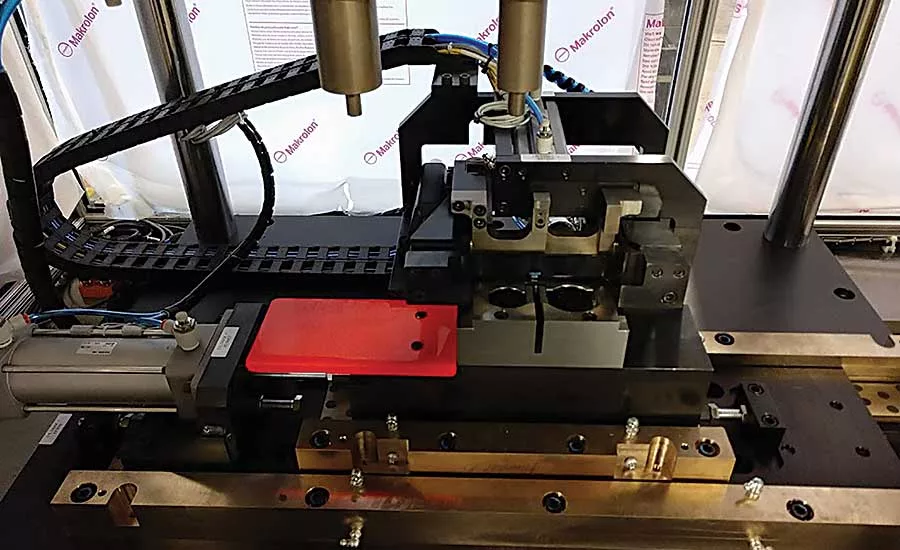
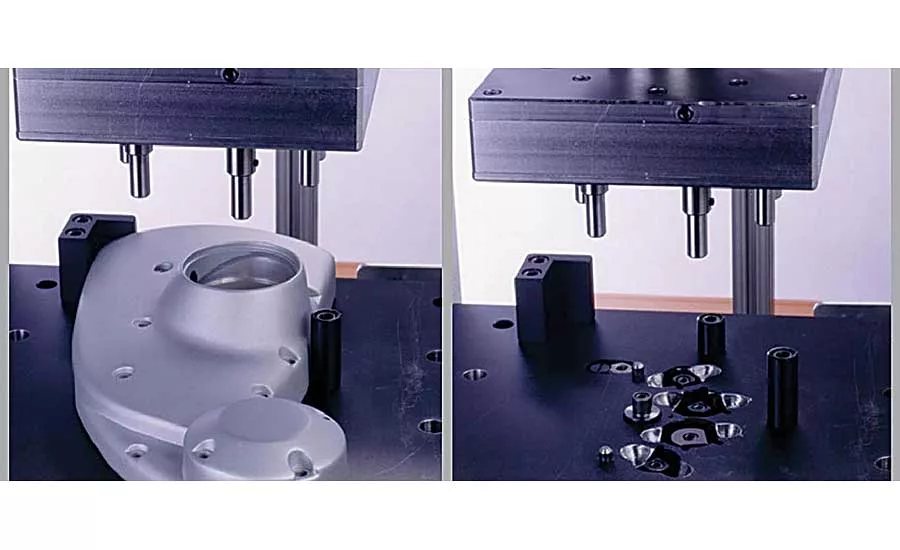
One automotive customer application involves using a HyperCyl cylinder in a 10-ten press to insert two bushings into an aluminum housing. After the ram installs bushing one, the ram retracts and the upper tooling receives bushing two, which is then inserted in the same manner. Each bushing is inserted separately to obtain individual force and distance data that can be used for traceability.
If either bushing fails insertion inspection, the housing is automatically ejected to a scrap bin. If both bushings pass automated inspection, however, the housing is moved into the laser etching station to be dated and serialized. It is then brought back to the bushing-installation station for manual removal. Total cycle time is 24 seconds.
This spring, Aries is introducing a new series of cylinders, called the HPX, which are compact enough for various high-force applications normally
performed on a hydraulic press. Brieschke says the cylinders have a smaller profile than earlier models, a total stroke up to 28 inches and a power stroke up to 2 inches (standard models) or 6 inches (non standard). Force capacity is 30 tons.
SCHMIDT Technology offers numerous modular hydropneumatic presses, some of which have a maximum pressing force of 25 tons. When used with the company’s press control 75 (basic) or 600 (process monitoring), the presses are considered EC type-approved, CE-conformed workstations in Europe. Such presses may be used in single cycle or automatic mode, says Zabrosky.
The presses run quietly (less than 75 decibels), and ensure accurate tool positioning due to precise alignment between the ram bore and ground press table. The force output pre-selector lets operators reduce pressure for the power stroke to 15.4 psi, and nominal press force to one-sixth of the maximum force. The ram’s end positions are sensed via inductive proximity switches.
Press throat depth is 5.16 to 7.28 inches, and working height is 2.36 to 23.62 inches. Zabrosky says the press’s cylinder has no mechanical compression spring, resulting in a longer service life.
Pneumohydraulic
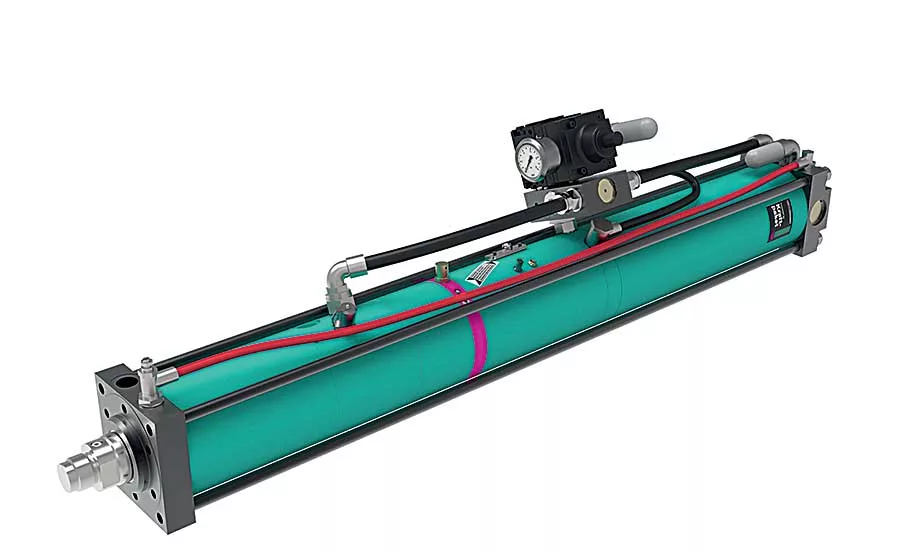
Pneumohydraulic and hydropneumatic presses are quite different technologies, says Waldherr. Pneumohydraulic cylinders, such as the Powerpackage type made by TOX, convert air power into oil power, and feature special seals that keep air and oil completely separate. In contrast, air-over-oil hydropneumatic cylinders use air and then hydraulic power. Because the air is directly pressing on the oil, the air can leak into the oil, resulting in a spongy effect when the air bubbles are compressed during pressing.
Within the TOX-Powerpackage cylinder are two pistons (double-guided working and intensifier) controlled by two valves (main control and integrated power stroke). Once the main valve is activated, the working piston extends at high speed during fast approach until resistance is encountered.
At this point, the working piston stops and the power stroke valve is automatically activated so air streams into the intensifier chamber. After a high-pressure chamber between the pistons closes, the intensifier piston builds the oil pressure in the intensifier chamber up to 400 bar. This pressure acts on the rear of the working piston and generates the power stroke.
With the cycle complete, the main control valve switches off and the power stroke valve automatically vents the intensifier chamber. The intensifier piston moves back into place by spring force, and the working piston pneumatically returns to its original position.
According to Waldherr, the cylinders run cleanly and require only a small percentage of the hydraulic oil used by a pure hydraulic press to create a comparable force. For example, the TOX cylinder may use 12 to 16 ounces for a 10-ton press application, compared with about 1.5 gallons (192 ounces) or more for a hydraulic press.
Five series of cylinders are available, some of which enable operators to control the position of the ram with an accuracy of ±40 microns. The cylinders also feature end position damping for the return stroke. This is especially helpful for applications that involve heavy tooling and high retract speeds.
The maximum force, total stroke and power stroke capabilities of each cylinder series are as follows. RP series: 160 kilonewtons, 32 millimeters and 6 millimeters; Q series: 300 kilonewtons, 200 millimeters and 52 millimeters; X series: 1,700 kilonewtons, 400 millimeters and 69 millimeters; S series: 1,740 kilonewtons, 400 millimeters and 80 millimeters; X-KT series: 2,000 kilonewtons, 400 millimeters and 100+ millimeters.
“Common users of the cylinders include manufacturers in automotive, aerospace, medical, electronics and appliances,” says Waldherr. “For medical, end-users press various parts, instruments and prosthetics, both metal to metal and metal to plastic. In aerospace, the cylinders do lots of riveting in different airplane sections.”
A couple years ago, TOX-Pressotechnik accommodated an automotive application in which a 100-ton press was used to press-fit eight studs simultaneously. “A smaller press might run faster, but there’s no substitute for being able to cycle once rather than eight times,” says Waldherr.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




