Flexible Feeding Systems
A new generation of flexible feeders are helping manufacturers cope with high-mix assembly


Flexible feeders are great at helping manufacturers accommodate product variants on the assembly line. After the feeder presents parts to a vision-guided robot, one or more cameras take images of the parts, and vision software tells the robot which parts are pickable and which are not. The robot then retrieves the parts for kitting or assembly.
Last year, Epson Robots brought the IntelliFlex system to market after using other internal feeding solutions in-house on assembly lines for everything from printers to robots. The system was sold first in North America and Mexico, and then throughout Europe. This summer it will be introduced to the Southeast Asia market.
“Some of our end-users are quite experienced with flexible feeding systems, but others are not,” notes Rick Brookshire, director of product development at Epson Robots. “One first-time user of flexible feeders, in fact, is a medium-sized medical device company that presented us with quite a challenging application in 2019.”
The company needed the IntelliFlex system to feed a large number of metal pieces, each of which measures 1 inch long by 0.125-inch wide and has a notch on the top side. After being placed in the feeder, some parts came out right side up on the feeder tray while others were upside down.
“When we saw that the SCARA robot was gripping parts improperly, we investigated why,” explains Brookshire. “It turned out that we had to mount the camera higher above the feeder so the camera would be out of the path of the robot motion. In doing so, the resolution of the camera field of view to see parts on the feeder was too low to recognize if the parts were right side up or upside down.”
To overcome this problem, a second, higher-resolution camera was mounted on the top of the robot’s end-of-arm tooling. Now, after the overview camera takes an image of all visible parts, the robot arm makes a follow-up pass over the tray and the mobile camera takes an image of each part. This complementary camera setup does extend cycle time a bit, but it ensures that the robot always grabs the part in the most efficient manner before moving it to the next workstation.
The popularity of flexible feeders has steadily increased over the past 25 years. Part of this trend can be attributed to more-cost-effective and accurate cameras, vision systems and robots. But mainly it’s because these feeders enable companies to perform faster changeover of more types of parts—so they can successfully meet the ongoing challenges of high-mix manufacturing.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
A Different Vibe
Vibratory feeder bowls remain the go-to technology for supplying a steady stream of parts in automated assembly systems. But, flexible feeding is slowly carving out its own niche in the marketplace. This is because the technology offers several benefits to manufacturers.
“What makes a flexible feeder appealing is that it can handle a wide range of parts without the operator having to change anything on the machine,” says Eric Lewis, founder, CEO and president of Flexomation LLC. “There is no need for special tooling since the machine is unaffected by minor part variations. This is a significant advantage compared to other feeder types like vibratory bowls.”
Lewis notes many other benefits of flexible feeders, including no jamming of parts, fairly quiet operation, and space efficiency. Flexible feeders can also simultaneously handle multiple types of parts, like a washer and a nut, so long as the feed rate is not too high and the operator performs some careful application development on the feeder.
“In general, a rate of about 45 parts per minute is quite common with flexible feeders,” adds Lewis. “However, recirculating-type systems can feed parts at rates exceeding 120 ppm.”
Lewis recalls an application where one medical tool manufacturer simultaneously fed four parts in the Flexomation FXM-100 feeder to quicken assembly of a small medical clamp. The four parts were a spring, a clip and two small injection-molded jaws.
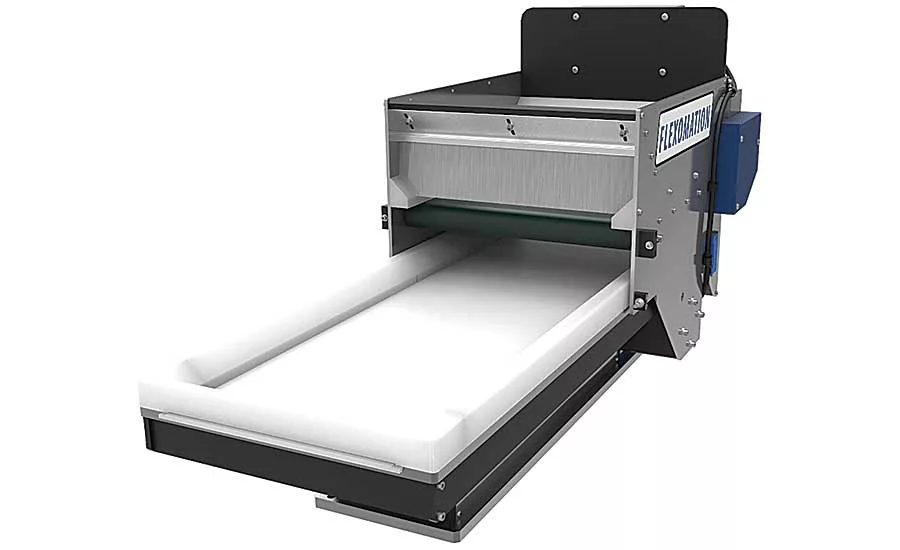
Flexomation’s FXM series includes the 100, 180, 240 and 300 models, with the number indicating the millimeter width of the feed surface for the parts. All four models allow backlighting to enhance camera vision, and are available with a Conveyor PreFeeder (CPF). Other parts fed with these units are metal brackets, and cylindrical, flat and thin, and small, oddly shaped parts, such as suture needles, for medical device companies.
“Sometimes, flexible feeders are used by manufacturers because no other type of feeder can effectively or efficiently handle the parts the company needs to feed,” points out Chris Schombert, executive vice president of Hoosier Feeder Co. “But, for the most part, these feeders are chosen because of their ability to handle any part that is not automation quality. By ‘automation quality,’ I mean parts that are consistent in shape and have no defects.”
According to Brookshire, the variety of parts that flexible feeders can handle is quite extensive. He notes that some users of his company’s flexible feeder might feed upwards of 50 different types of parts over the course of several months. This flexibility results in big cost savings by eliminating the need to buy multiple feeders.
As with all equipment, flexible feeders do have some drawbacks. The first is cost. Greg Pflum, CEO and president of Performance Feeders Inc., says that a flexible feeding system typically costs much more than a system built around a vibratory bowl, step or elevating feeder.
“It’s not uncommon for a vibratory bowl or other traditional feeder system to cost $25,000 to $30,000,” says Pflum. “But, this is much lower than the $80,000 to $100,000 that it could cost for a flex feed system when you add in the vision system, robot, controls and the expense of integrating everything to make it work properly.”
Another challenge, according to Pflum, is making sure operators know how to use the controls on such a system. He says that training provided by either the equipment supplier or integrator can help operators meet this challenge. In addition, Pflum recommends that only mechanical and technical people be the ones to set cameras, adjust vision systems and program robots.
“With a vibratory bowl feeder, the operator need only turn a dial or do a little machine tweaking to get the desired result,” notes Pflum. “With a flexible feeder, though, the camera must be taught exactly what to look for and then transfer this information to the robot so it can go and get the part.”
“The main limitation of a flex feeding system is not the feeder itself, but the camera,” adds Lewis. “You can only feed parts into the field of view at the rate that the camera can identify and analyze them.”
Brookshire says that no feeder is great at handling every type of part, including flexible feeders. Parts that tend to bind or stick together are not good candidates for flex feeding. These include hooks, springs and silicone parts.
The Epson IntelliFlex system feeds 5- to 40-millimeter-wide parts for medical, consumer, automotive and electronics applications. It is easy to set up, and features integrated vision guidance with IntelliFlex software, RC+ development software and a point-and-click interface. Smart auto-tuning automatically adjusts the system for new parts, while multi-axis vibration technology optimizes parts control and singulation. Backlight options include red, green, blue, white and infrared. ESD, anti-static and anti-rolling trays are available.
Any and Every Industry
The appeal of flexible feeders is universal, resulting in them being used by manufacturers of all sizes in all industries. Brookshire says that, over the last five years, he’s noticed more automotive, medical electronics and consumer product manufacturers increasing their changeover rate for different parts like connectors, valves, flat springs, washers and clips. This has resulted in these companies increasing their use of flexible feeders.
Hoosier has built flexible feed systems since 2015 for integrators that serve automotive, electronics and consumer products manufacturers. According to Schombert, the company recently provided eight such systems to an integrator that then added cameras and robots and integrated the systems on several assembly lines at a large GM plant.
“Each system was designed to present metal brackets that the robot places in a weld cell, where the bracket is welded to another vehicle assembly,” explains Schombert. “The bracket is a few inches long and weighs less than 1 pound. Usually, parts that weigh 2 or more pounds are a challenge for flexible feeders, although our feeder can be scaled up to successfully handle parts this heavy.”
Flexomation provides flexible feeding systems for nearly every industry, says Lewis. These include aerospace, medical, consumer products, semiconductors and automotive.
“One large aerospace company has used our FXM180 feeder to feed rivets for kitting,” notes Lewis. “Rivets with many variations of head designs are fed into the feeder before a robot picks up each rivet and moves it to a station for dimension testing prior to transfer to the kitting station.”
Another user of Flexomation’s flexible feeders is Square D, a manufacturer of electrical equipment and the flagship brand of Schneider Electric. Square D uses the devices to feed different parts of its electrical magnetic contactors for power circuit switches.
Pflum points out that medical device and consumer-product manufacturers are increasing their use of flexible feeders, while still also using vibratory and step feeders. Their interest in flex feeding stems from the need to feed to a wider variety of parts than ever before. According to Pflum, makers of consumer products especially like flex feeders for feeding tiny parts, such as those used in spray containers.
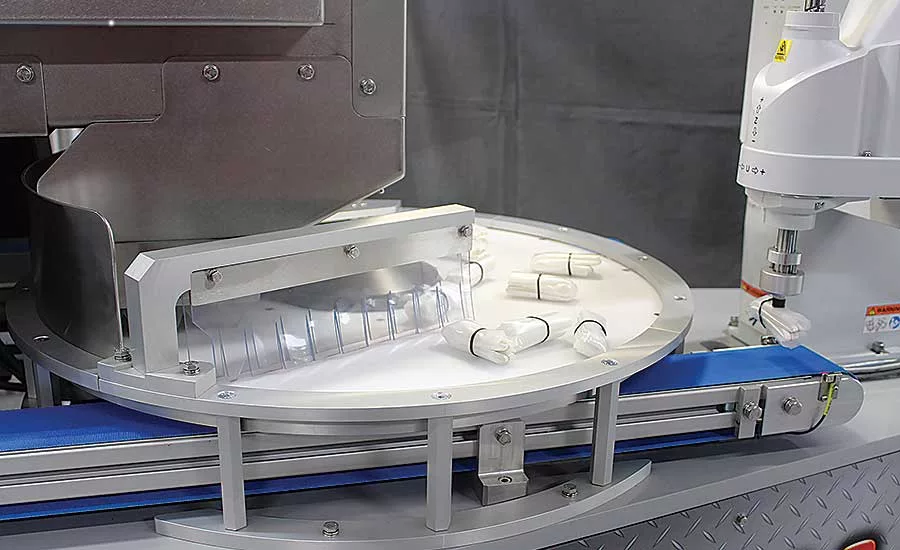
“Just about any internal part of a subassembly can be effectively fed on a flex feeder,” says Pflum. “With our Vari-Flex system, end-users can feed parts of any shape that are up to 3 inches long.”
The PFVF-03 Vari-Flex feeder features a 24-inch rotary table that presents parts for pickup and orientation by a robot. Unselected parts are recirculated to a bulk storage prefeeder. This feeder accommodates various part geometries and part families with its quick-change tooling. It can feed more than 30 ppm, and it can be deployed in a multi-table arrangement sharing a single robot.
A touchscreen display with PLC and remote Intranet access provides easy control and reduces I/O usage. Made from FDA-compliant materials, the feeder is available separately or as a completely integrated system with robot and vision system. A programmable four-color light tower visually displays the system’s operational modes.
The Hoosier HFC Flex Feeder is scalable and designed to present parts to the robot for efficient picking and placing. All parts are placed into a vibratory hopper and then gently distributed from a chute onto a conveyer that presents the parts to the robot. The hopper has a standard capacity of 1 cubic foot. Parts not picked fall into a sub-hopper and drop onto a recirculating elevator that brings parts back up to the vibratory hopper.
Schombert says that hopper, conveyor and elevator speed can be synchronized to optimize part speed. The feeder has a solid steel frame, but key components can be upgraded to stainless steel as needed for handling medical devices. A backlit inspection belt is standard.
Buyer, Be Prepared
When a manufacturer is ready to purchase a flexible feeder, several factors should be kept in mind. The first is part type and geometry.
Flexible feeders are better at separating complex parts, like a drive assembly, and lightweight and plastic parts than bowl feeders. They also handle out-of-tolerance parts better. This is important because manufacturers rarely receive a box of parts that is 100 percent within tolerance.
Manufacturers that need to feed many types of parts should also find out how quickly a feeder’s feed surface can be changed to optimize part orientation. Ball bearings, for example, orient best on a waffle-type surface; circular parts, on a rubber-coated surface.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






