Automated Dispensing in Aerospace
Advances in meter-mix technology, process monitoring and bead control are making automated dispensing technology a more viable option for aerospace assembly applications



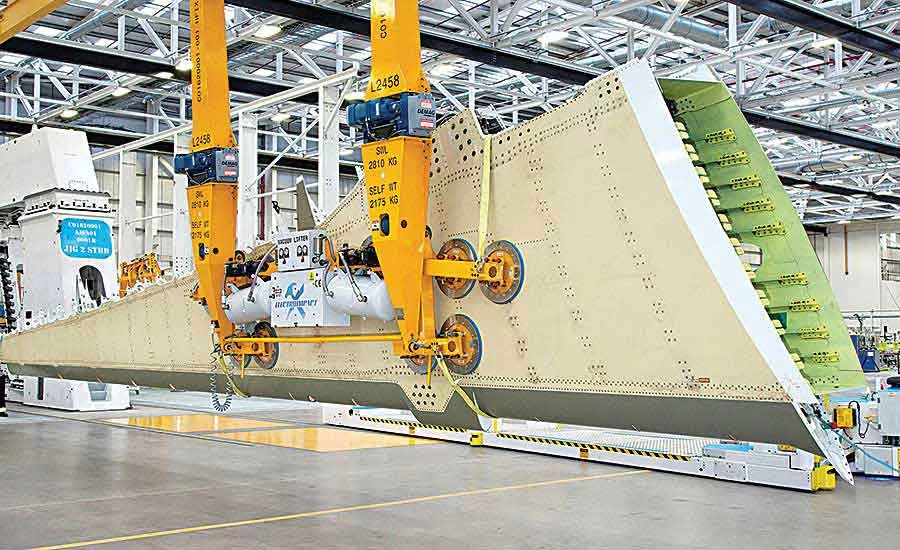
Adhesives are widely used throughout an aircraft. Jet engines contain structural adhesives, threadlockers, retaining compounds and thread sealants for hydraulic components. In the interior, epoxies, silicones and polyurethane foams are used to install floor lighting, assemble overhead bins and seat trays, and fill voids and seal the edges of honeycomb panels and carbon-fiber composite parts. In exterior applications, adhesives are used to bond stringers to wing skins and to seal doors, windows and fuselage components.
Ironically, however, aerospace assemblers have been slow to automate the process of dispensing adhesives and sealants.
“The aerospace industry is far behind the automotive industry in terms of automated dispensing,” says Jennifer Volcansek, global marketing manager for sealant and industrial coating systems at Nordson Sealant Equipment. “Even now, for example, the edge-filling process for composite parts is typically done manually, with spatulas, just because that’s what they’ve always done it. The sheer number of man-hours they spend on dispensing is just crazy.
“Aerospace manufacturers will need to double production if they’re ever going to catch up with their backlog.”
Why hasn’t automated dispensing technology been implemented more within the aerospace industry? In the past, the high tolerances and finish quality required for aircraft components may have prohibited integration of automated dispensing technology into assembly lines. Within the past few years, however, advances in robotics, meter-mix technology, process monitoring, and bead control have made automated dispensing technology a more viable option for aerospace assembly applications.
Any sort of automation would be welcome in the aerospace industry. Boeing, Airbus and other aerospace OEMs are working feverishly through years’ long backlogs. And, demand is expected to increase. The global fleet of passenger jets will more than double to 48,000 aircraft in the next 20 years, according to Airbus’ Global Market Forecast 2018-2037. Air traffic is projected to grow at a 4.4 percent annual rate, driving a need for 37,390 new passenger and freighter aircraft. Of those new aircraft, 26,540 planes represent growth and 10,850 will replace older generation, less fuel-efficient planes.
Increased throughput is not the only potential benefit of automating the dispensing process. For example, Michael Stoddard, senior applications engineer at Lockheed Martin, estimates that aerospace OEMs could reduce labor costs by more than 40 percent by automating adhesive and sealant dispensing. In addition, automation reduces process variability and ensures that only the exact amount of adhesive is applied to meet the needs of the application. As a result, OEMs can lower material costs and reduce aircraft weight.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Sealing the Edge
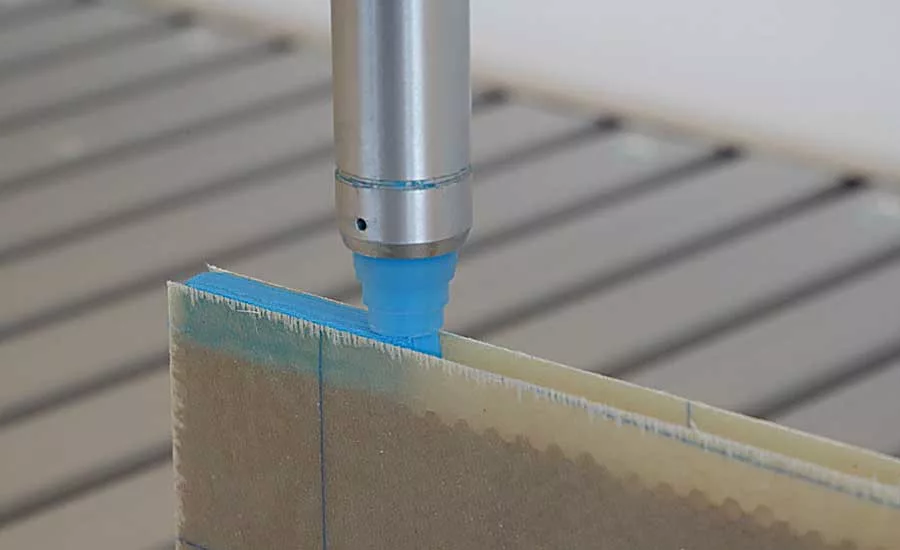
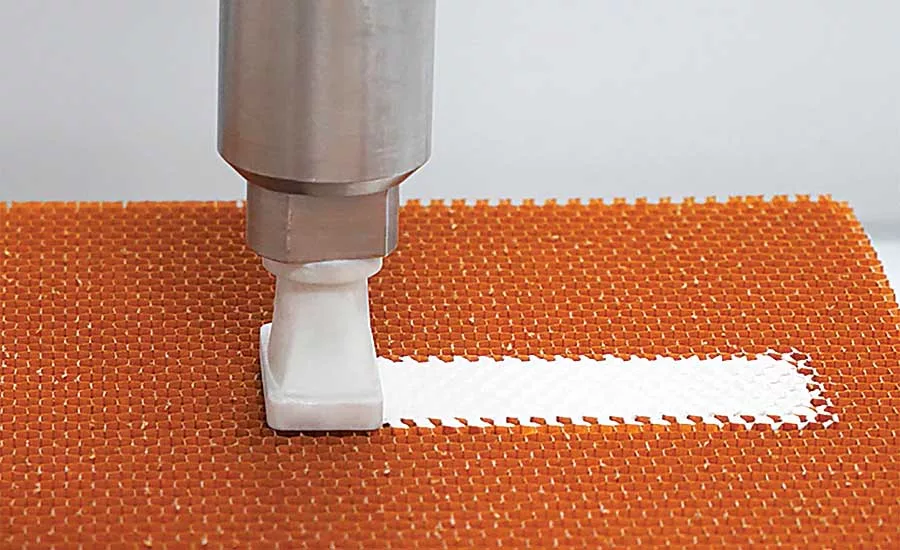
A common application for automated dispensing in aerospace is sealing the edges of honeycomb panels and components, such as brackets, made carbon-fiber composites.
For structural integrity, wherever a honeycomb panel is cut, the cut edges must be filled in with material. Similarly, the cut or milled edges of molded carbon-fiber composites must also be sealed, to keep the component from absorbing moisture.
“These are sheets of laminated carbon fiber,” says David Macphail, business development manager for JR Automation, a systems integrator. “Imagine a stack of loose paper: The edges are frayed. So, you dispense an epoxy to seal the ends of the carbon fibers.”
A filled, two-component epoxy is typically used for the job, though honeycomb panels will have larger voids to fill than composite parts.
“These epoxies are low-density materials,” explains Volcansek. “If water has a specific gravity of 1, these materials have a specific gravity of 0.6 to 0.9.”
To reduce weight and density, the epoxies are typically filled with glass or polymeric microspheres. “These materials behave almost like marshmallow. They are light and fluffy,” observes Kyle Brown, aerospace systems development manager for North America at ViscoTec-America Inc.
Preserving that airiness requires special dispensing equipment. For example, fluid passageways must be optimized to prevent crushing the spheres.
Another tricky aspect of dispensing edge-sealing materials is their mix ratio. “These are typically high-ratio materials, and they must be mixed very accurately,” says Volcansek. “Aerospace materials typically have a mix ratio of 10-to-1 or higher. That makes mixing difficult, because you have a very small amount of catalyst to integrate into the base material or resin.”
Nordson Sealant Equipment overcomes that problem with a rod-based positive displacement system. The fluid chambers for the resin and catalyst are equipped with steel rods. With each dispensing cycle, the rods extend into each chamber, displacing the exact amount of material needed.
“Those components don’t wear easily, so they last a long time and the mix ratio stays stable,” adds Volcansek. “For aerospace materials, we often use two servomotors to drive the rods—one for each side. That way, you can make speed adjustments, if necessary. For example, you could dispense part A more quickly than part B.”
Another option for dispensing edge-sealing materials is a progressive cavity pump. This device is similar to an Archimedes screw rotating within a fixed cylinder. Material fills the voids in the screw and is transported through the cylinder. As the screw speed increases, flow rate also increases.
“This enables our equipment to move highly viscous, shear-sensitive materials very accurately,” says Brown.
The meter-mix equipment from Dopag (US) Ltd. uses “process security technology” to verify that the correct amounts of part A and part B have been dispensed.
“Let’s say you’re dispensing 4 liters of material at a time, and the mix ratio is 3-to-1,” says Jake Ripberger, project manager at Dopag. “You would need 3 liters of part A and 1 liter of part B. Our equipment has gear-style volume counters to keep track of how much of each material is dispensed. If there’s an error, our machines will self-correct. So if the volume counter detects a little bit too much of part A, it will auto adjust and slow down the part A pump, so the ratio is always consistent.”
Another helpful feature—an auto purge—ensures that two-part adhesives won’t cure inside the dispensing equipment.
Regardless of what type of pump is used to meter the materials, the dispense valve typically requires a tip that is custom-made to match the component being sealed. The dispensing equipment can be operated manually as a stand-alone system, or it can be integrated with a robot for fully automated dispensing.
Materials can be dispensed from 5-gallon buckets or 55-gallon drums. “In a typical non-aerospace application, we might dispense 20 to 30 milliliters per shot,” says Ripberger. “In an aerospace composites application, we might dispense 2 to 4 liters at a time.”
Other Dispensing Applications
Since honeycomb panels are mostly air, threaded fasteners are not an option for attaching things like shelves, bins or brackets—unless parts of the honeycomb are filled with a lightweight epoxy first.
“It’s a little like potting electronics,” says Volcansek. “You don’t want to trap any air, and you want to adjust the speed of the dispense process to properly fill the cavities.”
Another common automated application in aerospace is dispensing sealant onto adjoining parts. “One application is called a face seal, where you have overlapping pieces of sheet metal and you want to seal the joint line,” says Macphail. “Another is called a filet seal, where you’re sealing the joint line between a vertical part and a horizontal part.
“Both can done with a robot and a servo-actuated mechanism that pumps the sealant out of a cartridge. We use laser-guided vision to ensure the bead stays on the seam.”
Yet another application for automated dispensing is the process of filling standardized cartridges with premixed two-component adhesives and sealants.
“When you combine the two parts, the material has a limited life span,” says Macphail. “As a result, aerospace manufacturers will fill the cartridges on-site and store them in a freezer. These cartridges are then used on demand. They’re typically used with a manual dispense gun.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





