Blue Lasers for Welding Copper
The blue laser produces rapid, high-quality welds for a wide range of part geometries

Conventional automobiles contain 20 to 50 pounds of copper. Electric vehicles, in contrast, contain about 180 pounds of copper, and 27 million of them are expected on the road by 2027. That’s a lot of electric motors, batteries and sensors to assemble and a lot of copper wiring, traces and terminations to connect.
A new technology, the industrial blue laser, is enabling assemblers to process all that copper quickly and at a high level of quality—not just for electric vehicles, but for a wide variety of consumer and commercial products.
The umbrella term of “materials processing” describes a range of operations, including etching, cutting and cladding. Welding, however, is arguably the most complex. Welding requires delivering enough energy to melt the target material or materials, but not so much that the material vaporizes or suffers from heat damage. It’s challenging to provide just the right level of energy—the “Goldilocks zone”—because of the intricate interplay of thermodynamic and fluid mechanical forces. Lasers deliver their energy with no physical contact between part and tool, and they can easily be reconfigured for different tasks, so they are an attractive option for any welding application. But, infrared (IR) lasers are nearly incapable of producing high-quality copper welds, so manufacturers have had to settle for alternative joining methods.
That changed in 2017 when the first industrial blue laser was brought to market. In the intervening years, the power and brightness of blue lasers increased. Then, at the beginning of 2020, the blue laser reached a milestone: a brightness high enough to weld copper when integrated into industry-standard optical scanning systems. That allows manufacturers to incorporate high-speed, high-quality blue laser welding into automated production lines. Moreover, the power, brightness and efficiency of the technology will only increase in the future, which will add to the range of applications that blue lasers can address.
Materials of Choice
Copper is more conductive than gold and nearly as ductile as silver, at a fraction of the price of either metal. High ductility, of course, allows copper to be easily shaped into a variety of form factors, including thin foils and long wires. High conductivity translates directly into high performance for electrical applications, where resistance converts energy into waste heat. Thus, copper is the material of choice for most electrical applications. Aluminum is not quite as ductile or conductive as copper, but it’s both cheaper and lighter, so for some applications aluminum is a reasonable alternative.
Copper and aluminum are the most common materials of choice for electrical systems, such as motors, sensors, and power generation and transmission equipment. For electronics, gold and silver also have a role to play at the microscale, at least, but copper is again the primary material at the circuit board level and above.
As a result, it’s critical for manufacturers to have a high-speed, high-quality method of joining copper and, to a lesser extent, aluminum.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The Complexity of Welding
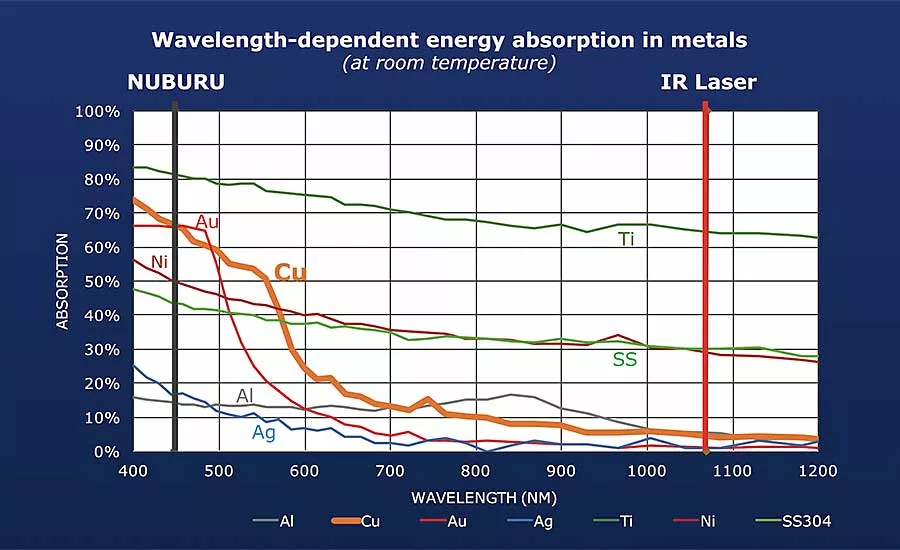
It sounds simplistic, but the first step in laser welding is to transfer energy from the beam to the target material. The amount of energy transferred depends on the wavelength of the laser, the composition of the target material, and the state of the material. Solid copper absorbs only about 5 percent of the energy from conventional IR lasers. That means there’s a lot of “extra” energy delivered to the workpiece, which is certainly inefficient. The real problem, however, comes when the copper has absorbed enough energy to melt.
Melted copper absorbs much more IR energy than solid copper. With melted copper, the “extra” energy now creates miniature explosions within the melt pool, degrading both the mechanical and electrical integrity of the joint. For some specific geometries, introducing nonlinear exposure patterns, or “wobbling” the beam, can minimize (although not eliminate) the defects, but that adds to the processing time.
Those problems are not an issue with the blue laser. Copper absorbs blue light 13 times better than it absorbs IR. Just as importantly, liquid and solid copper absorb nearly the same percentage of blue light. The proper exposure parameters to initiate a weld are the same as required to maintain the weld, which inherently leads to a wide process window for rapidly producing high-quality welds.
The Value of Blue
What’s the significance of a wide process window? It means the blue laser produces high-quality, rapid welds for a wide range of geometries. In addition, the absorption advantage for copper extends to other materials, such as aluminum, steel, nickel and even brass. So the blue laser addresses not only a wide range of part geometries, but also a wide range of materials.
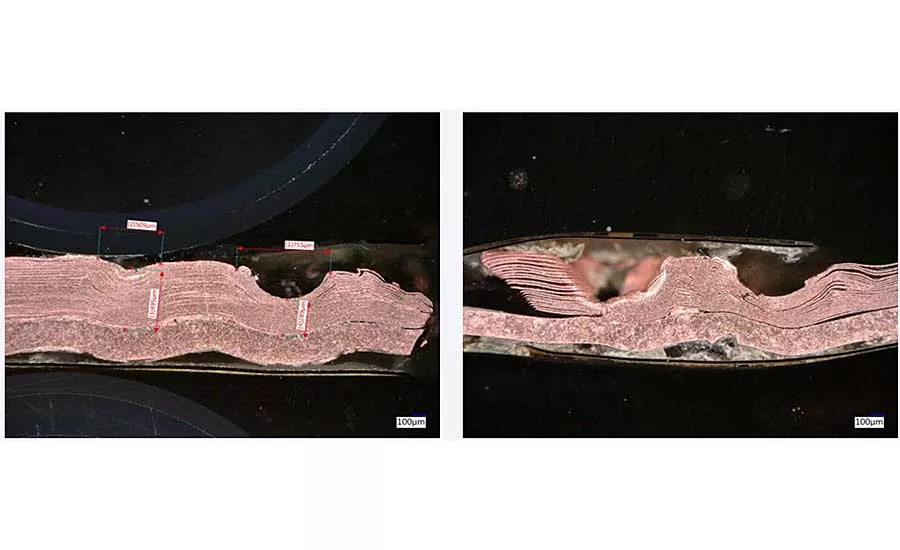
For example, lithium-ion batteries are built from cells composed of many layers of thin copper and aluminum foils. To generate charge, the foils must be separated by electrolyte, but to collect charge, the ends of the foils must be joined. Although ultrasonic welding can weld these foils, the quality of the joints is poor. The blue laser produces defect-free foil welds. Consumer electronics assembly presents similar challenges, requiring electrically and mechanically reliable joints between relatively thin copper components. Early models of the blue laser, producing up to 500 watts, were able to produce such defect-free joints.
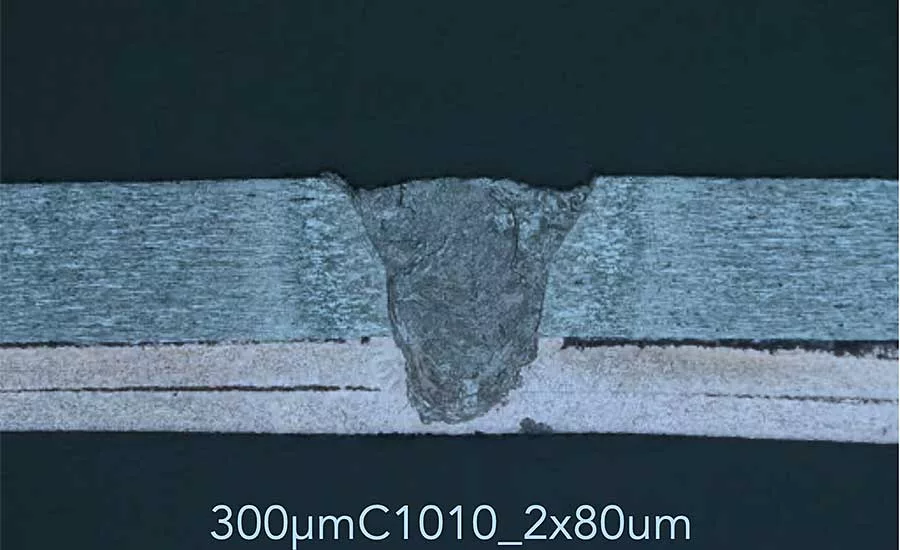
Just a couple of years later, the blue laser could provide kilowatt-class power for tackling a wider range of fabrication geometries. For example, the thin foils in lithium-ion batteries are connected to tabs, the tabs are connected to bus bars, and the bus bars are connected to the case. Ultrasonic welding would require a unique weld head for each phase, but the blue laser can weld all those geometries with only a simple adjustment of exposure parameters.
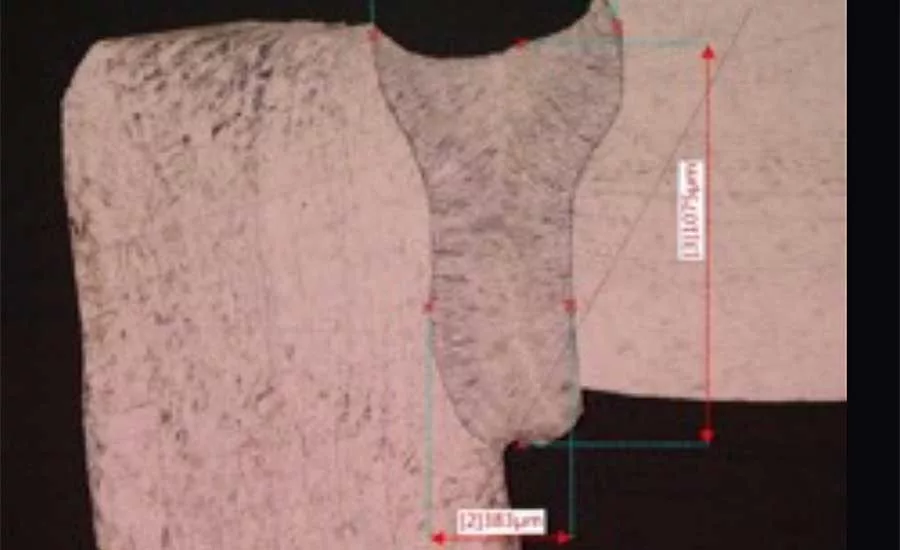
The rapidly growing electric vehicle market is built on a framework of copper. The efficiency of blue laser welding brings more than just speed and quality to the table, it also brings the possibility of new form factors. For example, some OEMs are adopting thermally and electrically efficient bar winding motors in their electric vehicle applications. These motors require the insertion of hairpin wires through the stator or rotor iron, but the opposite ends of those hairpins must then be connected to create a continuous circuit. Blue laser welding rapidly produces high-quality joints in a compact form factor.
Automated Production
Laser power output is a key metric, but laser brightness is perhaps even more important. Brightness is a measure of the concentration of laser energy. It’s reflected in a metric called the beam parameter product (BPP), which is essentially the product of a laser beam’s physical size and angular divergence. The smaller the BPP, the “tighter” the beam. If two lasers have the same output power, but one has a BPP half the other’s, the laser with the lower BPP will weld faster, or deeper, or both.
At the beginning of 2020, the blue laser reached milestone: more than a kilowatt of output power with a BPP of 11 millimeter-milliradians. At this brightness, the blue laser can now weld copper when integrated with industry-standard scanning systems.
Scanners are generally built around optical elements called “f-theta” lenses, because they convert changes in laser beam input angle into changes of beam position on the target material. These lenses maximize the beam uniformity over a given field. For example, a standard scanner will convert angular changes at the input into beam translation over a 150 by 150 millimeter field, 320 millimeters away. These lenses, however, also inherently reduce the beam concentration—they spread out the beam. When a beam is spread out, the energy density it can deliver is reduced. In the past, when integrated with scanners, blue lasers didn’t have high enough BPP to maintain the energy density required to weld copper.
Now, blue laser brightness has passed that threshold: A blue laser can be seamlessly integrated with scanning systems, bringing a combination of speed, quality, and efficiency to a wide range of applications.
For more information, call Nuburu at 720-767-1400 or visit www.nuburu.net.
Editor’s note: Matthew Finuf, applications manager, Eric Boese, applications engineer, and Andrew Dodd, market development manager, also contributed to this article.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




